基于宏程序的線性變半徑圓角曲面銑削加工應(yīng)用研究
2016-07-04 01:16:58吳金會(huì)
組合機(jī)床與自動(dòng)化加工技術(shù) 2016年6期
關(guān)鍵詞:數(shù)控加工
吳金會(huì)
(九江職業(yè)技術(shù)學(xué)院 機(jī)械工程學(xué)院,江西 九江 332007)
基于宏程序的線性變半徑圓角曲面銑削加工應(yīng)用研究
吳金會(huì)
(九江職業(yè)技術(shù)學(xué)院 機(jī)械工程學(xué)院,江西 九江332007)
摘要:線性變半徑圓角曲面在復(fù)雜類零件中應(yīng)用較廣,通過運(yùn)用數(shù)學(xué)知識(shí)對(duì)刀位點(diǎn)進(jìn)行數(shù)值計(jì)算,利用宏程序編寫數(shù)控程序代碼,能夠使數(shù)控機(jī)床快速、準(zhǔn)確的實(shí)現(xiàn)自動(dòng)加工。采用通用的FANUC 0i mate-MC數(shù)控系統(tǒng),完成了線性變半徑圓角曲面宏程序編制,在宏程序起始段賦予正確的數(shù)據(jù)到相應(yīng)的變量,能夠準(zhǔn)確地控制球刀刀位點(diǎn)的運(yùn)行軌跡,確保線性變半徑圓角曲面加工精度達(dá)到要求。
關(guān)鍵詞:宏程序;數(shù)控加工;線性變半徑;運(yùn)動(dòng)軌跡
0引言
當(dāng)今計(jì)算機(jī)輔助制造實(shí)用軟件在機(jī)械制造領(lǐng)域應(yīng)用非常普遍,利用該軟件編制機(jī)械零件的數(shù)控加工程序既準(zhǔn)確又快捷[1],但是自動(dòng)生成的程序段數(shù)量繁多,程序顯得特別不夠簡(jiǎn)潔。手工編程中的參數(shù)化宏程序在數(shù)控編程中的地位日益凸顯,它可以靈活地調(diào)用系統(tǒng)中的局部變量、公共變量及系統(tǒng)變量進(jìn)行編程[2]。數(shù)控編程人員既可以對(duì)變量賦值,也可以對(duì)變量進(jìn)行算術(shù)和邏輯運(yùn)算,還可以在宏程序中輸入條件或無條件跳轉(zhuǎn)語句來變換程序執(zhí)行順序[3]。
線性變半徑圓角曲面屬于復(fù)雜機(jī)械零件的一部分,對(duì)其表面加工精度要求越來越高。當(dāng)前對(duì)其加工的通用方法是選用自動(dòng)編程軟件對(duì)線性變半徑圓角曲面建模及生成切削加工刀路,經(jīng)后置處理生成所需要的數(shù)控加工程序[4]。雖然采用該方法操作簡(jiǎn)便,但是生成的數(shù)控程序冗長,占用許多數(shù)控系統(tǒng)內(nèi)存空間,增加了無用的非切削路徑,降低了線性變半徑圓角曲面銑削加工的效率[5]。銑削線性變半徑圓角曲面時(shí),如果能夠正確地運(yùn)用宏程序?qū)?huì)很好地改善常規(guī)加工中呈現(xiàn)出的不好狀況,它不僅可以更準(zhǔn)確地控制線性變半徑圓角曲面的加工精度,還能省去配制額外的PC機(jī)硬件及昂貴的正版自動(dòng)編程軟件所需的經(jīng)費(fèi)開支,因此如何能正確合理地運(yùn)用宏程銑削加工線性變半徑圓角曲面值得我們更進(jìn)一步地去研究[6]。
1線性變半徑圓角曲面銑削加工刀位點(diǎn)運(yùn)動(dòng)
軌跡分析

2線性變半徑圓角曲面銑削加工刀位點(diǎn)數(shù)值
計(jì)算

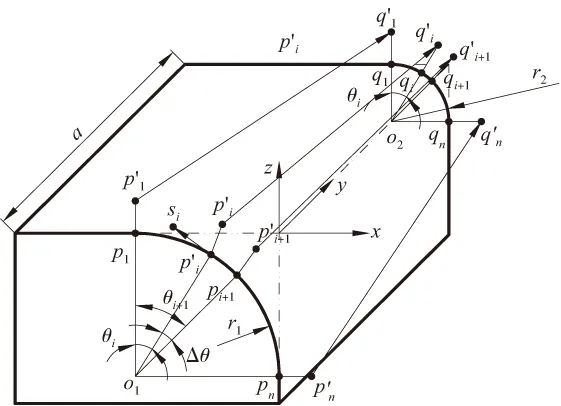
圖1 變半徑圓弧曲面各項(xiàng)參數(shù)
3線性變半徑圓角曲面銑削加工的宏程序應(yīng)用
所編制的宏程序能夠適用于各種形式線性變半徑圓角曲面銑削加工,該程序結(jié)構(gòu)及內(nèi)容不變,一些參數(shù)形式的變量被放置在程序開頭,方便查找及編輯。根據(jù)零件加工要求,將正確的數(shù)據(jù)賦給該類變量,程序一旦運(yùn)行就能準(zhǔn)確地控制球刀刀位點(diǎn)的運(yùn)行軌跡[8],加工出合格的線性變半徑圓角曲面零件。參照?qǐng)D1,選用當(dāng)前機(jī)械制造業(yè)中通用的FANUC0imate-MC系統(tǒng)進(jìn)行宏程序編制,該宏程序內(nèi)容如下:
%
O1402;
#1=_;//球刀球半徑r
#2=_;//線性變半徑圓角曲面前側(cè)圓弧半徑r1,為正值
#3=_;//線性變半徑圓角曲面后側(cè)圓弧半徑r2,為正值
#4=_;//線性變半徑圓角曲面前側(cè)圓弧面與后側(cè)圓弧面垂直尺寸a,為正值
#5=_;//刀具沿圓弧線轉(zhuǎn)過的步距角
#6=_;//主軸轉(zhuǎn)速
#7=_;//切削進(jìn)給速度
G57G17G80G90;
G91G28Z0;
T01M06;//換三刃球刀
M03S[#6];
G90G43G00Z[#1+10]H01;
X[-#1-#2]Y[-#1-5];
#12=0;圓心角θi的初始值
WHILE[#12LE90]DO1;//若刀位點(diǎn)在切點(diǎn)所在的圓心角范圍,則執(zhí)行循環(huán)程序1
#13=SQRT[#1*#1/[TAN#12*TAN#12+[#2-#3]* [#2-#3]*[ 1-SIN#12-COS#12]* [ 1-SIN#12-COS#12] /[#4*COS#12]* [#4*COS#12]+1]];//計(jì)算向量系數(shù)k




G00Z[#1+10];抬刀
X#17Y#18;刀具快速移到前側(cè)圓弧附近
#12=#12+#5;切點(diǎn)pi與切點(diǎn)qi的圓s心角自增
END1;//結(jié)束循環(huán)程序1
G00G49Z200;
M30;
4結(jié)束語
宏程序由于自身帶有變量,在線性變半徑圓角曲面手工編程中顯得十分靈活、智能,其程序段數(shù)量少,且程序簡(jiǎn)潔易懂的特點(diǎn)是CAD/CAM軟件無法完全取代的原因之一。對(duì)于在線性變半徑圓角曲面上運(yùn)用通用型三軸聯(lián)動(dòng)數(shù)控銑削機(jī)床配備的面向用戶開放的參數(shù)化宏程序功能,就可以編制出正確的宏程序,并能直接在數(shù)控機(jī)床上運(yùn)行,滿足了數(shù)控加工需求,拓展了宏程序的應(yīng)用范圍,既能使零件表面精度達(dá)到圖紙要求,也能夠使機(jī)械加工效率顯著提高,因此在當(dāng)前機(jī)械制造中值得大力推廣。
[參考文獻(xiàn)]
[1] 彼得·斯密德.?dāng)?shù)控編程手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2012.
[2] 何玉山.?dāng)?shù)控宏程序在銑削凹槽中的應(yīng)用 [J].組合機(jī)床與自動(dòng)化加工技術(shù),2013(5):104-107.
[3] 吳金會(huì),劉越,王祥禎.基于宏程序的方形體斜角面銑削加工應(yīng)用研究 [J].組合機(jī)床與自動(dòng)化加工技術(shù),2012(5):94-96.
[4] 胡翔云.宏程序在數(shù)控編程中的應(yīng)用綜述 [J].機(jī)床與液壓,2013,41(22):142-144.
[5] 袁鋒.全國數(shù)控大賽試題精選[M].北京:機(jī)械工業(yè)出版社,2005.
[6] 王秋紅,葛勝蘭,陳德華.利用FANUC宏程序銑削半球零件的3種方法 [J].機(jī)床與液壓,2011,39(16):41-42,83.
[7] 唐友亮,徐青青, 佘勃.宏程序在外半球面銑削加工中的應(yīng)用[J].機(jī)床與液壓,2012,40(4):41-42.
[8] 王官明,高尤坤,盧志學(xué).改進(jìn)梯形加速圓柱凸輪數(shù)控加工宏程序設(shè)計(jì)[J].機(jī)床與液壓,2013,41(9):87-90.
[9]李森.宏程序在橢圓銑削加工中的應(yīng)用研究[J].煤礦機(jī)械,2010,31(1):118-120.
[10]徐巍,王宇晗.FANUC和SIEMENS的宏程序處理非圓曲線的編譯實(shí)例[J].組合機(jī)床與自動(dòng)化加工技術(shù),2008(9):72-74.
(編輯趙蓉)
Application Research of the Macro Program in Linear Variable Radius Fillet Surface Milling
WU Jin-hui
(School of Mechanical Engineering ,Jiujiang Vocational & Technical College, Jiujiang Jiangxi 332007,China)
Abstract:Linear variable radius fillet surface in complex parts have been widely used in practice. It can be made accurately on numerical control machine tools, which has been programming with the application of macro instruction before computing cutter position point coordinate figures with mathematical knowledge. Using a common FANUC 0i mate-MC CNC system, programmer has completed macro programming about the linear variable radius fillet surface. Giving the correct data in the initial segments of the corresponding macro variables, the CNC machine tools can accurately control the trajectory of ball - end cutter center ,and ensure linear variable radius fillet surface machining accuracy requirements.
Key words:macro program; NC machining; linear variable radius; motion path
文章編號(hào):1001-2265(2016)06-0152-03
DOI:10.13462/j.cnki.mmtamt.2016.06.042
收稿日期:2015-07-16;修回日期:2015-08-13
作者簡(jiǎn)介:吳金會(huì)(1983—),男,江西鄱陽人,九江職業(yè)技術(shù)學(xué)院副教授,碩士,研究方向?yàn)橄冗M(jìn)制造技術(shù)及數(shù)控編程與加工,(E-mail)13767001700@163.com。
中圖分類號(hào):TH166;TG659
文獻(xiàn)標(biāo)識(shí)碼:A
猜你喜歡
科技創(chuàng)新與應(yīng)用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術(shù)新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
