基于Edgecam的型材銑床自動化編程技術研究*
2016-07-04 01:17:22李鐵鋼
組合機床與自動化加工技術 2016年6期
關鍵詞:二次開發
李鐵鋼
(沈陽工程學院 機械學院,沈陽 110136)
基于Edgecam的型材銑床自動化編程技術研究*
李鐵鋼
(沈陽工程學院 機械學院,沈陽110136)
摘要:針對某型材銑切機床的數控程序的自動化生成問題,研究了基于Edgecam軟件的自動化編程方法。首先,在基于Edgecam的基礎上提出了程序智能生成的系統設計方法,而后,解析了機床接口文件格式,論述了編程操作和軟件系統構建等關鍵技術,利用VB.NET并結合PCI和PDI等二次開發語言編寫了程序,最后以典型零件的數控編程的實例證明了方法的有效性,實現了型材銑床程序的智能化和快速化生成,為其它機床的數控程序的自動化生成提供了借鑒。
關鍵詞:型材數控銑;自動編程;Edgecam;二次開發;VB.NET
0引言
隨著現代建筑技術的發展,幕墻逐漸成為當代樓宇外部裝飾的新潮流,在機場、火車站、體育館、博物館、文化中心、大酒店和大型商場等標志性建筑中廣泛采用,特別是伴隨幕墻工藝與科技的結合,比如太陽能光伏幕墻等智能型幕墻的出現更展示出了建筑的獨特魅力。
鋁型材是幕墻結構的骨架,是主要受力結構部件,為提高制造精度和生產效率,大型幕墻制造企業廣泛采用數控型材銑床加工。現在數控型材銑床與傳統的金屬切削機床數控系統不同,屬于專用數控系統機床,能夠完成鉆孔、攻絲和銑削溝槽、直線、圓弧、曲線等加工操作,程序編制在機床自帶的控制系統上完成,編程采用交互會話方式進行,輸入加工的幾何元素信息,定義刀具、加工參數和加工操作,而后控制機床加工。前期結構設計的CAD模型不能直接在程序編制時使用,編程時信息手工輸入易錯且效率低下,機床經常停機等待程序編制,造成生產效率低下。現在的通用數控編程軟件無型材加工功能,必須在此類軟件平臺上,針對具體的機床開發相應的型材加工功能模塊,以提高數控加工效率。
Edgecam是由海克斯康公司開發的應用于數控銑、數控車、數控線切割以及車銑復合加工等領域的通用智能型數控編程軟件,客戶數量居獨立CAM軟件的前列,可讀取主流CAD軟件的模型數據,利用完備的二次開發工具進行特殊領域復雜功能的客戶化定制編程系統開發[1]。
本文在Edgecam軟件平臺基礎上,針對某典型型材銑床自動化數控程序編制問題,研究了機床交換文件的結構、二次開發系統的體系結構、編程操作和系統構建等關鍵技術。
1關鍵技術及實現方法
1.1機床交換接口文件解析
機床所用的系統為專用控制系統,只能使用專用的交換文件進行數據交換,如表1所示。
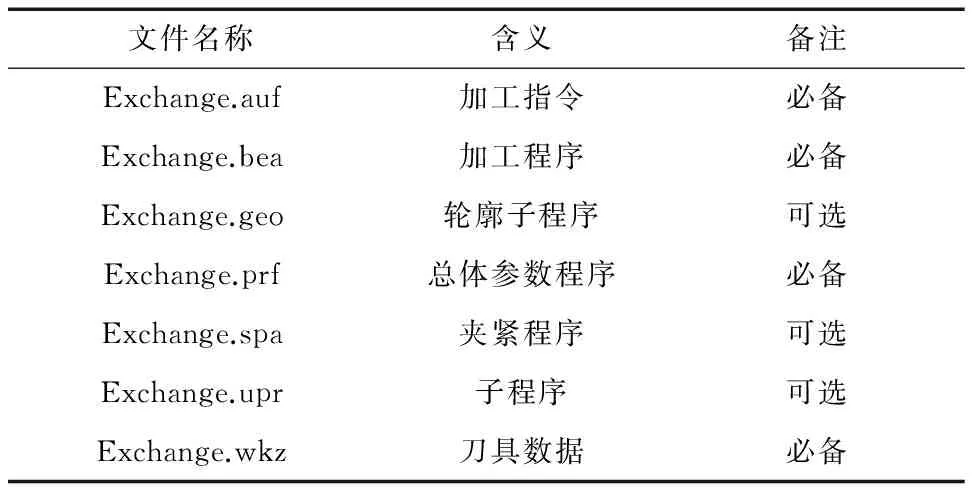
表1 機床交換文件
型材銑床系統可以獨立地輸入/輸出七個交換文件,每次輸出一個交換文件,交換文件特征中的“必備”指加工時必須有,而“可選”指根據具體的定義方法可以存在;為提高生產效率,也可以一次輸入/輸出具體零件所用的整個加工指令Exchange.auf文件,涉及到的其它種類交換文件自動關聯輸入/輸出。
交換文件是ASCII碼的文本文件,具有特殊的含義,以文件Exchange.bea為例,其由若干個加工程序節組成,順序排列,每個程序節包括程序頭和程序數據段兩部分。程序頭部分位于每個加工程序節的第一行,由92個字符組成,左起10個字符表示加工程序名稱,左對齊,字符不夠10位時右補空格;第11-50位表示程序注釋,左對齊,字符不夠位數時右補空格;第51-56位表示型材長度,少于6位時左補空格;第57-66位表示型材總體參數程序名,左對齊,字符不夠位數時右補空格;第67-92位固定為0000.00000.00000.00000.00。程序數據段由若干程序段組成,每個程序段為1行,每行包含276個字符,第1位定義為加工進刀方向,其中1表示刀具向下加工,2表示刀具從后向前加工,3表示刀具從前向后加工,4表示從左面加工,5表示從右面加工;第2位固定為字符0;第3位為整組加工時所需夾緊型材的次數號;第4-18位為X軸的加工位置,第19-33位為Y軸的加工位置,第34-48位為Z軸的加工位置,左對齊;第49-188為深度表,每個數據點具有最多10個深度進給項,共占14個字符,其中深度Z坐標為7個字符,左對齊,少于7位時右補空格,后接6個字符的進給率,整數占3位,小數占2位,位數不足補0,深度表最后1位表示進給類型,銑切為1,鉆孔為0;第189位表示程序段加工類型,0表示鉆孔,1表示輪廓銑,2表示子程序;第190-199位表示輪廓或子程序號,左對齊;第200-204位表示加工輪廓長度,左對齊;第205-209表示加工輪廓寬度,左對齊;第210-219位表示刀具編號,左對齊;第220-224位為轉速,整數格式,左對齊,位數不足補0;第225-230位為進給率,小數點前3位,小數點后2位,位數不足補0;第231-255位固定為0000.000.00.0000 00:00:00;第256-276位全部為空格。
1.2基于Edgecam的程序編制
型材零件以2維DWG或DXF格式和3維的CAD數據形式由工程設計部門提供,可直接輸入Edgecam中,開發系統的應用流程如圖1所示。
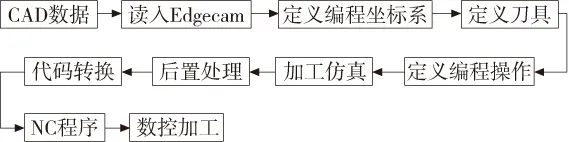
圖1 系統應用流程
型材典型加工工藝為鉆孔、銑輪廓和攻絲,采用氣動裝置夾緊,如圖2所示,定位為典型的“3-2-1”六點定位,底平面限制Z軸平動、X軸轉動和Y軸轉動3個自由度,氣動夾緊裝置的固定塊限制Y軸移動和Z軸轉動2個自由度左側面定位器限制沿X軸平動1個自由度。加工坐標系為左手坐標系,而在Edgecam中為右手坐標系,如實線Y1軸,編程后生成交換文件時必須進行坐標轉換,變換成虛線Y2軸所示。
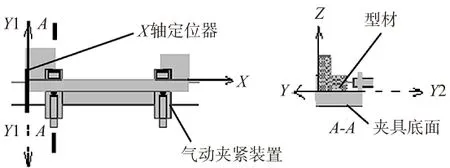
圖2 定位及坐標系設置
對于六面體型材框架的加工即可以采取一次裝夾定位,利用角度刀具從不同的方向加工;也可以采用普通鉆頭和銑刀,統一采用形式1的進刀方式多次翻轉加工,為了簡化刀具和節約成本,本系統規定只采用繞X軸多次翻轉加工的形式。
在Edgecam中采用孔加工和輪廓銑功能模塊編程,Z向進刀采取3段式表征,第一段選擇接近平面,用程序Z值實現,第二段選擇基準平面,第三段選擇深度平面,第二段和第三段使用深度表實現。輪廓采用輪廓子程序形式,采用直線插補和圓弧插補實現,加工輪廓采用中心軌跡形式,不使用刀具半徑補償功能。
1.3基于Edgecam的自動化編程系統構建
Edgecam基于.NET架構設計,具有豐富的PCI(Programming Command Interface)、PDI(Programming Development Interface)等二次開發語言,利用PCI和PDI可以訪問Edgecam的零件PPF數據文件和SQL Server工藝數據;可以使用C++、C#、VB.NET等編程語言調用PCI和PDI工具訪問Edgecam的接口函數[2]。本系統利用VB.NET并調用 PCI、PDI和SQL SERVER生成DLL動態連接庫,利用Edgecam界面定制器生成菜單和圖標快捷方式在主界面調用,開發的系統模塊如圖3所示。
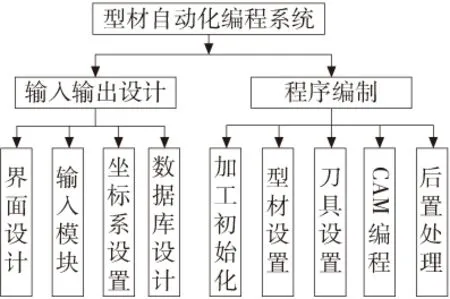
圖3 系統模塊
利用Edgecam的SQL Server數據庫存儲系統管理和加工初始化等自定義管理信息,方便程序的編輯和修改,新建立的數據表如圖4所示。
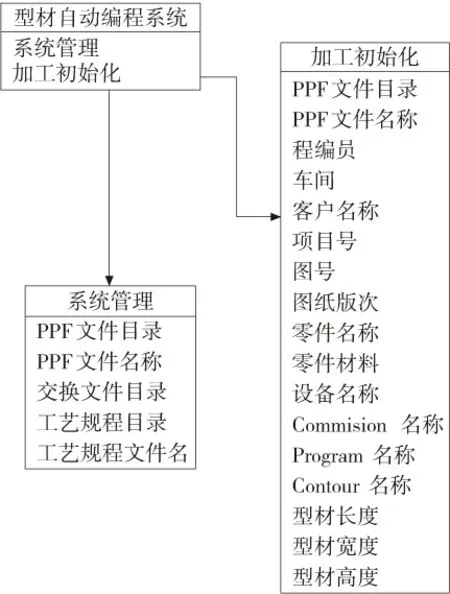
圖4 數據表
通用后置處理是將前置CAM操作轉化為機床NC程序的過程,首先利用機床用戶手冊和實測數據,如表2所示,建立機床的實體裝配模型和夾具模型,而后在Edgecam中分別打開機床和夾具模型,輸出到CodeWizard中建立通用后置處理器的運動模型,建立類似FANUC 0I系統的控制系統模型,最后編譯生成后置處理器mcp文件[3-5]。在程序編制完成后,利用Edgecam進行常規的后置處理,生成類似FANUC 0I系統的NC程序。
利用通用后置處理生成的NC程序需要轉化為型材銑床可輸入的Commision(加工指令)、Program(加工程序)、Contour(輪廓子程序)、Gen. Parameter(總體參數)和TOOL(刀具)等交換文件的形式,常規后置結束后調用專用的接口轉換器Dll程序,對生成的后置NC文件進行轉化。專用接口轉換器具有Edgecam接口模塊、數據庫信息提取模塊、文本文件輸入/輸出模塊、字符處理模塊和數學處理模塊等。數學處理包括坐標變換、圓弧插補處理和字符截取和圓整等功能。
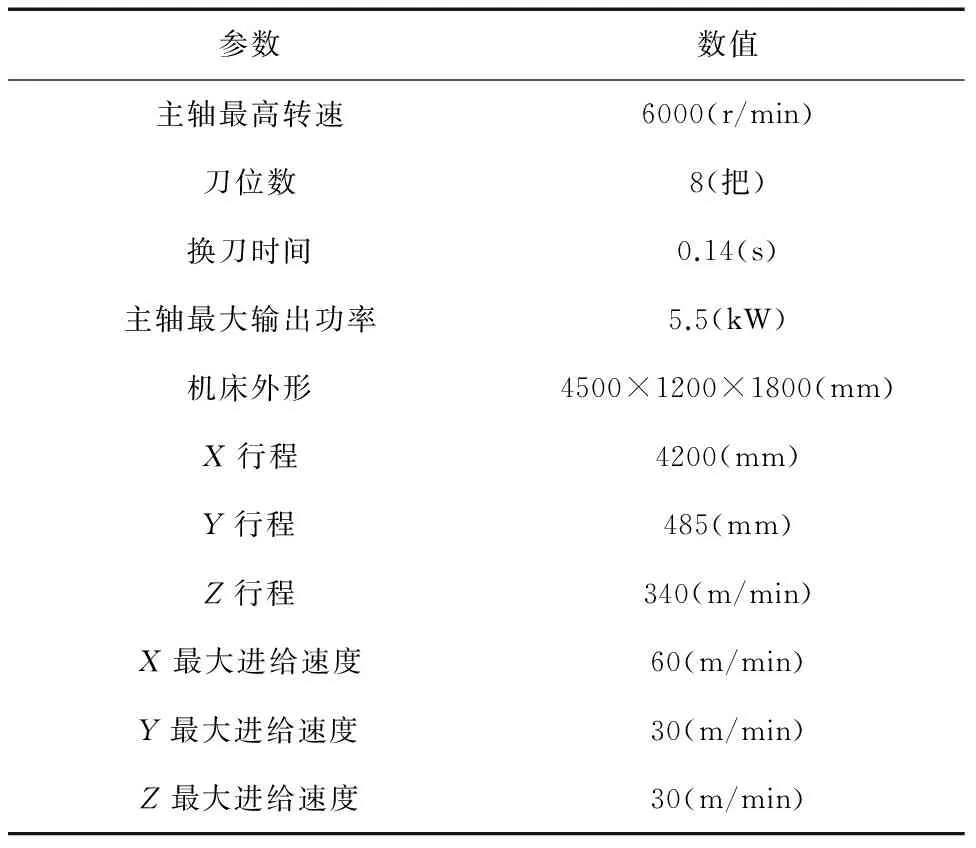
表2 機床主要技術參數
設在Edgecam編程模式時右手坐標系下零件經通用后置處理輸出的NC文件中刀位點的坐標為p0(x0,y0,z0),型材翻轉加工時經過饒X軸旋轉α=n×90°(n=1,2…8,角度的方向按Edgecam右手坐標系)后的左手坐標點為p1(x1,y1,z1),則由坐標變換有:
圓弧插補用指令G02/G03/G23實現,在Edgecam右手坐標系下,G02表示逆時針圓弧插補,G03表示順時針圓弧插補,兩種情況均需要利用I和J指令表示圓心坐標值,要求運動的圓弧對應的圓心角小于180°。設圓弧起點的坐標為ps(xs,ys),圓弧終點的坐標為pe(xe,ye),圓弧圓心的坐標為Co(xo,yo),此處坐標值為未經過左手坐標變換的坐標值。則計算有:
式中,R為圓弧半徑,α為圓心角。
以圓弧插補指令G02為例,如果圓弧的圓心角不超過180°,則向量Cops繞Co點旋轉α度可以得到向量Cope,即有關系式:
Cops·(cosα+isinα)=Cope
其中,i為虛數單位,整理得:
如果上式成立,則圓弧插補格式不變,只需要對圓弧起點坐標、圓弧終點坐標和圓心坐標進行左手坐標系變換即可。
如果上式不成立,則表示圓弧插補圓心角大于180°,此時G02/G03指令不適用,需要將其修改成G23指令,去掉原G02/G03中使用的圓心坐標程序字I和J,增加圓弧上的第3點pa(xa,ya),pa點為圓弧起點與圓心Co的連線延長后同圓周弧線的交點,計算有:
xa=2x0-xs
ya=2y0-ys

2應用實例
利用某型材骨架零件銑切編程測試,零件規格為3000×180.5×43.5,單位為mm,已經完成長度下料和端頭的開口加工,本機床需要加工上下表面的孔,在加工中需要翻轉3次加工,零件形狀、Edgecam編程操作、轉化后的交換文件和輸入機床后的視圖如圖5所示。對比PPF中的定義的參數、瀏覽器視圖中的操作步驟、加工命令的切削參數和刀具參數,發現生成結果正確,實際切削加工出合格零件,驗證了系統設計方法和程序開發的正確性。
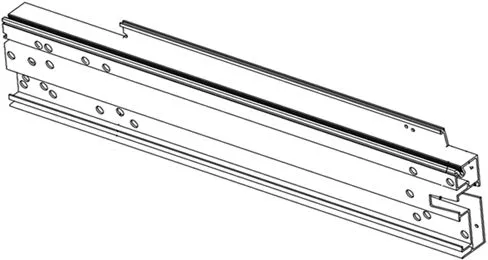
(a)型材零件

(b)Edgecam加工路徑
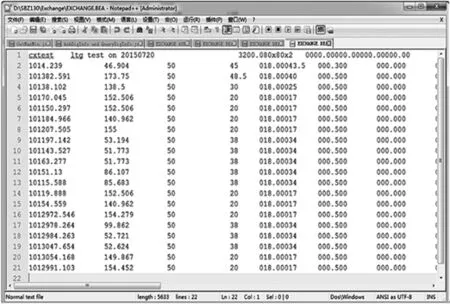
(c)Exchange.bea文件
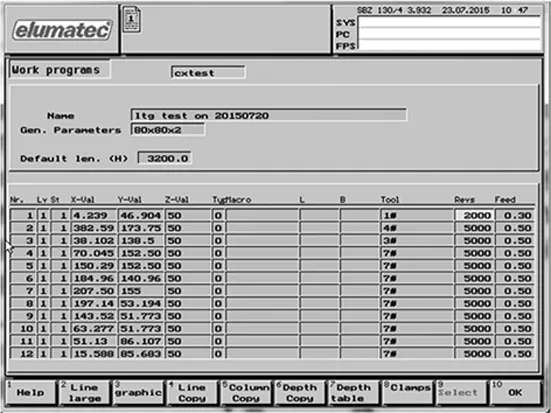
(d)交換文件輸入機床系統后界面
3結論
基于Edgecam軟件平臺,利用VB.NET及PCI和PDI等Edgecam二次開發工具,結合SQL Server數據庫開發了型材銑床自動化編程系統,完成了系統的開發并利用典型實例測試,生成了合格的加工程序交換文件,輸入機床數控系統通過加工驗證了方法和開發軟件的正確性。
[參考文獻]
[1] 李鐵鋼. 基于Edgecam的電極自動化編程系統開發[J]. 制造業自動化,2015,1(上):127-129.
[2] 李鐵鋼. 基于Edgecam的禮品雕刻自動編程系統開發[J]. 制造技術與機床,2015 (2):29-31.
[3] 韓慶瑤, 韓芝龍, 路世強. 基于 EdgeCAM 的數控加工技術在模具加工中的應用[J]. 機床與液壓,2009,37(6):214-216.
[4] 李鐵鋼. 車銑復合集成數字化制造技術[J]. 組合機床與自動化加工技術,2013(2):121-123.
[5] YUNqing Rao,Gang Huang,Peigen Li,et al. An integrated manufacturing information system for mass sheet metal cutting [J]. Int J Adv Manuf Techno,2007,33:436-448.
(編輯趙蓉)
Research on Automatic Programming for Profile Milling Machine Tool Based on Edgecam
LI Tie-gang
(Mechanical School,Shenyang Institute of Engineering,Shenyang 110136,China)
Abstract:In order to solve the intelligently generating of processes form in CNC programming,the method of automatic generating based on Edgecam software was introduced.Firstly,the ideas for intelligent generating in Edgecam is proposed,then,the interfere files format of machine tool were analyzing,the key technology of programming operations and software design were studied,the program was written in VB.NET,PCI,PDI and other secondary development languages in Edgecam, finally,the case study used in a typical part with the proposed method,which provides reference for the processes form generating intelligently and rapidly in other product.
Key words:profile CNC milling;automatically programming;Edgecam;secondary development;VB.NET
文章編號:1001-2265(2016)06-0138-03
DOI:10.13462/j.cnki.mmtamt.2016.06.037
收稿日期:2015-07-23
*基金項目:國家自然科學基金資助項目(50975043);遼寧省博士啟動基金資助項目(20141096);沈陽工程學院科技基金資助項目(LGYB-1504)
作者簡介:李鐵鋼(1973—),男,沈陽人,沈陽工程學院副教授,高級工程師,博士,研究方向為數控加工技術,(E-mail)ltgchina@126.com。
中圖分類號:TH166;TG506
文獻標識碼:A
猜你喜歡
甘肅科技(2020年20期)2020-04-13 00:30:02
制造技術與機床(2019年7期)2019-07-22 03:43:10
模具制造(2019年3期)2019-06-06 02:11:02
江西建材(2018年2期)2018-04-14 08:01:14
制造技術與機床(2017年11期)2017-12-18 06:47:29
電測與儀表(2016年9期)2016-04-12 00:29:52
西藏科技(2015年12期)2015-09-26 12:13:51
云南電力技術(2015年2期)2015-08-23 01:32:04
機械工程師(2015年9期)2015-02-26 08:38:10
汽車零部件(2014年5期)2014-11-11 12:24:32
