車削鈦合金TC4的表面粗糙度預測模型構建*
2016-07-04 01:17:20楊翠蕾鄭清春胡亞輝王雷
組合機床與自動化加工技術 2016年6期
楊翠蕾,鄭清春,胡亞輝,王雷
(1.天津市先進機電系統(tǒng)設計與智能控制重點實驗室,天津 300384;2.天津理工大學 機械工程學院,天津 300384)
車削鈦合金TC4的表面粗糙度預測模型構建*
楊翠蕾1,2,鄭清春1,2,胡亞輝1,2,王雷1,2
(1.天津市先進機電系統(tǒng)設計與智能控制重點實驗室,天津300384;2.天津理工大學 機械工程學院,天津300384)
摘要:采用中心復合試驗對鈦合金進行了車削試驗,分析了切削三要素切削速度、進給量、切削深度對表面粗糙度的影響。基于二階響應面法建立了表面粗糙度的預測模型,對回歸方程進行了顯著性檢驗,并對切削參數(shù)影響表面粗糙度的顯著性進行了比較。結果表明:在試驗采用的切削參數(shù)范圍內,進給量對切削表面粗糙度的影響最大,切削深度次之,切削速度影響最小;預測模型回歸顯著, 置信度高, 可指導加工前合理切削參數(shù)的選擇, 以達到對表面粗糙度進行預測和控制的目的。
關鍵詞:鈦合金;表面粗糙度;車削用量
0引言
表面粗糙度是已加工表面的微觀幾何特性, 表面粗糙度值的大小直接影響零件的工作精度、配合性能、接觸剛度等[1]。在機械加工中,表面粗糙度是評價表面質量的重要因素[2]。鈦合金TC4屬于難加工材料,廣泛應用于航空航天、醫(yī)學衛(wèi)生等領域[3-5];與普通合金鋼切削相比,加工鈦合金時,刀具所受的切削力較高、產生的切削熱增多[6]。因此,在保證加工效率的前提下,需要合理選擇切削參數(shù),以達到被加工表面對粗糙度的要求。
很多學者對鈦合金表面粗糙度進行了研究。李登萬[7]等采用均勻設計試驗方法研究了鈦合金切削參數(shù)對表面粗糙度的影響,建立了適用于鈦合金材料在冷風切削條件下的表面粗糙度經驗公式。聶爾杰[8]等采用正交試驗方法進行了鈦合金銑削試驗,分析了切削三要素對表面粗糙度的影響,得到鈦合金表面粗糙度與各銑削參數(shù)之間的關系。金成哲[9]等利用多因素正交試驗法進行了正交車銑鈦合金切削試驗,研究了車銑切削用量與表面粗糙度之間的變化規(guī)律。但這些研究的方法在建模精度和泛化能力方面尚不能滿足表面粗糙度預測的要求。
本文采用中心復合實驗法進行車削鈦合金的試驗,對鈦合金表面粗糙度的影響因素進行了研究,通過二次響應曲面法建立了表面粗糙度與切削用量的預測模型,對加工鈦合金切削參數(shù)的控制有一定意義。
1車削試驗
1.1試驗方案設計
本次試驗研究工件表面粗糙度與切削速度,進給量,切削深度之間的關系,采用中心復合設計方法。實驗設計如表1所示。
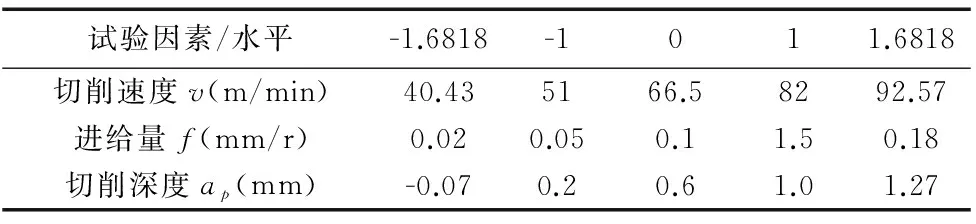
表1 車削試驗因素水平表
1.2試驗刀具與工件
如圖1所示,試驗所用刀具材料為硬質合金YG8,刀具型號為41605A ,刀具前角為5°,后角為15°,刀尖圓弧半徑為0.5mm。工件材料為TC4,試樣尺寸設計為100mm×30mm(長度×直徑)。
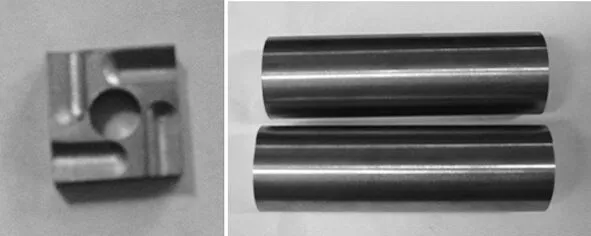
圖1 試驗刀具與工件
1.3試驗裝置
試驗在CA6240車床上進行,加工方式為干切削,試驗裝置如圖2所示。
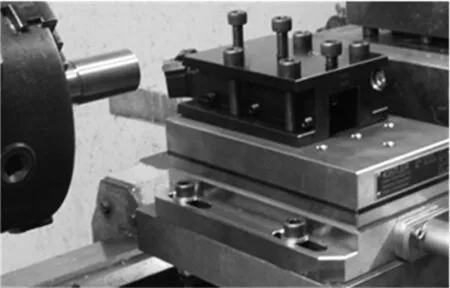
圖2 試驗裝置
1.4表面粗糙度測量
Ra在工程中常常用來表征表面粗糙度的情況,表示表面輪廓算數(shù)平均偏差。加工后的工件表面粗糙度用英國泰勒公司型號為Form Talysurf i-60的粗糙度輪廓儀進行測量。Form Talysurf i-60粗糙度輪廓儀采用電感傳感器技術,可將位移量信號轉換為電信號,計算機通過采樣電信號的信息來計算被測工件表面的粗糙度,粗糙度測量范圍為1000μm,分辨率是0.16nm。

圖3 表面粗糙度測量
如圖3所示,在切削表面進行表面粗糙度的測量,取樣長度L為0.8mm,評定長度為5L。對一個工件進行5次測量,以其平均值作為表面粗糙度值Ra,以減少測量誤差。
2試驗結果分析
2.1RSM模型方法
響應曲面法可探討影響因子與響應輸出之間的數(shù)學關系[10]。一個包含響應y(x)的過程依賴于輸入因子x1,x2,…,xp。二階響應曲面模型可以表達為:
式中,βij為xi和xj之間的交互效應;βii為xi的二次效應。
三個因素的二次響應曲面模型可以寫成:
y(x)=β0+β1x1+β2x2+β3x3+β11x1x1+β12x1x2+β13x1x3+β21x2x1+β22x2x2+β23x2x3+β31x3x1+β32x3x2+β33x3x3+ε
2.2試驗結果
中心復合試驗安排及試驗結果如表2所示,對于樣本13由于切削深度不能為負值,表明樣本13的數(shù)據(jù)是不恰當?shù)摹?/p>
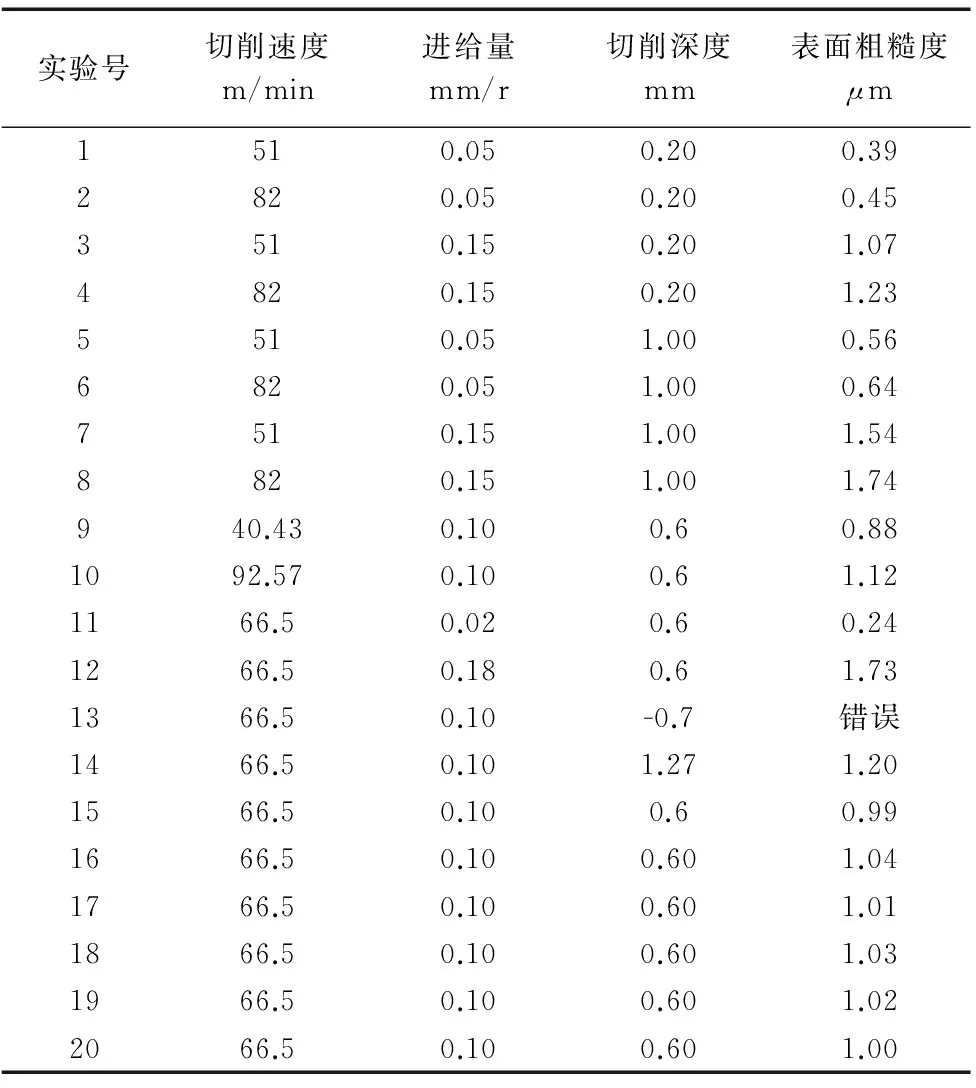
表2 試驗設計及結果
根據(jù)實驗結果用Desigh-Expert擬合的二次響應曲面方程為:
式中,v為切削速度,f為進給量,ap為切削深度。
該表面粗糙度預測模型的適用范圍為:51m/min≤v≤82m/min,0.05mm/r≤f≤0.15mm/r,0.2mm≤ap≤1mm。
2.3模型檢驗
表3是對回歸方程和切削速度、進給量和切削深度的方差分析。從表中可以看出:模型的擬合效果是顯著的,三個參數(shù)對表面粗糙度影響的顯著性排序從大到小依次為進給量f、切削深度ap、切削速度v。
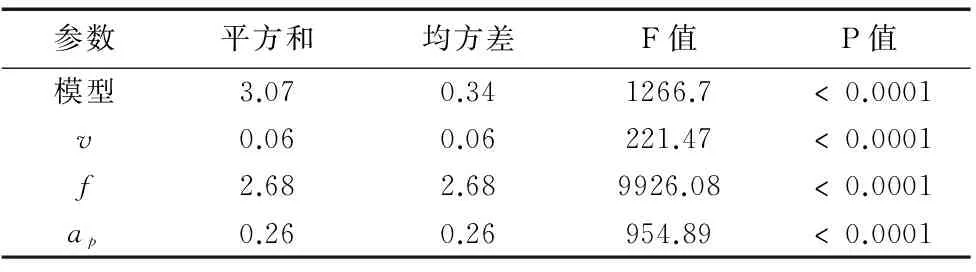
表3 方差分析表
對模型進行殘差分析可得到如圖4的殘差圖。由圖中可以看出,所有殘差點均勻分布在一條直線附近,這說明回歸模型能較好的符合原始數(shù)據(jù)的規(guī)律。
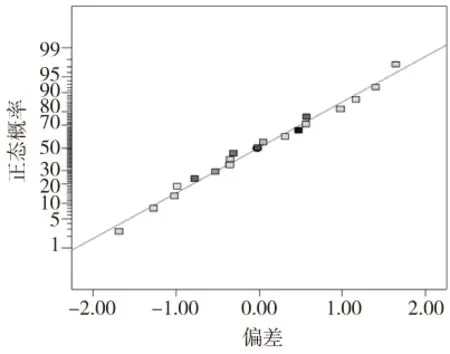
圖4 殘差圖
2.4結果分析
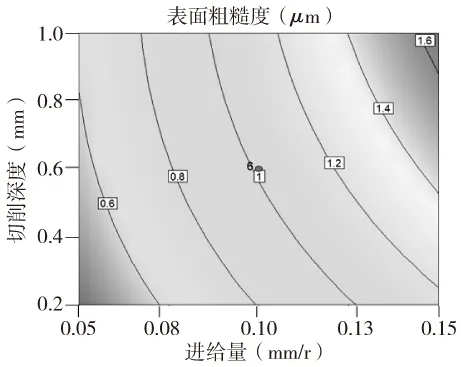
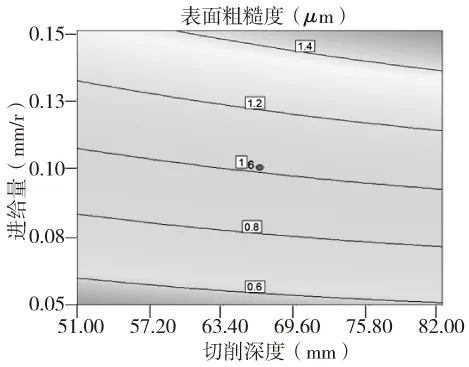
按照表面粗糙度預測模型進行擬合并繪圖, 得到表面粗糙度與切削速度、進給量和切削深度之間的等高線圖,如圖5、圖6、圖7所示。
(v=66.5m/min)
(ap=0.60mm)
從圖5、圖6、圖7可看出,在本次試驗的參數(shù)范圍內,進給量和切削深度對表面粗糙度的影響較大,并且隨著進給量和切削深度的增大,表面粗糙度增大,這主要是由于工件受到切削力增大,切屑變形加劇,使得表面粗糙度增大。在切削速度范圍內,隨著切削速度的增大,切削區(qū)產生的熱量增加,使得刀具與工件之間粘結現(xiàn)象嚴重,導致表面粗糙度略有增大。
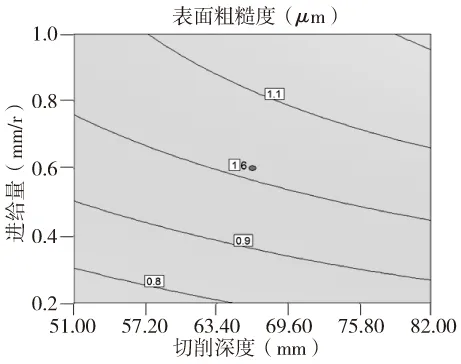
(f=0.10mm/r)
3結論
通過中心復合實驗法對鈦合金TC4進行了車削試驗,研究車削鈦合金表面粗糙度與切削參數(shù)之間關系,結論如下:
(1) 基于二次響應曲面法建立了選定參數(shù)車削試驗下表面粗糙度的預測模型,經檢驗模型有較高置信度和實用性,為切削參數(shù)的優(yōu)選提供了依據(jù)。
(2)本次試驗參數(shù)范圍內,工件表面粗糙度隨進給量的增大明顯增大,因此加工時應盡量減小進給量;切削深度對鈦合金表面粗糙度也有一定的影響,隨著切削深度的增大,表面粗糙度變大;表面粗糙度隨切削速度的增大變化不大。
(3)本次試驗參數(shù)范圍內,切削用量對表面粗糙度影響的顯著性順序從大到小依次是進給量、切削深度、切削速度。
[參考文獻]
[1] 石文天,王西彬,劉玉德,等. 基于響應曲面法的微細銑削表面粗糙度預報模型與試驗研究[J]. 中國機械工程,2009,20(20):2399-2402.
[2] Durmus Karayel.Prediction and control of surface roughness in CNC lathe using artificial neural network[J]. Journal of Materials Processing Technology,2009,209:3125-3137.
[3] 陸濤,向國齊,張敬東.鈦合金Ti6Al4V高速銑削分析與仿真[J].組合機床與自動化加工技術,2015(5):149-160.
[4] 葉勇,王金彥.鈦合金的應用現(xiàn)狀及加工技術發(fā)展概況[J].材料導報,2012,26(20):360-363.
[5] 于振濤,張明華,余森,等.中國醫(yī)療器械用鈦合金材料研發(fā)、生產與應用現(xiàn)狀[J].中國醫(yī)療器械信息,2012(7):1-8.[6] 杜國臣.硬質合金刀具車削Ti6Al4V鈦合金試驗研究[J].組合機床與自動化加工技術,2013(5):36-38.
[7] 李登萬,陳洪濤,司徒渝,等.鈦合金冷風切削表面粗糙度試驗研究[J]. 現(xiàn)代制造工程,2010(9):12-15.
[8] 聶爾杰,劉玉德,石文天,等.鈦合金精密銑削的表面粗糙度研究[J].工具技術,2013,47(12):75-78.
[9] 金成哲,陳爾濤,吳波.正交車銑TC4鈦合金表面粗糙度分析[J].工具技術,2014,48(2):74-76.
[10] 石文天,劉玉德,王西彬,等.微細銑削表面粗糙度預測與試驗[J].農業(yè)機械學報,2010,41(1):211-215.
(編輯趙蓉)
The Prediction Model of Surface Roughness Based on the Experiments of Turning Titanium Alloy of TC4
YANG Cui-lei1,2,ZHENG Qing-chun1,2,HU Ya-hui1,2,WANG Lei1,2
(1. Tianjin Key Laboratory of the Design and Intelligent Control of the Advanced Mechatronical System, Tianjin 300384, China;2. School of Mechanical Engineering, Tianjin University of Technology, Tianjin 300384, China)
Abstract:The titanium alloy turning tests were carried out by central composite experiment, it has analyzed the influences of three key elements as cutting speed, feed rate, depth of cut on surface roughness. The surface roughness prediction model is established based on the two order response surface method. The significance of the regression equation was validated, and the effects of cutting parameters with surface roughness were significantly compared. The results showed that: within the range of cutting parameters used in the experiments, the most significant on cutting surface roughness is given by cutting feed, then is cutting depth, and the cutting speed has minimal impact on cutting surface roughness indeed; The prediction model has significant regression with high confidence feature. It can be used to select various suitable parameters before the machining processing to predict and control the surface roughness.
Key words:titanium alloy; surface roughness; turning parameters
文章編號:1001-2265(2016)06-0128-03
DOI:10.13462/j.cnki.mmtamt.2016.06.034
收稿日期:2015-08-06;修回日期:2015-09-07
*基金項目:天津市自然科學基金(13JCYBJC17800);天津市自然科學基金(15JCZDJC32800)
作者簡介:楊翠蕾(1989—),女,河北元氏縣人,天津理工大學碩士研究生,研究方向為金屬切削機理研究,(E-mail)yangcl_1989@126.com;通訊作者:鄭清春(1971—),男,河北趙縣人,天津理工大學教授,博士,研究方向為計算機集成制造,(E-mail)zhengqingchun@tjut.edu。
中圖分類號:TH161;TG506
文獻標識碼:A
