2.25Cr1Mo0.25V鋼焊接材料再熱裂紋敏感性評估
2016-05-30 10:48:04李秀杰段莉蕾谷文
機械制造文摘·焊接分冊 2016年1期
李秀杰 段莉蕾 谷文

摘要: 針對2.25Cr1Mo0.25V鋼加氫反應器產品的焊接再熱裂紋敏感性,按照API 934#A 附錄B(2012)推薦的試驗方法對2.25Cr1Mo0.25V埋弧焊焊絲/焊劑開展再熱裂紋試驗,以便評估該焊接材料再熱裂紋的敏感程度。
關鍵詞: 再熱裂紋;埋弧焊;敏感性
中圖分類號: TG-457.11
Abstract: In order to evaluate the sensitivity of hydrogen reactor, produced by CFHI and made of 2.25Cr-1Mo-0.25V steel, to the reheat crack, the reheat cracking sensitivity of 2.25Cr-1Mo-0.25V SAW welding wire / flux which were produced by the Japanese Kobe Steel was tested according to the test method recommended by the 934-A B (2012). Finally, the sensitivity of this materials was evaluated.
Key words: reheat cracking; SAW; sensitivity
0 前言
2008年初,歐洲25臺2.25Cr1Mo0.25V鋼厚壁加氫反應器遇到了焊縫金屬再熱裂紋問題[1]。各地方實驗室做了大量的研究調查,通過Gleeble高溫拉伸試驗對焊接材料再熱裂紋的敏感性進行了等級劃分,作為焊接材料篩選試驗[2-3],避免今后的焊縫在后續的熱處理過程中產生再熱裂紋。
但是Gleeble拉伸試驗設備作為實驗室的非常規設備,在大多數實驗室不具備可行性。于是優化了這種試驗,利用常規拉伸試驗機進行再熱裂紋敏感性篩選試驗,并于2012年將這種試驗方法納入到了API 934A附錄B(2012)中[4-6]。
中國一重在2001年首次制造了第一臺設計溫度454 ℃,質量540 t的釩改進鋼鍛焊加氫反應器[7]。目前為止已經生產了多臺2.25Cr1Mo0.25V鋼加氫反應器,還未發現在低合金鋼焊縫中存在再熱裂紋問題。早在2011年,中國一重已經采用多種方法進行了加釩鋼焊接材料的再熱裂紋試驗。從2013年開始,中國一重承攬的一些加氫反應器產品技術條件中增加了對2.25Cr1Mo0.25V鋼焊接材料進行再熱裂紋檢測的要求[8-9]。為了滿足技術條件要求,對2.25Cr1Mo0.25V鋼配套的日本神鋼公司生產的埋弧焊焊材按照API934-A附錄B要求進行再熱裂紋敏感性篩選試驗,以驗證焊縫的再熱裂紋敏感性。
1 試驗材料及方法
按照API—934附錄B要求的試驗程序如下。
1.1 試板焊接
1.1.1 母材
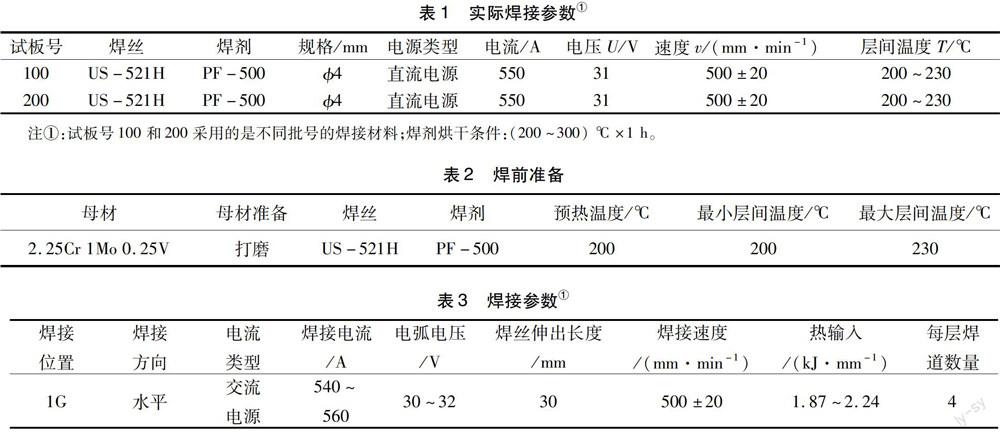
所采用的母材為2.25Cr1Mo0.25V鍛件,其尺寸為30 mm×120 mm×550 mm。焊接過程中需添加墊板,墊板材料為Q345,尺寸為10 mm×50 mm×650 mm。
1.1.2 焊接材料
實際焊接參數見表1。
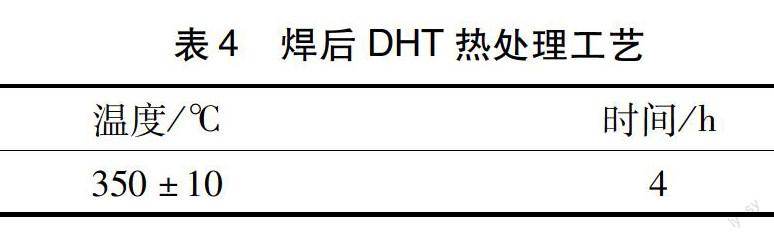
表2~表4焊接程序中列舉了再熱裂紋試驗的焊接環節要求,包括了材料、焊接參數及后熱的相關要求。
1.2 坡口形式及焊接順序
試板的尺寸、接順序及坡口形式如圖1所示,試板尺寸為500 mm×200 mm×30 mm,墊板尺寸為600 mm×60 mm×10 mm。
1.3 取樣位置
再熱裂紋試驗的試樣取樣位置位于試板表面下7 mm,同一厚度位置并排取樣數量為2個,API 934A附錄B(2012)規定的取樣位置如圖2所示,圖3為焊接試板的低倍形貌及實際試樣的取樣位置。
1.4 試樣尺寸及形式
試樣的形式及尺寸如圖4所示。
1.5 試驗程序
再熱裂紋試驗的高溫拉伸試驗程序為:①在空氣中試驗;②在20~40min內加熱到測試溫度650 ±3 ℃,采用三個熱電偶,熱電偶與試樣緊密接觸,其中一個在標距中間,其他兩個分別在橫截面開始減小的末端,三個熱電偶之間的溫度差別不超過±3 ℃;③保溫10±1 min;④以5×10-4mm/s的平均應變速率進行拉伸,或者以0.8 mm/min的衡量位移速率進行拉伸;⑤試樣冷卻后測量斷后收縮率,屈服強度,抗拉強度和斷后伸長率。
再熱裂紋試驗的高溫加熱過程中的溫度隨時間變化關系如圖5所示[3]。
1.6 驗收標準
兩個試樣的面縮率平均值大于等于32%,單個試樣的斷面收縮率大于等于29%,認為焊絲/焊劑組合的抗再熱裂紋性能是合格的。
2 試驗結果
篩選試驗在型號為CMT 5105微機控制電子萬能試驗機上進行的,用于測試的試驗機、尺寸測量設備、加熱設備和試驗氛圍等均滿足API934#A附錄B中要
求。試驗過程中按照2.5條中規定的試驗程序要求執行。通過試驗得到一些試驗數據。
再熱裂紋篩選試驗結果見表5,應力-位移曲線如圖6和圖7所示。
3 結論
(1)試驗采用埋弧焊的焊絲和焊劑結合,對制造過程中2.25Cr1Mo0.25V材料的再熱裂紋敏感性進行評估。這種試驗的優勢在于適用所有可能產生制造再熱裂紋的焊接金屬。
(2)采用這樣的試驗可以驗證2.25Cr1Mo0.25V材料的埋弧焊是否有產生再熱裂紋的敏感性。
(3)根據API934A附錄B(2012)再熱裂紋敏感性試驗方法,日本神戶制鋼所生產的埋弧焊焊絲焊劑在650 ℃保溫10 min后拉伸直至斷裂的斷面收縮值在50%以上,滿足標準要求的兩個試樣平均值≥32%(單個值≥29%)的技術要求。說明中國一重采用的日本神戶制鋼所生產的2.25Cr1Mo0.25V埋弧焊焊接材料無再熱裂紋問題。
(4)雖然文中只記錄了兩個批次焊接材料的篩選試驗,后續又進行了更多批次的試驗,進一步驗證中國一重采用2.25Cr1Mo0.25V埋弧焊焊接材料無再熱裂紋的敏感性。
參考文獻
[1] Les Antalffy, Cathleen Shargay, Dennis Smythe,et al. Reheat cracking in heavy wall 2-1/4Cr-1Mo-1/4V reactor welds and the development of ultrasonic techniques for their discovery[C]. Proceedings of 12th International Conference on Pressure Vessel Technology, Jeju, Korea, 2009
[2] 錢俊鋒,陳學東,卜華全. 2.25Cr-1Mo-0.25V鋼焊材用Gleeble再熱裂紋試驗參數研究[J]. 壓力容器,2015(04):11-15.
[3] Cedric Chauvy, Sylvain Pillot. Prevention of weld metal reheat cracking during Cr-Mo-V heavy reactors fabrication[C]. Proceeding of the ASME 2009 Pressure Vessels and Piping Division Conference, Prague, Czech Republic, 2009
[4] API Recommended Practice 934-A. Materials and fabrication of 2-1/4Cr-1Mo, 2-1/4Cr-1Mo-1/4V, 3Cr-1Mo and 3Cr-1Mo-1/4V Steel Heavy wall pressure vessels for high-temperature, high-pressure hydrogen service [S].American Petroleum Inaritute,Washington,USA, 2012.
[5] 柳曾典,陳進,卜華全,等.2.25Cr-1Mo-0.25V鋼加氫反應器開發與制造中的一些問題[J].壓力容器,2011,28(5):33-40.
[6] 張穎,尚爾晶,谷文.2.25Cr-1Mo和2.25Cr-1Mo-0.25V鋼加氫反應器材料和制造經驗[J]. 壓力容器, 2014, 31(12):73-78.
[7] Pillot S, Chauvy C, Corre S, et al. Effect of temper and hydrogen embrittlement on mechanical properties of 2.25Cr–1Mo steel grades–Application to Minimum Pressurizing Temperature (MPT) issues. Part II: Vintage reactors & MPT determination [J]. International Journal of Pressure Vessels and Piping, 2013(110): 24-31.
[8] Han Y C, Chen X D, Fan Z C, et al. Influence of second thermal cycle on reheat cracking susceptibility of welding CGHAZ in Vanadium-modified 2.25 Cr1Mo steel[J]. Procedia Engineering, 2015(130): 487-496.
[9] 何鵬,劉應虎,葉小松,等. 2.25Cr-1Mo-0.25V與Q345R異種鋼焊接技術應用[J].大型鑄鍛件,2009(6):18-20.