超長換熱器管束的制造工藝
2016-05-30 10:48:04李發林劉利和
機械制造文摘·焊接分冊 2016年1期
李發林 劉利和
摘要: 主要介紹了合成塔進出口換熱器超長管束裝配、吊裝和脹接等制造工藝,重點闡述了該換熱器裝配、吊裝的特殊輔助工裝,通過脹接試驗確定具體的脹接工藝,合理裝配導流筒,順利完成超長管束的裝配和整體水壓試驗。
關鍵詞: 管束裝配;吊裝;脹接工藝;導流筒
中圖分類號: TG421
Abstract: This article mainly introduces the assembly hoisting and expanding method of the import and export heat exchanger of synthetic tower. The special auxiliary tooling of assembly and hoisting that are used in the exchangers manufacturing process were mainly expounded. The specific expanding process were determined experimentally. Then, the assembly of ultra long tube bundle and hydrostatic testing were successfully complete based on the rational use of guide cylinder.
Key words: assemble of tube bundle; hoisting; expanding process; guide cylinder
0 前言
某煤化工項目中的合成塔進出口換熱器,外形尺寸1 600 mm/1 300 mm×110 mm/80 mm×21 692 mm,凈重120.167 t,筒體材料14Cr1MoR厚度80 mm,100 mm及110 mm;管板材料14Cr1MoⅣ,厚度150 mm;換熱管材料15CrMo,規格14 mm×2 mm×18 000 mm。
該產品由于管束太長、換熱管規格較小、管束的重量達到50 t,給生產制造帶來非常大的困難,其中制造中存在的難點主要有管束裝配,管束起吊、穿入殼程筒體,需要制定合理的施工方案才能保證18 m長的管束順利進入筒體。
1 換熱器管束關鍵制造工藝
1.1 管束裝配
將折流板上因鉆孔產生的毛刺用手提砂輪機打磨去除,同時用砂輪機將折流板外圓兩側打磨成R2~3 mm圓角。管束總長18 m,裝配時要充分考慮到穿管束的場地和管束進筒體的場地,保證裝配穿管后的管束不得翻身、不得掉頭。
穿管束前搭花架,固定管板裝配拉桿,緊固拉桿螺母,中間折流板下面用特殊槽鋼支撐,兩側折流板底下墊角鋼與地面支撐,起支撐作用的兩側角鋼之間用角鋼連接。
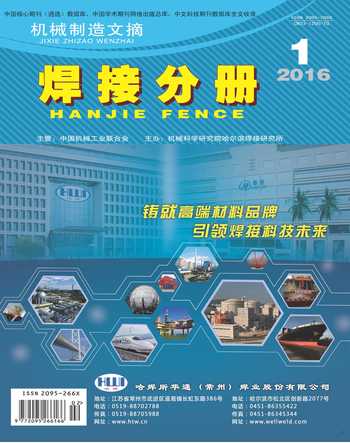
在兩側折流板層與層之間加筋板,筋板與折流板之間采用連續焊。如圖1所示。利用行車勾住橫梁吊裝工裝吊起整個管束,在管束底部加支撐,焊接中間折流板下部的滑道,在焊接滑道的過程中行車上的起吊工裝仍需處于穩定狀態。滑軌高出拆流板1 mm,滑軌側面組裝前用砂輪機磨成圓弧狀,滑軌與中間拆流板兩側連接采用連續焊。滑道和筋板與折流板組焊完畢后,在換熱管外側包一整圈的扁鋼,扁鋼外側用鋼絲扎緊。
1.2 殼程筒體與內部導流筒的處理
管束進筒體前,先檢驗筒體長度(最后一節筒節與筒體相配,確保組焊后整個筒體長度達到要求,能滿足管頭有足夠的管板伸出)。
導流筒與筒體組焊前,檢驗導流筒的橢圓度,要求導流筒的橢圓度符合GB 151—1999《管殼式換熱器》的要求,在導流筒的穿入管束一側打磨出10 mm鈍邊60°內倒角,先將導流筒與筒體定位焊,定位焊后檢驗導流筒與筒體中軸線是否在同一條直線上,最后組焊。
筒體與導流筒內縱、環縫余高用砂輪機打磨與筒體母材平齊,用雙層通板檢驗筒體圓度,雙層通板必須順利通過。管束進筒體前在管束滑道、折流板可能與筒體接觸的折流板外沿涂黃油,減小滑道及折流板與筒體間的摩擦力。將鞍座與筒體按圖紙要求焊接牢固,鞍座朝下將筒體擺放在滾輪架上,滾輪架下加墊鐵,使筒體上的大接管離地面距離有100 mm左右,滾輪架的擺放在合適的位置。
1.3 管束起吊
在中間弓形折流板頂端焊接吊耳,在同一層的兩側折流之間板頂部焊接加強筋,加強筋與吊耳之間用槽鋼連接。用專用橫梁起吊工裝吊起管束,專用橫梁起吊工裝由鋼管(219 mm×8 mm)和條狀鋼板(厚度24 mm,寬度200 mm)組焊而成,鋼板上設置卡環螺栓可穿過的孔。手拉葫蘆、吊管束的鋼絲繩和起吊工裝之間用卡環連接,用行車通過專用橫梁起吊工裝吊起管束。
管束起吊前,要進行試吊,試吊前檢查鋼絲繩、滑輪、卡環和葫蘆的受力零部件,確保起吊安全。
1.4 管束進筒體
管束起吊過程中,當掛鉤就位、鋼絲繩張緊時,拆除對兩側折流板起支撐作用的鋼管和槽鋼。管束進筒體時,吊管束的行車同時移動,使管束的一端送入筒體,管束一端進入筒體后,管束的進入端不可以放置在導流筒上(防止導流筒變形),至少進入長度不小于3 000 mm,即第6塊折流板進入筒體。然后將行車下橫梁起吊工裝卸下,行車吊鋼絲繩,通過鋼絲繩與滑輪的配合產生使管束進入筒體的軸向力。
隨著管束的進入依次拆除吊耳、加強筋和包在管束外面的鋼條和鋼絲,在拆除過程中,要采用在氣割下方墊石棉的方法,防止割渣掉落到管束中,對折流板上割除吊耳處打磨干凈。
1.5 換熱管與管板脹接工藝
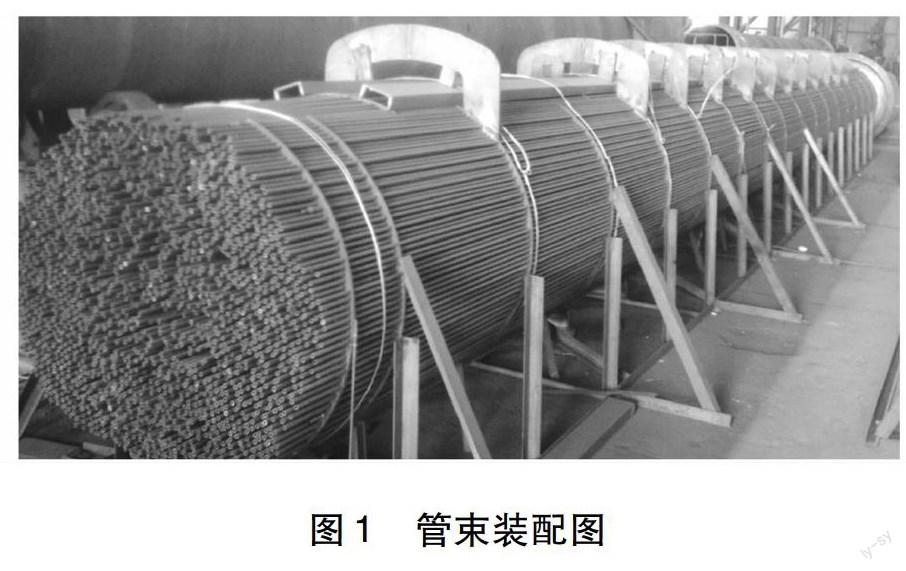
為了確定合適的實際要采用的機械脹管壓力值,需要進行模擬脹接試驗,為此制作了一塊模擬試板,厚度150 mm,鉆了19個管孔,并且在管孔內開寬度為4 mm,深度為0.5 mm的雙槽,脹接試驗如圖2所示。
模擬試件脹接完畢后,通過線切割取中間部位的3組試件進行拉脫力試驗,并計算其機械脹接力,均可滿足標準規范的要求(大于4 MPa)。
[HS2][HT4SS]2 [JP4]管束穿入筒體時的風險分析及防范措施
在管束起吊和管束進筒體的過程中,不排除會有停電、鋼絲繩斷裂等極端情況發生。管束起吊、進筒體前采取必要的防范措施,防止在施工過程中發生安全事故。需要采取的防范措施如下。
(1)對在管束起吊和管束進筒體過程中使用的行車進行檢修。
(2)在試起吊之前就要對所有受力工具進行檢查,包括鋼絲繩、葫蘆、卡環和滑輪等,以防止工作過程中發生失效。
(3)管束進筒體時,為防止停電等意外發生,管束下面放置兩個鞍座,鞍座高度比筒體內壁低100 mm左右。
(4)在管束起吊和管束進筒體過程中相關人員要注意安全,無關人員不要靠近。
3 結論
(1)因換熱管長且重,換熱管與折流板裝配過程中一定要采用防護工裝支撐,防止裝配過程中換熱管散架。
(2)筒體及倒流筒的橢圓度控制一定要在標準范圍內的下限。
(3)因管束長度為18 m,吊裝管束穿入殼程筒體時采用兩行車吊裝,一定要保證行車吊裝行進的同步性。