切削加工中表面粗糙度的影響因素及試驗
2016-07-15 07:10:16韓金華
裝備制造技術(shù) 2016年3期
關(guān)鍵詞:影響因素
韓金華
(南通航運職業(yè)技術(shù)學(xué)院機(jī)電系,江蘇 南通226010)
?
切削加工中表面粗糙度的影響因素及試驗
韓金華
(南通航運職業(yè)技術(shù)學(xué)院機(jī)電系,江蘇 南通226010)
摘要:文章通過分析切削加工中表面粗糙度的影響因素,并進(jìn)行了一些切削加工試驗,獲得了一些切削加工參數(shù),為提高切削加工表面粗糙度質(zhì)量提供了一定的依據(jù)。
關(guān)鍵詞:表面粗糙度;影響因素;試驗
切削加工時產(chǎn)生表面粗糙度的原因,可歸納為三個方面:一是切削過程中刀刃在工件表面留下的殘留面積;二是在切削過程中塑性變形及積屑瘤和鱗刺生成的影響;三是切削過程中刀刃與工件相對位置微幅振動。前兩個原因受刀具幾何參數(shù)、切削用量、工件材料、刀具材料及冷卻潤滑等因素影響,后一個原因與工藝系統(tǒng)振動有關(guān),下面分別予以分析和試驗。
1 刀具幾何參數(shù)的影響
通過大量的切削加工試驗可知,在刀具強(qiáng)度和使用壽命允許的條件下,增大刀具前角(至15°左右)和刀具后角(5°左右),減小刀具副偏角(采用較小的副偏角——如5°),修圓刀尖圓弧(刀尖圓弧半徑修至2.0 mm左右)并在主偏角為75°時,能獲得最小表面粗糙度值。
2 切削用量的影響
(1)切削速度的影響
切削塑性材料時,切削速度是影響加工表面質(zhì)量的一個重要因素。一般情況下,較低速切削,切削變形大,易形成積屑瘤和鱗刺;中速切削,積屑瘤和鱗刺的高度達(dá)到最大值。因此,中、低速切削不易獲得小的表面粗糙度值。高速切削,有利于提高加工表面質(zhì)量。
切削脆性材料時,切削速度對表面粗糙度影響較小。
(2)進(jìn)給量的影響
進(jìn)給量是影響表面粗糙度較為顯著的一個因素。進(jìn)給量越小,殘留面積高度越小,表面質(zhì)量越高。
(3)切削深度的影響
切削深度對表面粗糙度的影響不明顯,一般可忽略。
3 工件材料的影響
對于同一種工件材料,金相組織的晶粒大小不同,熱處理后的硬度不同,切削加工后表面粗糙度差別很大。具體試驗如下:
(1)試驗名稱:45鋼主軸外圓車削加工一。
(2)試驗條件:
1)加工工件——45鋼主軸(外圓直徑Φ100 mm,長度400 mm);
2)樣本工件數(shù)量——2件(未經(jīng)任何熱處理1件;調(diào)質(zhì)處理1件);
3)加工設(shè)備——CA6140型普通臥式車床;
4)切削刀具——90°外圓偏刀;刀柄截面尺寸(寬16 mm×高25 mm);
5)刀具材料——高速鋼;
6)切削速度——60 m/min;
7)切削深度——1.2 mm;
8)進(jìn)給量——0.4 mm/r;
9)加工條件——不使用切削液(干切削)。
(3)試驗內(nèi)容:
改變工件材料組織,分別進(jìn)行外圓車削加工試驗。
(4)試驗結(jié)果:
外圓車削后,表面粗糙度數(shù)值見表1.
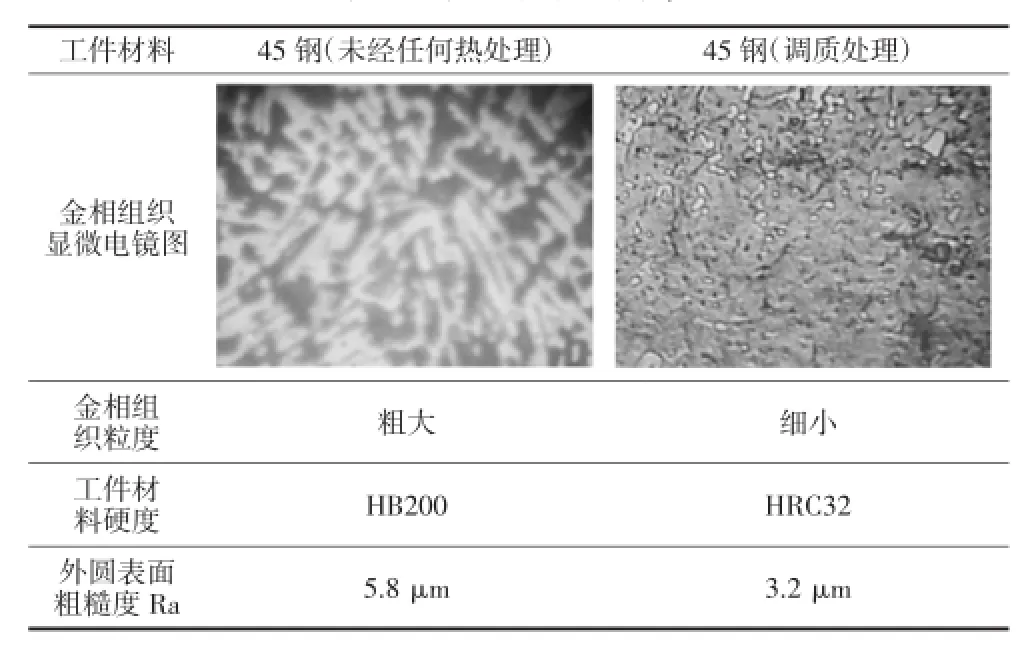
表1 表面粗糙度數(shù)值
結(jié)果顯示,即使加工同一種工件材料,金相組織的粒度愈細(xì),熱處理后得到的工件硬度愈高,加工后表面粗糙度數(shù)值愈小。
4 刀具材料的影響
刀具材料在切削過程中對積屑瘤和鱗刺生成影響很大,加工后表面粗糙度也不同。具體試驗如下:
(1)試驗名稱:45鋼主軸外圓車削加工二。
(2)試驗條件:
1)加工工件——45鋼主軸(外圓直徑Φ100 mm,長度400 mm);
2)樣本工件數(shù)量——2件(未經(jīng)任何熱處理);
3)加工設(shè)備——CA6140型普通臥式車床;
4)切削刀具——90度外圓偏刀;刀柄截面尺寸(寬16 mm×高25 mm);
5)切削速度——60 m/min;
6)進(jìn)給量——0.4 mm/r;
7)切削深度——1.2 mm;
8)加工條件——不使用切削液(干切削)。
(3)試驗內(nèi)容:
改變刀具材料,分別進(jìn)行外圓車削加工試驗。
(4)試驗結(jié)果:
外圓車削后,表面粗糙度數(shù)值見表2.

表2 表面粗糙度數(shù)值
試驗結(jié)果表明,在其它條件相同的情況下,用硬質(zhì)合金刀具加工的工件,表面粗糙度值比用高速鋼刀具為小。
5 切削液的影響
切削液能減少切削過程中刀具與工件表面間的摩擦,降低切削溫度,從而減小工件材料的塑性變形,抑制切削瘤與鱗刺的產(chǎn)生。具體試驗如下:
(1)試驗名稱:25鋼滲碳軸外圓車削加工一。
(2)試驗條件:
1)試驗材料——25鋼(未經(jīng)任何熱處理);
2)加工工件——滲碳軸(外圓直徑Φ60 mm,長度300 mm);
3)樣本工件數(shù)量——4件;
4)加工設(shè)備——CA6140型普通臥式車床;
5)切削刀具——90°外圓偏刀;刀柄截面尺寸(寬16 mm×高25 mm);
6)刀具材料——高速鋼;
7)切削速度——60 m/min;
8)進(jìn)給量——0.4 mm/r;
9)切削深度——1.2 mm.
(3)試驗內(nèi)容:
改變切削條件,分別進(jìn)行外圓車削加工試驗。
(4)試驗結(jié)果:
外圓車削后,表面粗糙度數(shù)值見表3.
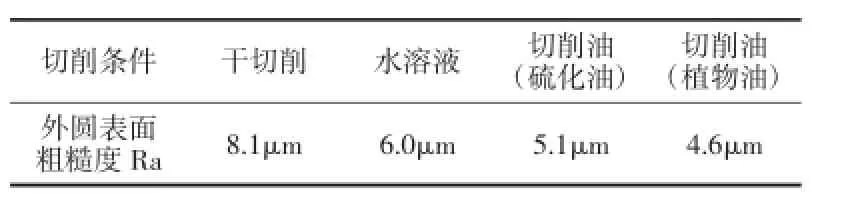
表3 表面粗糙度數(shù)值
結(jié)果明顯看出,使用切削液能有效地減小表面粗糙度值。切削液中,切削油比水溶液的效果更好。常用的切削油有硫化油和植物油,以植物油為最好,精密加工中常用植物油作為冷卻潤滑液。
6 工藝系統(tǒng)的剛度與抗振性的影響
工藝系統(tǒng)的振動,可引起刀刃與工件相對位置微幅變動,使表面粗糙度質(zhì)量下降。具體試驗如下:
(1)試驗名稱:25鋼滲碳軸外圓車削加工二。
(2)試驗條件:
1)試驗材料——25鋼(未經(jīng)任何熱處理);
2)加工工件——滲碳軸(外圓直徑Φ60 mm,長度300 mm);
3)樣本工件數(shù)量——3件;
4)加工設(shè)備——CA6140型普通臥式車床;
5)切削刀具——90°外圓偏刀;
6)刀具材料——高速鋼;
7)切削速度——60 m/min;
8)進(jìn)給量——0.4 mm/r;
9)切削深度——1.2 mm;
10)加工條件——不使用切削液(干切削)。
(3)試驗內(nèi)容:
改變車刀刀柄截面尺寸,分別進(jìn)行外圓車削加工試驗。
(4)試驗結(jié)果:
外圓車削后,表面粗糙度數(shù)值見表4.

表4 表面粗糙度數(shù)值
試驗表明,車刀刀柄寬度加大,加工工藝系統(tǒng)剛性提高,加工表面粗糙度值減小。因此,提高工藝系統(tǒng)剛度與抗振性可以改善加工表面粗糙度質(zhì)量。
7 結(jié)束語
切削加工中表面粗糙度的影響因素很多,通過優(yōu)化刀具幾何參數(shù)及切削用量、細(xì)化工件材料組織、選用合適的刀具材料、合理使用切削液并提高工藝系統(tǒng)的剛度與抗振性等,均可有效減小工件表面粗糙度值,從而滿足切削加工要求。
參考文獻(xiàn):
[1]王季琨,沈中偉,劉錫珍.機(jī)械制造工藝學(xué)[M].天津:天津大學(xué)出版社,1998.
[2]陸劍中,孫家寧.金屬切削原理與刀具[M].北京:機(jī)械工業(yè)出版社,1999.
Key worlds:surface roughness;influencing factors;experiment
Factors Affecting the Surface Roughness of Machining and its Test
HAN Jin-hua
(Department of Machincal and Electron,Nantong Shipping College,Nantong Jiangsu 226010,China)
Abstract:The machining surface roughness degree of influence factors analysis,and some machining experiments,some cutting parameters,provides a certain basis for improving the quality of the cutting surface roughness.
中圖分類號:TH161
文獻(xiàn)標(biāo)識碼:A
文章編號:1672-545X(2016)03-0236-02
收稿日期:2015-12-03
作者簡介:韓金華(1962-),男,江蘇南通人,講師,工程師,主要從事機(jī)械設(shè)計與制造。
猜你喜歡
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:46:44
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 18:12:28
現(xiàn)代經(jīng)濟(jì)信息(2016年19期)2016-10-20 16:20:30
中國科技博覽(2016年19期)2016-10-19 13:33:22
中國科技博覽(2016年18期)2016-10-19 10:49:54
中國科技博覽(2016年18期)2016-10-19 08:16:45
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
