橋檢車桁架臂焊接變形的控制
2016-05-30 10:48:04張紅芳楊蘭蘭薛松
機(jī)械制造文摘·焊接分冊 2016年1期
張紅芳 楊蘭蘭 薛松
摘要: 研究了一種新型桁架式臂體橋梁檢測作業(yè)車的桁架臂矩形鋼管拼焊的焊接順序。通過反復(fù)驗(yàn)證,確定了桁架臂生產(chǎn)的最佳裝配和焊接順序,并采取了各種焊接變形控制措施,大大縮短了生產(chǎn)周期,有效控制了生產(chǎn)過程中的焊接變形,減少了矯正變形工作量,對同類結(jié)構(gòu)件的焊接生產(chǎn)具有實(shí)際借鑒意義。
關(guān)鍵詞: 桁架臂; 裝配順序; 焊接順序; 變形控制
中圖分類號: TG404
Abstract: :A bridge inspection truck with truss boom is worked out in our company .The length of each truss boom is ten meter long ,and is putted together with every rectangular steel tube .By many times test,we fixed on a best order of assembly and welding ,as well as taked all ways to control the welding deformation actively .By the adjusted technics way ,production cycle is cutted greatly ,and the welding deformation is reduced availably,and the follow-up work to rectify the deformation is cut down greatly . There is effective meaning of use for reference to the similar welding structure .
Key words: truss framework boom;assembly order;welding order;welding-deformation control
由于導(dǎo)軌受力較大,對強(qiáng)度要求嚴(yán)格,所以矩形管與平板的兩側(cè)焊縫均為滿焊,焊腳為4 mm。在產(chǎn)品試制階段,雖然采取了一些焊接變形防控措施,但是在結(jié)構(gòu)件拼焊過程中還是出現(xiàn)了導(dǎo)軌的嚴(yán)重?fù)锨冃危瑩隙冗_(dá)到50 mm之上,還有導(dǎo)軌兩矩形管的敞口變形和桁架臂兩側(cè)面的敞口變形等。
綜上所述,桁架結(jié)構(gòu)的整體拼裝順序和導(dǎo)軌焊接變形的控制等對于整個(gè)結(jié)構(gòu)的順利加工是重中之重。
2 桁架臂拼焊工藝和變形控制
2.1 合理的裝焊順序
裝焊順序?qū)附咏Y(jié)構(gòu)變形的影響是很大的,由于裝焊順序不當(dāng),往往會影響到整個(gè)工序的順利進(jìn)行,并使整個(gè)焊接結(jié)構(gòu)產(chǎn)生較大變形[1-7]。
原工藝安排:兩導(dǎo)軌拼焊→調(diào)形→底面桁架拼焊→調(diào)形→將兩側(cè)面桁架拼點(diǎn)在底面桁架上焊接→調(diào)形。按此工藝生產(chǎn)時(shí)每步都出現(xiàn)大的焊接變形,像導(dǎo)軌的撓曲、底面桁架的撓曲及側(cè)面桁架的敞口等變形,而且變形量大,調(diào)形費(fèi)時(shí)費(fèi)力。
調(diào)整優(yōu)化后拼焊工藝:兩導(dǎo)軌拼焊→調(diào)形→底面桁架拼點(diǎn)→兩側(cè)桁架拼點(diǎn)→整個(gè)桁架臂焊接→調(diào)形。調(diào)整后,在拼點(diǎn)好的桁架臂上側(cè)開口位置均布橫向支撐,整個(gè)桁架臂組成了一個(gè)箱型結(jié)構(gòu),增加了整個(gè)結(jié)構(gòu)的剛性,整體焊接時(shí)各面桁架互受牽制,不會出現(xiàn)單面大的焊接變形,只要調(diào)整兩導(dǎo)軌的撓度變形就能保證后續(xù)工序的順利進(jìn)行。
兩種工藝路線相比,優(yōu)化后工藝將原來調(diào)形三次簡化為兩次,更重要的一點(diǎn)是,采用原工藝順序拼焊完成的桁架臂,焊后出現(xiàn)了10 mm左右的整體上撓,用正常的調(diào)形措施矯正已基本不可能,而采用改進(jìn)后的工藝方法拼焊,就很好地保證了整個(gè)臂體的直線度和平面度等要求。
2.2 導(dǎo)軌的焊接變形控制
2.2.1 開口處加支撐
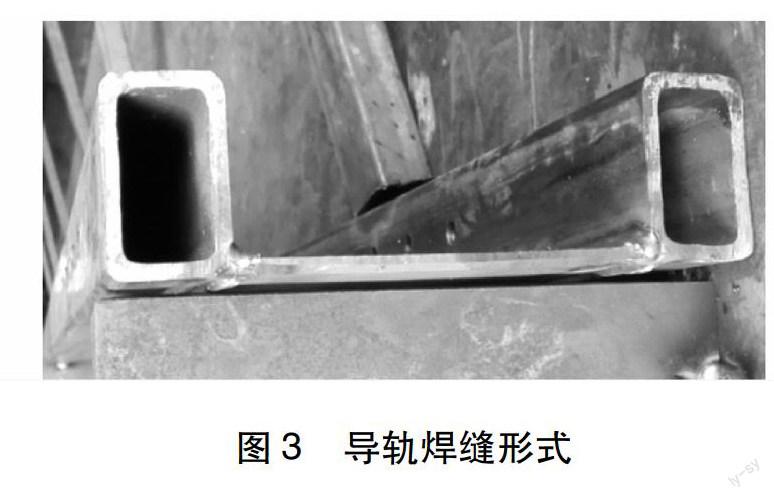
如圖3所示,導(dǎo)軌焊縫處于矩形管截面的一條棱上,完全屬于不對稱分布,而且焊縫位于立板的兩側(cè),上下四條縱向焊縫均為滿焊,導(dǎo)軌全長10 m,焊接量大,焊后會出現(xiàn)矩形管的菱形變形和導(dǎo)軌的敞口變形,如不加以控制,將很難調(diào)形,無法保證導(dǎo)軌的橫向開口尺寸及垂直度要求等。
因此,必須在導(dǎo)軌開口處加橫向支撐以控制焊接變形。為了不遮擋焊縫又起到支撐作用,在縱向均布放置10多個(gè)圓鋼支撐筋,點(diǎn)固
2.2.2 背靠背反變形
由于焊縫位于導(dǎo)軌中心線的一側(cè),焊后會出現(xiàn)整個(gè)導(dǎo)軌的開口側(cè)撓度變形,如不加控制,變形量達(dá)10 cm,即使火焰調(diào)形也很難調(diào)直。為了增加與焊接變形趨勢相反的力,以抵消部分焊接變形[8],焊接導(dǎo)軌內(nèi)側(cè)焊縫時(shí),兩導(dǎo)軌開口側(cè)朝外,在兩導(dǎo)軌長度方向距兩端1 m左右之處分別加30 mm厚墊板,兩導(dǎo)軌中間貼實(shí),然后將兩導(dǎo)軌用卡蘭夾緊。焊接后待焊縫冷卻,取下卡蘭。接下來焊接導(dǎo)軌外側(cè)焊縫,將兩導(dǎo)軌開口處對扣夾緊,在縱向長度方向上對稱于中心線約1 m的兩點(diǎn)分別加30 mm厚墊板,然后將兩導(dǎo)軌用卡蘭夾緊,焊接,待冷卻后取下卡蘭。
2.2.3 分段跳焊
因?yàn)閷?dǎo)軌焊縫全長10 m,如果從一端向另一端連續(xù)焊,焊接熱輸入較集中,不利于散熱,焊接變形較大。分析后采取分段跳焊,整個(gè)焊縫分三次焊完,開始焊300 mm留600 mm間距,之后再焊300 mm留300 mm間距,最后焊完全部焊縫。為避免焊接熱輸入和焊接變形集中,導(dǎo)軌上下焊縫交錯(cuò)對稱焊接。
2.2.4 焊接參數(shù)
焊接參數(shù)是指焊接時(shí),為保證焊接質(zhì)量而選定的諸物理量的總稱。在焊件尺寸、焊縫形式及剛度相同的條件下,焊接熱輸入越大,焊接變形也越大[9]。因此在保證焊接質(zhì)量和工作效率的同時(shí),盡量采用較小的焊接熱輸入以控制焊接變形的程度。焊腳為4 mm,采用的主要焊接參數(shù)(MAG焊 )為:焊接電流180~220 A,電弧電壓22~24 V,氣體流量12~15 L/min,焊接速度約400 mm/min。
2.2.5 導(dǎo)軌調(diào)形
盡管在導(dǎo)軌焊接時(shí)采取了一系列控制變形措施,只能最大幅度地減小焊接變形,而不能完全解決因焊件固有的結(jié)構(gòu)形式帶來的導(dǎo)軌撓度變形,焊后導(dǎo)軌還是出現(xiàn)了20 mm左右的撓度。所以為了順利進(jìn)行下一步拼焊工序,調(diào)形必不可少。采用火焰對稱均布加熱開口側(cè)矩形管側(cè)面矯正,配以外力往相反方向的機(jī)械矯正,將導(dǎo)軌直線度調(diào)整到了10 mm之內(nèi)。
2.3 桁架臂的焊接順序
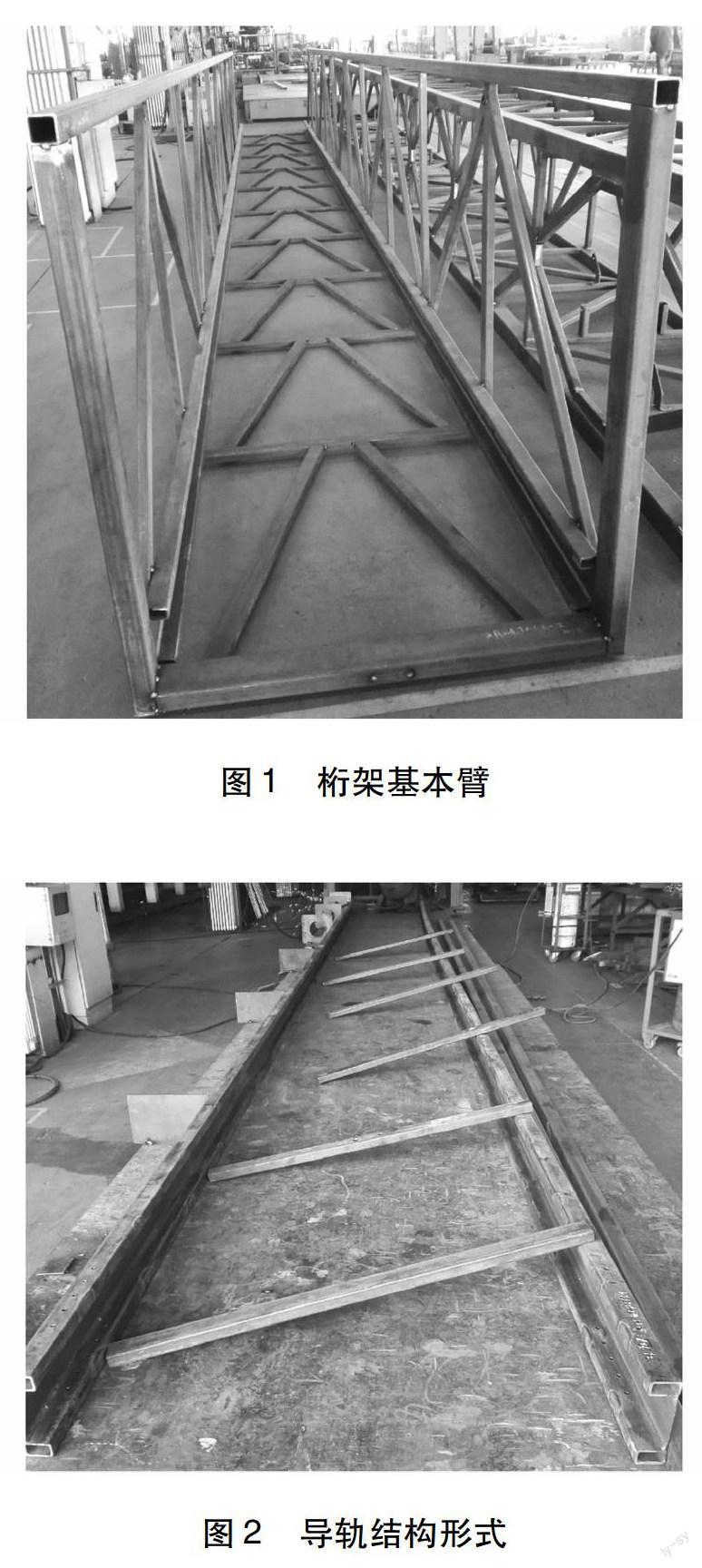
導(dǎo)軌拼焊調(diào)形后,進(jìn)行整個(gè)桁架臂的拼焊,先以兩導(dǎo)軌找正拼點(diǎn)底面桁架組件,點(diǎn)固后分別拼點(diǎn)兩側(cè)面桁架,整個(gè)框架拼點(diǎn)加固后,桁架上側(cè)敞口處在長度方向上均布增加橫向拉筋,以控制側(cè)面向外的焊接變形。
上側(cè)兩主弦桿和下側(cè)兩導(dǎo)軌作為桁架臂的骨架,每面均有矩形管橫撐和斜撐與之連接(圖1),連接焊縫均比較短小,但焊縫比較集中,如果不注意焊接順序,必將會引起嚴(yán)重的焊接變形。焊接時(shí)應(yīng)先焊垂直于臂體方向的短小橫焊縫,以增加結(jié)構(gòu)件剛性,又對臂體焊接變形影響最小;然后焊接沿臂體方向的稍微長些的縱向焊縫,并且注意桁架兩側(cè)的對稱焊接。為提高焊接效率和減少焊接變形,由兩名操作熟練的焊工同時(shí)對稱焊接。
經(jīng)過以上一系列焊接變形預(yù)防和控制措施,桁架臂焊后無明顯焊接變形,基本能保證兩導(dǎo)軌和整個(gè)桁架臂的直線度、平面度和截面尺寸等,無需調(diào)形。只有偶爾出現(xiàn)的局部矩形管波浪變形稍作調(diào)形即可。
3 結(jié)論
通過批量生產(chǎn)實(shí)踐證明,按上述工藝措施施工,對減小桁架臂焊接變形效果顯著,大大縮短了生產(chǎn)周期,同時(shí)將焊后矯正變形工作量降低到最小,簡化了工藝流程,保證了生產(chǎn)質(zhì)量,使裝配后兩節(jié)桁架臂體之間滑動(dòng)順暢。因此,工藝措施對同類鋼結(jié)構(gòu)件的焊接生產(chǎn)具有普遍的實(shí)際借鑒意義。
參考文獻(xiàn)
[1] 洪松濤.焊工工藝學(xué)(第4版)[M].北京:機(jī)械工業(yè)出版社,2005.
[2] 周廣濤, 劉雪松, 閆德俊, 等. 頂板焊接順序優(yōu)化減小焊接變形的預(yù)測[J]. 焊接學(xué)報(bào), 2009 (9): 109-112.
[3] 崔曉芳, 岳紅杰, 兆文忠, 等. 高速機(jī)車構(gòu)架側(cè)梁的焊接順序[J]. 焊接學(xué)報(bào), 2006, 27(1): 101-104.
[4] 崔曉芳. 箱型結(jié)構(gòu)焊接變形預(yù)測, 控制及應(yīng)用 [D]. 大連: 大連交通大學(xué)碩士學(xué)位論文, 2005.
[5] 丁振斌, 賈曉丹, 劉土光. 焊接順序?qū)Υw分段的焊接變形影響[J]. 中國造船, 2010, 51(A01): 81-85.
[6] 劉黎明, 梁國俐, 劉玉君, 等. 基于人工神經(jīng)網(wǎng)絡(luò)的船舶高強(qiáng)鋼焊接變形分析預(yù)測[J]. 焊接學(xué)報(bào), 2002, 23(1): 27-29.
[7] 劉志平, 王立夫. 鋁合金部件焊接變形的產(chǎn)生及控制[J]. 焊接技術(shù), 2007, 36(5): 52-53.
[8] 陳強(qiáng).焊接手冊(第3版).[M].北京:機(jī)械工業(yè)出版社,2002.
[9] 陳裕川.低合金結(jié)構(gòu)鋼焊接技術(shù)[M].北京:航空工業(yè)出版社,2008.