發(fā)動(dòng)機(jī)缸體頂面缸孔曲軸孔精加工工藝技術(shù)
2016-07-09 07:40:14韓桂苓王亮
中小企業(yè)管理與科技·上旬刊 2016年6期
關(guān)鍵詞:發(fā)動(dòng)機(jī)工藝
韓桂苓 王亮
摘 要:發(fā)動(dòng)機(jī)的缸體是發(fā)動(dòng)機(jī)結(jié)構(gòu)中的重要組成部分,而對于缸孔而言,它的精度又是影響發(fā)動(dòng)機(jī)質(zhì)量和性能的重要因素,為了有效的提高發(fā)動(dòng)機(jī)的制動(dòng)性能,就需要對于缸孔的精度進(jìn)行準(zhǔn)確測算以及加工。本文通過對發(fā)動(dòng)機(jī)缸體頂面缸孔曲軸孔精加工工藝技術(shù)分析,以期更好地確保其精加工水平,為保障發(fā)動(dòng)機(jī)的正常運(yùn)轉(zhuǎn)服務(wù)。
關(guān)鍵詞:發(fā)動(dòng)機(jī);缸體頂面缸孔曲軸孔;精加工;工藝;技術(shù)要點(diǎn)
中圖分類號: TH16 文獻(xiàn)標(biāo)識(shí)碼: A 文章編號: 1673-1069(2016)16-187-2
0 引言
對于汽車發(fā)動(dòng)機(jī)而言,其精加工難度比較大的部分主要集中在缸體的缸孔部分,在進(jìn)行缸孔加工過程中,需要非常高的技術(shù)加工精度,一般情況下的柴油機(jī)缸孔精度為IT6,缸孔和主軸孔的垂直精度是0.0015-0.02mm,圓柱度為0.006-0.008mm;而對于大部分的汽車特別是小汽車的發(fā)動(dòng)機(jī)缸體缸孔而言,對于其精度的要求也就越來越高,為了更好的確保發(fā)動(dòng)機(jī)的穩(wěn)定性,就需要在進(jìn)行發(fā)動(dòng)機(jī)缸體缸孔設(shè)計(jì)的過程中全面考量缸孔的精度,從而真正實(shí)現(xiàn)發(fā)動(dòng)機(jī)的穩(wěn)定運(yùn)行,為此,就需要從國際上進(jìn)口一系列高精度的加工機(jī)械,從而更好的確保缸孔的精度。
1 發(fā)動(dòng)機(jī)缸體加工技術(shù)發(fā)展現(xiàn)狀分析
對于發(fā)動(dòng)機(jī)而言,缸體是非常重要的組成部分,也可以說缸體就是發(fā)動(dòng)機(jī)的心臟,對于汽車的性能影響是非常大的,其缸體缸孔的深度允許存在一定誤差,但誤差范圍非常小,一般為0.02-0.03mm,一旦超過這個(gè)區(qū)間,可能就會(huì)影響到發(fā)動(dòng)機(jī)的性能。
對于缸體缸孔的精密加工而言,精鏜頭是重要的加工部件,由于在缸孔的止口位置,其深度以及尺寸的要求精度比較高,在設(shè)計(jì)的過程中,要進(jìn)行系統(tǒng)定位,要是鏜頭能夠浮動(dòng)。另外,汽車的發(fā)動(dòng)機(jī)其缸體大部分為四到六個(gè)缸,或者更多,為了更好的體現(xiàn)組合缸的優(yōu)勢以及特性,在機(jī)床上就要設(shè)置兩個(gè)以及兩個(gè)以上的主軸,也就是在同一個(gè)滑臺(tái)上,要安裝兩個(gè)或者兩個(gè)以上的鏜頭,所有鏜頭由一個(gè)滑臺(tái)進(jìn)行統(tǒng)一的驅(qū)動(dòng)。
因此,一般的鏜頭是不能夠滿足使用要求的,為了更好的解決鏜頭問題,就需要在鏜頭使用時(shí)安裝浮動(dòng)的主軸,而且還要在主軸的前面安裝上擋鐵,以確保鏜頭的正常工作。
而且,針對于這一類型的機(jī)床而言,鏜頭是最為主要的部件,鏜頭對于驅(qū)動(dòng)的精度要求也是十分高的,因此,就需要根據(jù)實(shí)際的加工情況,采用科學(xué)的設(shè)計(jì)理念,更好地滿足精加工需求。另外,伺服電動(dòng)機(jī)能夠很好的給予齒輪驅(qū)動(dòng),滿足滑臺(tái)的精度要求。
缸孔和止口的精度是影響發(fā)動(dòng)機(jī)性能的重要部位,在進(jìn)行加工的過程中,一定要使用具有先進(jìn)設(shè)計(jì)水準(zhǔn)的自動(dòng)補(bǔ)償鏜桿,從而更好地確保高精度加工。
2 缸體頂面精加工精度工藝制造技術(shù)要求
缸體的裝夾定位按照產(chǎn)品圖紙進(jìn)行設(shè)計(jì)。在進(jìn)行設(shè)計(jì)的過程中,為了更好的消除精度誤差,就要將缸體頂面加工的基準(zhǔn)位在加工之前就設(shè)計(jì)確定下來,完全按照圖紙進(jìn)行設(shè)計(jì)加工。
為了更好的把握缸體內(nèi)的空間大小,在進(jìn)行加工的過程中就需要設(shè)計(jì)支撐點(diǎn)和裝夾點(diǎn),從而對其進(jìn)行支撐固定作用,以確保缸體的受力面積均勻且穩(wěn)定,從而在加工完成之后很好的確保缸體的平面平整均勻。
為了更好的確保裝夾的準(zhǔn)確度,要增加氣檢,增加數(shù)量為3點(diǎn),當(dāng)一旦出現(xiàn)不合格、不到位時(shí)能夠及時(shí)進(jìn)行報(bào)警,以更好的確保其穩(wěn)定性與準(zhǔn)確度。
立方氮化硼刀片和鉸刀是進(jìn)行缸體頂面加工的重要工具,這種刀具,具有一定的優(yōu)勢,首先刀具的加工精度比較高,而且表面粗糙度要低,壽命較長。如果使用一般的刀具,不僅無法保證頂面的光滑度,還有可能影響到精加工的質(zhì)量,同時(shí)其使用壽命也比較短,不適合進(jìn)行高密度的精加工工作。
為了更好的提高刀具的切削速度,需要進(jìn)一步的控制切屑的參數(shù),進(jìn)而進(jìn)行走刀路線的優(yōu)化,這樣可以很好的減少由于刀具的受力不均勻而導(dǎo)致的平面平滑度問題。
在進(jìn)行銑銷的過程中,要加大毛刷,以圍繞頂面進(jìn)行毛刺的徹底刷除,以更好的確保銑削加工的效果。
在進(jìn)行加工的過程中,還需要對車間的溫度和濕度進(jìn)行有效控制,確保恒溫恒濕,具體溫度以及濕度值為:20±2℃、40%~60%,以更好的確保加工精度,避免熱脹冷縮而導(dǎo)致的精度問題。
3 缸體曲軸孔精加工精度工藝制造技術(shù)
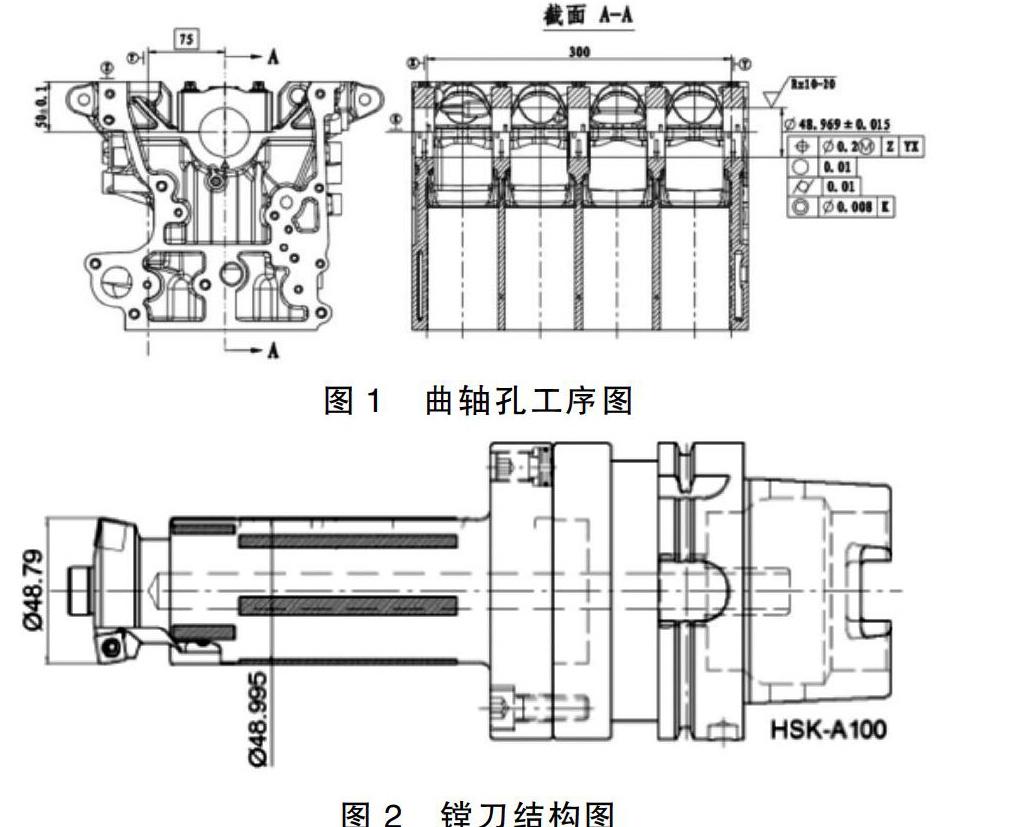
一般情況下,汽油型的發(fā)動(dòng)機(jī),其最大的轉(zhuǎn)速為6000r/min,也就是說汽油型的發(fā)動(dòng)機(jī)對于曲軸孔的精度要求是非常高的,為了確保曲軸空的精度,就需要將曲軸孔的直徑誤差控制在±0.015mm,在進(jìn)行珩磨之前,要對曲軸空的尺寸進(jìn)行預(yù)先的測算,圖1所示為其加工工序:
在進(jìn)行曲軸孔加工的過程中,刀具的選擇是十分關(guān)鍵的,在加工過程中,先由刀片擴(kuò)引導(dǎo)孔,切削掉大部分余量,然后由半精鏜刀片鏜至 48.79mm, 留0.2 mm的余量給
48.995mm刀片進(jìn)行切削;先鏜曲軸孔第1檔、第2檔的位置,然后旋轉(zhuǎn)轉(zhuǎn)臺(tái),鏜另一側(cè)曲軸孔第5檔、第4檔、第3檔的位置。
珩磨前工序缸體曲軸孔直徑精鏜后預(yù)留有0.04-0.05 mm加工余量給后面珩磨機(jī)平臺(tái)珩。平臺(tái)網(wǎng)紋的曲軸孔與普通珩磨的曲軸孔相比,磨合期縮短了1/3-1/2,壽命提高10%~20%,扭矩提高5%,機(jī)油消耗降低50%-60%。
平臺(tái)珩粗糙度控制在Rz10-20μm,圓柱控制在0.01mm, 而位置度 0.2mm、圓度0.01mm、同軸度0.008mm,也通過平臺(tái)珩達(dá)到產(chǎn)品尺寸要求。
尺寸精度的保證,還需要確保曲軸空的珩磨要達(dá)到標(biāo)準(zhǔn),也就是說要將平臺(tái)從1一下珩到5,并進(jìn)行往返以及旋轉(zhuǎn)運(yùn)動(dòng)。
4 結(jié)語
綜上所述,目前隨著技術(shù)的不斷升級以及國外先進(jìn)技術(shù)的不斷引入,我國的機(jī)械加工制造行業(yè)已經(jīng)取得了極大的進(jìn)展。特別是在精加工領(lǐng)域,無論是在技術(shù)上還是生產(chǎn)經(jīng)過方面都較以前有了很大的進(jìn)步,但可以說我們?nèi)匀贿€處于初級階段,需要進(jìn)一步的學(xué)習(xí)和研發(fā),從而更好地與國際接軌。
參 考 文 獻(xiàn)
[1] 陳道長,徐培柱.QC4112缸體加工自動(dòng)線研制[J].組合機(jī)床與自動(dòng)化加工技術(shù),2012(10).
[2] 李西興.EG01發(fā)動(dòng)機(jī)下缸體加工工藝的設(shè)計(jì)研究[J].機(jī)械制造,2012(10).
[3] 賈國憲,趙小軍,趙貴中.缸筒深孔鏜削工藝改進(jìn)前后特點(diǎn)分析[J].金屬加工(冷加工),2012(20).
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
汽車與新動(dòng)力(2014年2期)2014-02-27 12:10:15
機(jī)械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
