珩磨在深孔加工中的應(yīng)用分析
2016-07-15 07:10:18李中奎張建軍文惠民
裝備制造技術(shù) 2016年3期
關(guān)鍵詞:應(yīng)用分析
崔 順,李中奎,張建軍,文惠民
(西部新鋯核材料科技有限公司,陜西 西安710299)
?
珩磨在深孔加工中的應(yīng)用分析
崔順,李中奎,張建軍,文惠民
(西部新鋯核材料科技有限公司,陜西 西安710299)
摘要:主要介紹了幾種常規(guī)的深孔加工技術(shù),并著重介紹了珩磨在深孔加工中的應(yīng)用方式,珩磨時(shí)珩磨油、油石、珩磨工藝參數(shù)的選擇對(duì)珩磨工件的表面質(zhì)量、加工效率都有很大的影響,合理選擇加工工藝對(duì)珩磨產(chǎn)品至關(guān)重要。
關(guān)鍵詞:珩磨;深孔加工;應(yīng)用分析
目前常見的幾種深孔加工方式主要有鉆孔、鏜孔、鉸孔,但是加工產(chǎn)品的粗糙度值達(dá)不到Ra0.2 um甚至更低的要求。珩磨加工由于采用浮動(dòng)磨削,加工精度受機(jī)床本身精度影響較低,對(duì)于提高產(chǎn)品的表面粗糙度、孔的加工精度有很好的效果。本文結(jié)合珩磨過程中油石、切削液、工藝參數(shù)的選擇展開分析,討論了不同的匹配參數(shù)會(huì)產(chǎn)生不同的加工效果,合理選擇工藝參數(shù)對(duì)于產(chǎn)品的加工精度、加工效率有著重要的影響。
1 深孔加工技術(shù)介紹
一般將孔的長度與直徑之比大于5的孔稱為深孔[1],約占孔加工量的40%以上。深孔加工時(shí),由于深孔刀具細(xì)長、剛性差、強(qiáng)度低,加工時(shí)容易引偏和振動(dòng),導(dǎo)致孔的軸線易歪斜,進(jìn)而影響加工精度。另外,刀具的散熱條件差、切屑排除困難等,易劃傷已加工表面,嚴(yán)重時(shí)還會(huì)引起刀具的崩刃至折斷。目前,常見的深孔加工方法有以下幾種:
(1)鉆孔加工。在工件的端面直接采用鉆頭刀具進(jìn)行加工,鉆桿導(dǎo)向架和床頭箱的相對(duì)位置也會(huì)影響孔的精度。根據(jù)排屑方式的不同,主要分為內(nèi)排屑、外排屑兩種。
常見的鉆孔內(nèi)排屑方式有:BTA單管鉆、噴吸鉆系統(tǒng)。BTA單管受鉆桿內(nèi)孔排屑空間的限制,主要用于直徑>12 mm的深孔鉆削加工。噴吸鉆切削方式較BTA所需的切削液壓力低。但加工時(shí)由于有內(nèi)管,加工最小直徑范圍受到限制,主要用于直徑>18 mm的深孔加工。鉆孔外排屑指的是切屑從鉆桿外部排出,通常適用于<20 mm以下的小孔加工,如槍鉆孔、深孔扁鉆、麻花鉆等加工方式,最小加工孔直徑可達(dá)1 mm.
(2)鏜孔、鉸孔加工。由于鉆孔刀具不能使工件內(nèi)孔的粗糙度提高至Ra3.6 um甚至更低,需要對(duì)鉆孔進(jìn)行鏜孔、鉸孔處理。鏜孔分為粗、精兩次鏜削加工,可提高加工精度,也保證了鉸孔前的孔的尺寸和粗糙度要求。拆下鏜孔用的鏜刀頭,換上鉸刀,對(duì)于深孔加工起到光整作用,表面粗糙度值可以達(dá)到Ra ≤0.8 um甚至更低,以便工件內(nèi)表面獲得更高的精度要求。
(3)珩磨加工。在鉆、鏜、鉸加工之后,如果還達(dá)不到規(guī)定的精度或粗糙度要求,就需要采用深孔精加工技術(shù)進(jìn)行二次或者多次加工。二次加工由于受工件長度、孔徑尺寸、工件剛度和刀桿剛度等因素的影響,加工難度較高。珩磨加工由于采用浮動(dòng)磨削,因而加工精度受機(jī)床本身精度的影響較小,越來越多的應(yīng)用在深孔加工領(lǐng)域中,圖1為珩磨加工原理圖。
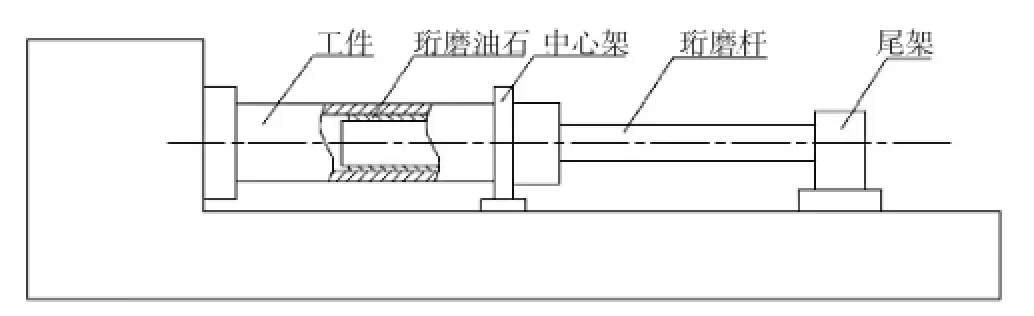
圖1 珩磨加工原理圖
珩磨的加工原理:將工件安裝在工作臺(tái)上的夾具中,通過機(jī)床主軸帶動(dòng)珩磨頭旋轉(zhuǎn)并作軸向往復(fù)運(yùn)動(dòng),珩磨頭上的油石以一定的壓力壓在被加工表面上,從而切去工件上極薄的一層金屬,以獲得高精度表面。其主要特點(diǎn)如下:
一是,加工精度高:當(dāng)加工小直徑孔時(shí),孔的不圓度、錐度可達(dá)0.5~l um,直線度可達(dá)1 um;加工中等直徑孔(φ50~φ20 mm)時(shí),不圓度一般在5 um以下。
二是,加工表面質(zhì)量好:珩磨加工的表面粗糙度可達(dá)Ra1.2 um,采用強(qiáng)力珩磨時(shí),表面粗糙度可達(dá)Ra0.2 um。經(jīng)過珩磨加工的零件,其表面形成一種有規(guī)則均勻而細(xì)密的交叉網(wǎng)紋,有利于潤滑油的貯存和油膜的保持,并具有較高的表面支撐率,因而能承受較大的載荷,耐磨損。此外,珩磨切削速度低,冷卻液便于進(jìn)人切削區(qū),帶走珩磨產(chǎn)生的大部熱量,故被加工表面不會(huì)產(chǎn)生燒傷、變質(zhì)層、裂紋等缺陷,適用于加工有相對(duì)運(yùn)動(dòng)的精密工件。
三是,加工范圍廣:珩磨幾乎適用除鉛以外所有材料的加工。它可用于各類孔的加工,如通孔、盲孔、階梯孔、帶溝槽孔等。此外,還能加工外圓柱面、平面、曲面及齒輪表面等。珩磨可以加工孔的內(nèi)徑范圍為1~2 000 mm,長度1~24 000 mm.
圖2為某工程用管的加工圖示意,由于內(nèi)孔為φ25 mm較小,且內(nèi)部要求的粗糙度較高。常規(guī)的加工方法是:在深孔鉆床上先鉆、再通過拉鉸的形式加工內(nèi)表面,由于內(nèi)孔上有15°錐面臺(tái)階,所以必須加工完一端后再加工另一端,由于內(nèi)孔存在臺(tái)階,再采用鉆刀加工該錐面。但是,缺點(diǎn)是加工采用鉆、鉸形式,內(nèi)表面的粗糙度值Ra0.8難以保證,且加工周期較長。由于珩磨能夠直接加工階梯孔,并且實(shí)現(xiàn)去除余量、提高內(nèi)孔表面粗糙度的作用,故先采用成形刀具的鉆孔一次加工成形,再珩磨不同直徑的內(nèi)孔、階梯孔,可提高加工效率,并獲取更高精度的產(chǎn)品。
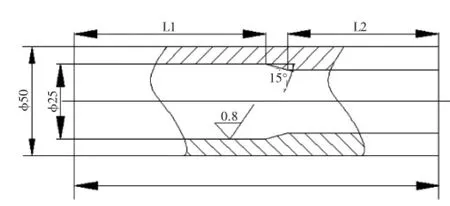
圖2 為某工程用管的加工圖示意
四是,珩磨余量大:采用強(qiáng)力珩磨時(shí),珩磨的工作壓力一般為2~6 MPa[2].加工余量一般為0.3~0.8 mm,最大可達(dá)1.1 mm[3].
2 珩磨在深孔加工中的應(yīng)用分析
深孔珩磨一般分為粗珩磨、精珩磨,同其它機(jī)械加工一樣。每道工序都有最佳切削參數(shù),正確選用珩磨參數(shù),對(duì)珩磨的質(zhì)量、效率、磨具及設(shè)備的使用壽命都有較大影響。
2.1珩磨油石的選擇
1.以我國駐外大使館牽頭,組織和保持與東道國政治高官、著名人才的經(jīng)常性聯(lián)絡(luò),邀請(qǐng)其參加各類國企活動(dòng),盡可能通過他們的口和筆,以當(dāng)?shù)厝艘子诶斫獾恼Z言,詮釋傳播我們的文化,在潛移默化中培育有利于國企的話語市場(chǎng)。
在深孔珩磨加工過程中,油石容易發(fā)生崩裂、破碎和脫落等現(xiàn)象,而產(chǎn)品工藝又要求油石不能硬度太高以免粘屑劃傷工件表面,又不允許硬度太低而導(dǎo)致耐用度降低。珩磨油石的選擇與機(jī)床性能、工件材質(zhì)和硬度、加工余量等因素有關(guān)。具體選擇時(shí)應(yīng)考慮以下因素:
(1)珩磨油石的磨料主要有白剛玉、綠色碳化硅兩個(gè)系列。粗珩時(shí)宜選用陶瓷結(jié)合劑的滲硫白剛玉,油石具有氣孔率大,磨削效率高;滲硫處理能使油石在磨削過程中起到良好的潤滑作用。精珩時(shí)宜選用綠色碳化硅油石,主要起拋光作用。
(2)油石粒度的選擇與切削效率、加工表面粗糙度有關(guān)。油石的粒度越粗,珩磨后工件表面的劃痕就越深越寬,表面粗糙度就越大,珩磨就越效率高。因此珩磨油石的粒度在滿足表面粗糙度的前提下,盡量選擇粗粒度的油石。深孔強(qiáng)力珩磨粗珩宜選100~150粒度的油石,精珩宜選W40~W20粒度的油石。不同的材料表面粗糙度與油石粒度的關(guān)系如表1所列。
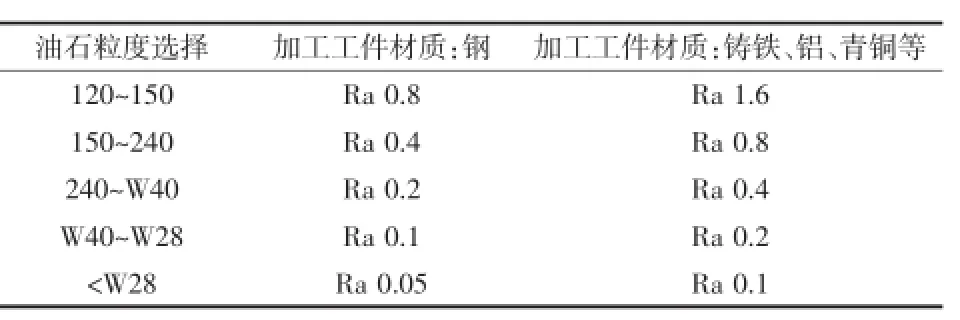
表1 不同的材料表面粗糙度與油石粒度選擇表
(3)油石的硬度是指油石表面的磨粒在外力作用下脫落的難易程度。磨粒容易脫落的硬度低,不易脫落的硬度高,一般根據(jù)機(jī)床類型、被加工材料的性能和孔徑變化來選擇油石硬度。強(qiáng)力珩磨油石硬度比普通油石硬度要高,粗珩時(shí)選K~M,精珩時(shí)選D~J. 表2為常見的油石硬度選用范圍表。

表2 常見的油石硬度選用范圍表
2.2切削液的選擇
珩磨時(shí)要求切削液必須及時(shí)將切屑及脫落的磨粒沖走,同時(shí)油石和工件之間需要進(jìn)行潤滑。潤滑性能低、化學(xué)性能差的切削液很易使切屑嵌人油石的基體中,進(jìn)而會(huì)產(chǎn)生珩磨表面的劃傷、出現(xiàn)裂紋,同時(shí)也縮短了珩磨油石使用時(shí)間。
目前常見的切削液主要有:水基冷卻液、珩磨油。不同的珩磨產(chǎn)品應(yīng)需要不同的潤滑方式。含硫的珩磨油可以消除上述的粘屑現(xiàn)象,不含硫的珩磨油通常在禁止使用添加劑的應(yīng)用場(chǎng)所如航天航空等。在珩磨時(shí)切削液應(yīng)充足,并且還要經(jīng)過過濾。過濾方式主要有:磁過濾、離心過濾兩種方式,加工沒有磁性的材料,如鈦、鋯合金,則需采用離心過濾的方式。對(duì)精度要求高的還應(yīng)增加紙過濾。
2.3珩磨工藝參數(shù)的選擇
在珩磨壓力相同的條件下,提高珩磨頭的旋轉(zhuǎn)速度會(huì)提高工件表面的粗糙度,并提高效率。對(duì)于較硬的材料,降低切削速度,對(duì)于較軟的材料則可適當(dāng)提高轉(zhuǎn)速。珩磨大直徑的工件,主軸速度應(yīng)降低。珩磨較小直徑的則應(yīng)增加轉(zhuǎn)速。使用同一牌號(hào)油石時(shí),也可利用主軸速度的變換實(shí)現(xiàn)粗珩、精珩。實(shí)現(xiàn)方法為:先用低速進(jìn)行粗珩,然后提高主軸轉(zhuǎn)速,珩磨頭往返運(yùn)動(dòng)速度增加時(shí),加工工件為鋼件的表面粗糙度將降低,但是加工工件為鑄鐵件時(shí),珩磨頭的往返運(yùn)動(dòng)速度增加反而有利于粗糙度的提高。珩磨壓力與油石的損耗也有很大的關(guān)系,壓力大時(shí),油石損耗快,反之,亦然。所以,在選擇珩磨壓力時(shí),應(yīng)實(shí)驗(yàn)性選擇,以防止劃傷工件表面為宜。
3 結(jié)束語
(1)珩磨工藝由于采用軟磨削,加工工件精度受機(jī)床本身精度的影響較小,越來越多的應(yīng)用在深孔加工領(lǐng)域中。
(2)珩磨油石、珩磨油、珩磨工藝的選擇對(duì)珩磨工件的表面質(zhì)量、加工效率有很大的影響,合理選擇工藝對(duì)加工精度有著至關(guān)重要的影響。
參考文獻(xiàn):
[1]陳永亮,齊洪斌,等.深孔加工[J].專題報(bào)導(dǎo),2001,(39):14-16.
[2]滕占江,鄧迎才,等.強(qiáng)力珩磨工藝及強(qiáng)力珩磨油石的應(yīng)用[J].液壓與氣動(dòng),1986(2):40-43.
[3]王寧俠.強(qiáng)力珩磨技術(shù)在難加工材料精密深孔加工中的應(yīng)用[J].機(jī)械設(shè)計(jì)與制造,2007,4(4):114-116.
Application Analysis of Honing in the Deep Hole Processing
CUI Shun,LI Zhong-kui,ZHANG Jian-jun,WEN Hui-min
(Western Energy Materials Co.,Ltd,Xi'an Shanxi 710016,China)
Abstract:This paper mainly introduced the several general deep hole processing technology,and focuses on the application of honing in deep hole machining.When honing in the deep hole,honing oil,oilstone and different parameters of honing processing has great influence on surface quality and efficiency,so choose the reasonable processing technology of honing products is essential.
Key words:honing;deep hole processing;application analysis
中圖分類號(hào):TG82
文獻(xiàn)標(biāo)識(shí)碼:A
文章編號(hào):1672-545X(2016)03-0283-03
收稿日期:2015-12-04
作者簡介:崔順(1985-),男,陜西西安人,碩士,工程師,研究方向:鋯、鈦合金加工工藝。
猜你喜歡
科學(xué)與財(cái)富(2016年15期)2016-11-24 14:51:09
今傳媒(2016年10期)2016-11-22 13:09:35
體育時(shí)空(2016年9期)2016-11-10 20:40:02
課程教育研究·學(xué)法教法研究(2016年21期)2016-10-20 17:55:49
中學(xué)課程輔導(dǎo)·教師教育(中)(2016年9期)2016-10-20 15:26:49
中國科技博覽(2016年19期)2016-10-19 12:22:05
中國科技博覽(2016年18期)2016-10-19 11:24:50
中國科技博覽(2016年18期)2016-10-19 11:20:01
電腦知識(shí)與技術(shù)(2016年21期)2016-10-18 21:37:19
科學(xué)與財(cái)富(2016年28期)2016-10-14 20:19:20
