一種高精度復雜機座關鍵部位的加工研究*
2016-07-04 01:16:54趙松濤楊世忠梁軍華
組合機床與自動化加工技術 2016年6期
趙松濤,楊世忠,梁軍華
(1.四川工程職業技術學院 機電工程系,四川 德陽 618000;2.中國第二重型機械集團公司,四川 德陽 618000)
一種高精度復雜機座關鍵部位的加工研究*
趙松濤1,楊世忠2,梁軍華1
(1.四川工程職業技術學院 機電工程系,四川 德陽618000;2.中國第二重型機械集團公司,四川 德陽618000)
摘要:通過分析一種高精度復雜機座的結構特點、工藝技術要求和加工特點等,在熟悉其工藝路線的設計、定位基準的選擇以及零件主要結構的基礎上,分析制訂了機座關鍵部位的加工工藝方案,詳細地闡述了機座關鍵部位的大扣螺紋起點控制、蘑菇頭槽的加工、輸送機軸孔內鍵槽的加工與抽筒子軸孔的加工工藝方案。實踐證明,該機座關鍵部位的加工工藝具有可行性。
關鍵詞:高精度復雜機座;加工工藝;蘑菇頭槽;軸孔;軸孔內鍵槽
0前言
某研究所新開發的新型壓力設備,它在很多技術方面處在國內同行業的領先地位,該壓力設備具有結構小、重量輕、運輸方便的特點。機座是該設備中最關鍵、最重要的零件之一,是連接壓管、搖架、輸送機構等的核心零件。該機座工序內容多、工藝路線長,其加工質量在很大程度上決定著壓力設備的裝配精度與性能。
從大量加工實例分析[1]中看出,加工工藝設計不好,工藝方案考慮不周會導致加工精度不易保證、制造成本上升。
該新型壓力設備的機座是精度高、結構復雜的加工零件,因此,對其加工工藝設計問題進行研究,對保證其加工質量和提高生產效率具有實用意義。
1工件的結構和技術要求
分析該壓力設備機座的零件圖樣,該零件結構復雜,加工部位多達83處、尺寸精度最高達到IT5級,形狀位置精度最高達到6級和表面粗糙度最高達到Ra0.8,加工難度大[2-3],主要包括大扣螺紋起點的控制、蘑菇頭槽的加工、輸送機軸孔內鍵槽的加工、抽筒子軸孔的加工,工件是經過調質熱處理的鋼鍛件,其硬度、強度和韌性等機械性能都高于一般金屬材料,它的切削性能比一般金屬差,這些客觀條件,對工藝方案的制訂和生產組織來說都是一次考驗。本文制訂了一種適應該壓力設備機座的加工工藝方案,并將其應用于實踐。
2工藝方案設計與加工
為了縮短生產周期,通過對圖紙的分析,我們發現該零件完全可以用已經粗加工后調質熱處理的機座的半成品來加工,同時通過與研究所設計人員的多次溝通,詳細了解了機座各個部位的功能和作用,并結合工廠實際,制定了詳細的加工工藝,工藝內容長達61道工序,加工中改制和新設計工裝、專用刀具共20余種[4-5],下面介紹幾個關鍵部位的加工。
2.1大扣螺紋180×12起點的控制
β=360°T/P
(1)
式中:β為刻線允許偏差;
T為圖紙要求的起點螺紋的公差值;
P為螺紋的螺距。
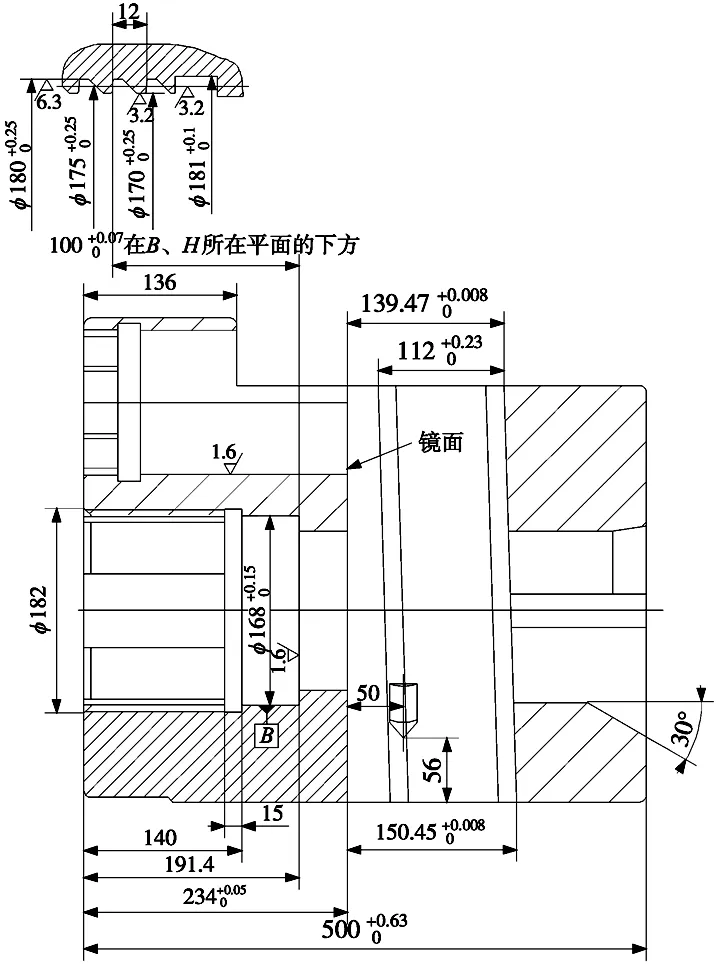
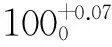
圖1 機座圖樣的A-A視圖
根據圖紙要求知:T=0.07;P=12;
帶入公式(1)得β=360×0.07/12=2.1°;
根據計算的結果,設計了如圖2所示螺紋起點量規,同時,因機座長500mm,大扣螺紋表面粗糙度達Ra3.2,且大扣螺紋對各基準面都有位置公差要求,工藝上為了保證圖紙要求,采用改制后的車用工裝來加工工件,最終經檢測加工出的大扣螺紋達到了圖紙要求。
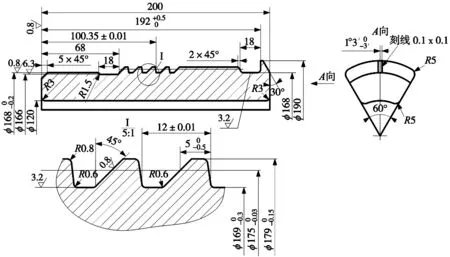
圖2 螺紋起點量規
2.2A向視圖中蘑菇頭槽的加工
機座圖樣A向視圖中的蘑菇頭槽的加工,如圖3所示。該槽處于工件上鏡面與前面之間的實體內,其上表面距機座后面距離長達270mm,接近彈門側面,由于機床主軸無法伸進閂室加工該槽,當采用φ30的專用棒銑刀加工時,因棒銑刀又細又長(長度不小于320mm),造成加工時刀具的讓刀將非常嚴重,且極易打刀,無法加工出符合要求的槽。

圖3 機座圖樣的A向視圖
為此,在考慮各個因素后[6-7],制定了改進后的方案,如圖4所示,方案如下:
(2)排鉆陰影部位后,用小角銑頭加工該部位符圖;
(4)逐漸轉動工作臺,用棒銑頭完成對圖4b陰影部位的加工;
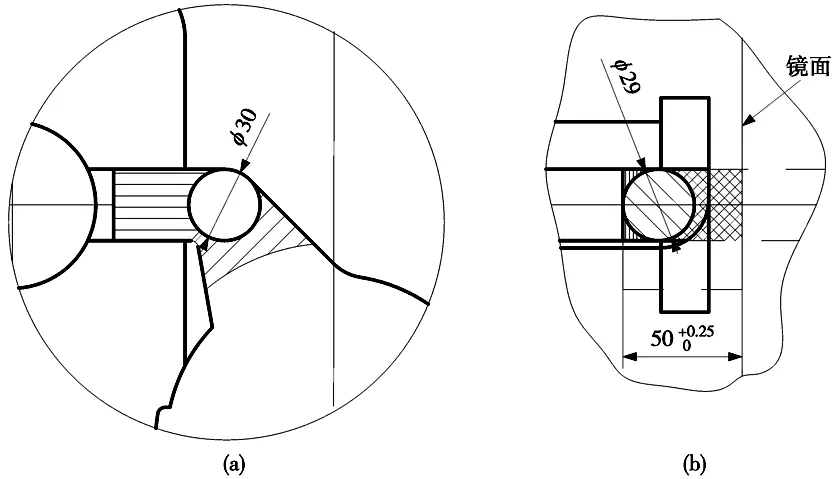
圖4 蘑菇頭槽的加工
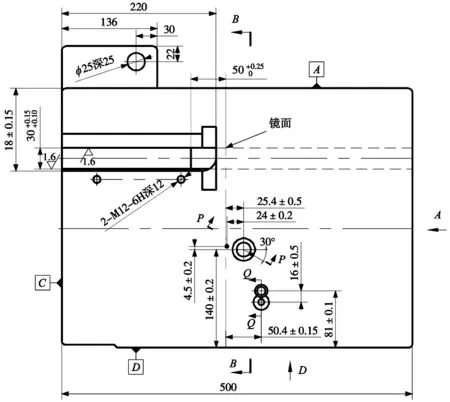
圖5 機座圖樣的主視圖
2.4抽筒子軸孔的加工
圖6 機座圖樣的N-N向視圖
2.4.1抽筒子軸孔加工的工藝難點

2.4.2采取的工藝措施
(3)為保證孔的定位尺寸195.5±0.05,設計如圖8所示的鏜模,通過夾具法實現。
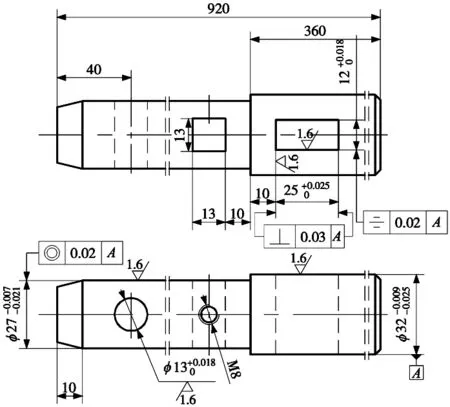
圖7 專用浮動鏜桿
2.4.3工藝實施
加工前,將鏜模以A基面和B基面找正,如圖8所示,找正誤差不大于0.01mm,完成鏜模對機床的正確定位。工件以B面和C面為定位支撐,在鏜模中進行正確定位,從而保證孔的位置尺寸195.5±0.05和68±0.05[8-10]。
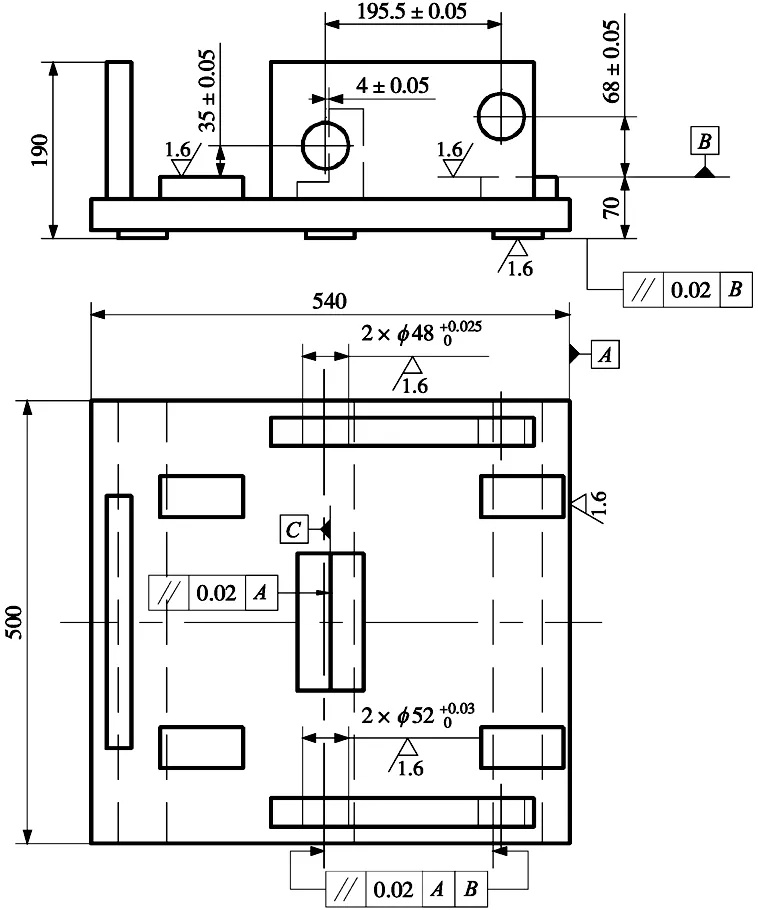
圖8 鏜模
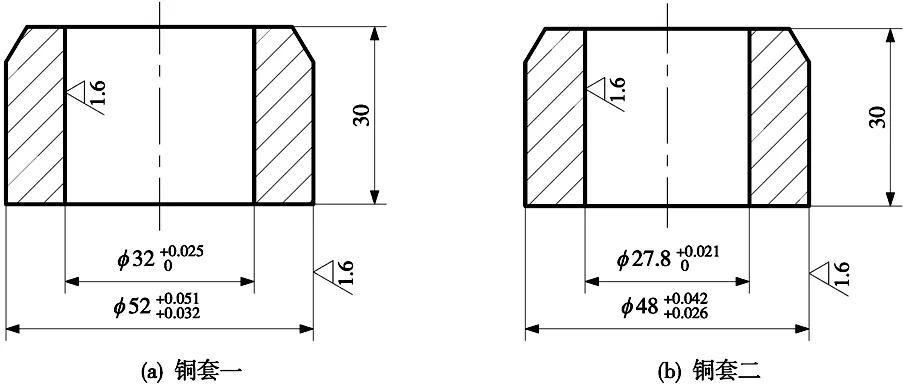
圖9 銅套
3結束語
通過分析新型壓力設備機座結構特點、工藝技術要求等,深入地研究了該機座關鍵部位加工工藝,確定了其加工時的定位基準,詳細地闡述了機座的關鍵部位合理的加工工藝。在大扣螺紋起點的控制中,設計了螺紋起點量規;在蘑菇頭槽的加工中,在保證圖紙要求又保證生產進度的前提下,改進了合適的工藝方案;在輸送機軸孔內鍵槽的加工中,將工藝方案從一步插
削加工調整為三步加工該鍵槽;在抽筒子軸孔的加工中,針對其加工的工藝難點,采取了合適的工藝措施。
該壓力設備屬于開發的新產品,關鍵零件機座的加工工藝也是新的嘗試,在各部門和質量檢查部門的配合下,合理制定工藝方案,按此加工工藝加工出機座的關鍵部位獲得了成功,經裝配試車,達到了設計要求;同時,也為今后該類零件加工提供了寶貴的技術資料,積累了針對高精度復雜機座加工的經驗。
[參考文獻]
[1] 周振寶.單缸柴油機主軸承蓋的工藝方案分析及工裝設計[J].組合機床與自動化加工技術,2008(2):87-89.
[2] 常海,張銀洲,肖建強,等.某殼體零件加工工藝設計[J].制造技術與機床,2012(6):133-135.
[3] 張普禮,劉惠.油缸端蓋機械加工工藝的優化[J].組合機床與自動化加工技術,2005(1):87-88.
[4] 周振寶.齒輪泵殼體加工工藝分析[J].機械設計與制造,2005(11):112-113.
[5] 劉旭宇, 陳昭榮.加工中心上箱體零件加工工藝路線的確定[J].機床與液壓,2003(2):260-262.
[6] 陳欣,姜鶴,王可,等.柱形棒銑刀銑削錐形螺桿的切削形面產生機理[J].沈陽工業大學學報,2010,32(5):520-525.
[7] 王俊青,李恒娟,孫大平.機車剎車輪轂徑向孔零件的加工工藝方法研究[J].制造技術與機床,2013(6):112-116.
[8] 劉軍,全林斯,呂梁.機械加工工藝過程質量控制模型的研究[J].組合機床與自動化加工技術,2006(9):82-84.
[9] 李聰波,李鵬宇,劉飛,等.面向高效低碳的機械加工工藝路線多目標優化模型[J].機械工程學報,2014,50(17):133-141.
[10] 熊智文,郭俊,李剛炎.汽車前軸機械加工工藝方案的制定與應用[J].機械設計與研究,2008,24(6):89-90,112.
(編輯趙蓉)
Research on the Processing of Key Parts of a High Precision Complex Frame
ZHAO Song-tao1,YANG Shi-zhong2,LIANG Jun-hua1
(1.Department of Mechanical and Electrical Engineering, Sichuan Engineering Technical College,Deyang Sichuan 618000,China;2.China National Erzhong Group Co.,Deyang Sichuan 618000,China)
Abstract:This paper analyzes the characteristics of the structure and process of precision complex frame, and analyzes the technical requirements and characteristics of mechanical machining. Based on the design of the process,selection of locating datum and the main structural parts,manufacture process is formulated.This paper describes the starting point of the control thread, Mushroom head groove processing,Transmission shaft keyway processing hole play and processing scheme of extractor shaft hole.Practice shows that this pressure tail seat processing technology is feasible.
Key words:high precision complex frame;machining process;mushroom head groove;shaft hole;extractor shaft hole
文章編號:1001-2265(2016)06-0134-04
DOI:10.13462/j.cnki.mmtamt.2016.06.036
收稿日期:2015-12-07
*基金項目:德陽市2014年度重點科技計劃(科技支撐計劃、校市科技合作)項目(2014KJ-04)
作者簡介:趙松濤(1969—),男,四川德陽人,四川工程職業技術學院副教授,研究方向為機械加工技術,(E-mail)1416573264@qq.com。
中圖分類號:TH 162;TG506
文獻標識碼:A
