利用煎炸廢油合成PHA的工藝條件探討
2016-07-19 07:20:49種宇軒任連海
綠色科技 2016年10期
種宇軒,任連海,王 攀
(北京工商大學 食品學院,北京 100048)
?
利用煎炸廢油合成PHA的工藝條件探討
種宇軒,任連海,王 攀
(北京工商大學 食品學院,北京 100048)
摘要:以煎炸廢油作為發酵過程中的碳源,對殺蟲貪銅菌發酵生產PHA過程的發酵特性進行了研究。考察了發酵過程中初使pH值、搖瓶裝液量、培養溫度、搖床轉速、接種量和廢油添加量六個因素與細胞干重及PHA產量之間的關系。實驗結果表明:以餐廚廢油作為碳源物質發酵制備PHA是可行的,并得到發酵優化條件為:初使pH值為7.5、裝液量100 mL/250 mL、培養溫度28 ℃、接種量3 %、轉速160 r/min、廢油添加量25 mL/L,在此條件下菌株合成PHA能力最佳。
關鍵詞:聚羥基脂肪酸酯; 煎炸廢油; 發酵條件
1引言
餐廚廢油是餐飲行業廢棄油脂的混合物,包括煎炸廢油、泔水油和地溝油等源自于餐飲業的廢油脂,成分主要是烹調用植物油和食品中動物油脂,化學組成主要為脂肪酸甘油酯[1]。其中煎炸廢油主要來自于餐飲業的煎炸工序,這類廢油產生源相對集中,容易收集[1]。煎炸廢油屬于大分子疏水性有機物,其在多次煎炸過程中與空氣中的氧氣接觸,發生一系列水解、氧化、聚合等復雜反應,使得油黏度增加,油中原本含有的一些不飽和脂肪酸含量極低,產生了一些具有致癌作用的脂肪酸類聚合物及醛、酮、內酯等刺激性氣味的物質[2]。
聚羥基脂肪酸酯( Poly hydroxya lkanoates,PHA) 是一類廣泛存在于微生物體內的高分子生物聚酯,在生物體內主要作為碳源和能量的貯藏物質。PHA 與傳統的化工合成的塑料具有相似的材料學性質,更有著顯著的生物相容性和生物可降解性的特點。其具有光學活性、壓電性和氣體相隔性等許多優秀的物理性能,使其有著廣泛應用的價值[3,4]。
生產成本高是目前限制聚羥基脂肪酸酯應用的主要原因,而原料成本高是這其中的關鍵因素。PHA生產的整個過程應該被整體設計和分析,包括碳源分析、發酵過程、PHA產率以及提取方法等[5]。目前PHA生產主要依賴于微生物發酵,在微生物發酵合成PHA的所有發酵條件因素中,底物是一個重要因素,底物成本占到總成本的28 %~50 %[6]。因此采用更佳廉價的底物可以在很大程度上降低PHA的生產成本。
煎炸廢油在多次使用之后會產生對于人的身體健康有害的物質,但同時煎炸廢油具有較高的碳含量,因此將煎炸廢油回收應用于PHA的發酵,不僅可以解決煎炸廢油所造成的廢水、廢氣的環境問題,避免煎炸廢油對于人身健康造成的風險,同時可以將廢棄資源循環再利用,降低PHA的生產成本,并產生附加值更高的產品[7~10],可謂一舉多得。
2實驗部分
2.1實驗材料
2.1.1菌種及煎炸廢油
(1)菌株:選用實驗室保藏的購于中國微生物保藏中心的1.7092-殺蟲貪銅菌(Cupriavidus necator)。Cupriavidus necator是一類可以食用油或廢棄油脂發酵生產PHA的一株高產菌株[11]。
(2)煎炸廢油:多次反復煎炸雞翅、肉串等重復使用兩天的廢油。
2.1.2培養基
(1)種子培養基:10 g/L蛋白胨,5 g/L牛肉膏,5 g/L氯化鈉,1L蒸餾水,混合后調至pH值為7.0。
(2)發酵培養基:3 g硫酸銨,1 g磷酸二氫鉀,11.1 g磷酸氫二鈉,0.2 g硫酸錳,和1 mL微量元素(9.7 g FeCl3,7.8 g CaCl2,0.156 g CuSO4·5 H2O,0.119 g CoCl2,0.118 g NiCl2,0.062 g CrCl2于1L0.1mol/L的HCl溶液中),一定量的煎炸廢油。
2.2實驗方法:
2.2.1發酵條件:
(1)種子培養:將活化后的菌株接種于種子培養基中,置于搖床(30 ℃,160r/min)中搖瓶培養48 h。
(2)發酵培養:在發酵培養基中移取相應接種量的種子培養液,在不同的發酵條件下進行搖瓶培養。其中發酵條件選取不同的初使pH值,發酵溫度,搖床轉速,裝液量,廢油添加量,接種量進行培養。
2.2.2分析方法:
(1)細胞干重的測定:取一定量的菌液于50 mL的離心管中,于離心機6000r/min離心15 min,離心后棄去上清,加入一定量蒸餾水,繼續離心兩次洗去油脂及培養基殘留,棄上清后將樣品冷凍干燥,在分析天平上稱重計數。
(2)PHA的定量分析:采用氣相色譜法(GC)分析確認[12,13]。樣品的預處理過程為:將凍干后的樣品加入2 mL的氯仿、2 mL的苯甲酸-甲醇溶液(1 g/L的苯甲酸、3 %的硫酸,用甲醇(色譜純)定容至1L),混合,置于烘箱中在105 ℃下進行甲酯化4h。消解后的樣品, 室溫冷卻30 min,加入1 mL的蒸餾水,劇烈震蕩1 min,靜置分層30 min,取1 mL下層有機相進行氣相色譜分析測定。
3結果分析與討論
3.1初使pH值對PHA產量的影響
為了考察初使pH對細菌生長及PHA合成情況的影響,設計初使pH的單因素影響實驗, 分別調節發酵培養基的初使pH值為6、6.5、7、7.5、8,搖瓶裝液量為150 mL滅菌后接入2 %的活化菌液,廢油添加量為20 mL/L,30 ℃,160r/min恒溫振蕩培養72 h。
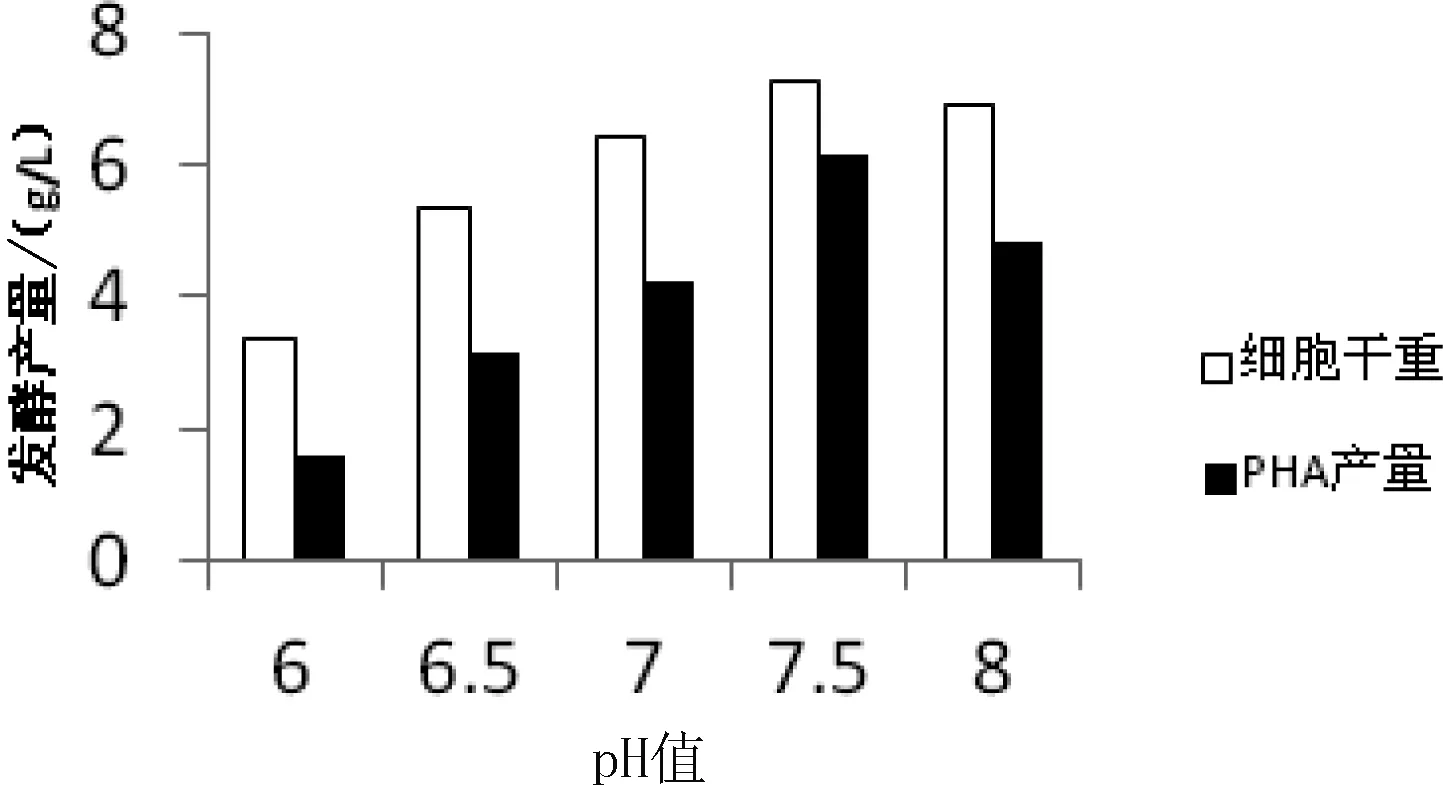
圖1 初使pH值對細胞干重及PHA產量的影響
由圖1可知,當pH值為6時,細胞干重最小,約為3.38 g/L。隨pH值的升高,細胞干重迅速增高,在pH值為7.5時達到最大,約為7.26 g/L;之后隨著pH值的繼續增高,細胞干重呈現減少趨勢。PHA產量也隨pH值的增大呈現先升高后降低的趨勢,其中pH值為7.5時,獲得PHA產量最佳。
因此,可以看出實驗菌株在初使偏弱堿性環境下菌株生長情況較好,且PHA產量相對較高,證明菌株適宜在弱堿條件下生長,PHA適宜在弱堿性條件下積累。分析原因應為在此條件下與菌株生長有關的酶和與PHA合成相關的酶的活性最好。因此發酵條件適宜pH值范圍為pH 7~8,其中,pH值為7.5時最佳。
3.2裝液量對PHA產量的影響
設置250 mL搖瓶中每瓶裝發酵液量分別為50 mL、75 mL、100 mL、125 mL、150 mL,pH值調為7.5,滅菌后接入2 %的活化菌液,煎炸廢油添加量20 mL/L,30 ℃,160r/min恒溫振蕩培養72 h。

圖2 搖瓶裝液量對細胞干重及PHA產量的影響
由圖2可知,在裝液量為50mL時,細胞干重最小,最小值約為5.29 g/L,隨著裝液量的增加,細胞干重也隨之增加,當裝液量為100mL時,細胞干重到達最大值,約為7.52 g/L;隨著裝液量的繼續增加,細胞干重又隨之呈現減少趨勢。
PHA產量也是呈先增大后減小趨勢,裝液量在50~100 mL區間時,菌液中的PHA含量隨其增加而增加,在100 mL達到峰值,最大PHA產量約為6.31 g/L;隨后隨著裝液量的增加,PHA產量逐漸減少。這是因為通常情況下,裝液量的多少影響著菌體與空氣相接觸的機會。隨著裝液量的增加,菌體與空氣的接觸機會就會減小,溶解氧量也隨之減少,菌體生長受到抑制。因此搖瓶發酵過程的最佳裝液量為100 mL。
3.3培養溫度對PHA產量的影響
將發酵培養基pH值調為7.5,搖瓶裝液量為100 mL。滅菌后接入2 %的活化菌種,煎炸廢油添加量20 mL/L,放入恒溫振蕩培養箱中分別以24 ℃、26 ℃、28 ℃、30 ℃、32 ℃為培養溫度,160 r/min搖床振蕩培養72 h。

圖3 培養溫度對細胞干重及PHA產量的影響
由圖3可知,在24 ℃時細胞干重為最小值,細胞干重隨著培養溫度的升高而增大,在28 ℃時達到最大值8.01 g/L;之后,隨著溫度的繼續升高,細胞干重又逐漸降低。
PHA為胞內產物,PHA產量與菌體產量呈正相關的狀態[14,15],因此不同培養溫度條件下,PHA的產量不同。溫度較低時,生物量也較低,是因為溫度低菌體生長比較緩慢;隨著溫度的升高,菌種大量繁殖,故而產生的PHA量也明顯增多;而高溫對菌體的生長影響也很明顯,當溫度升至28 ℃以上,隨溫度的升高,PHA產量呈現逐漸降低的趨勢,說明培養溫度過高對菌株的生長會產生抑制作用,引起細胞的死亡,導致PHA產量也隨之降低,因此適宜的培養溫度為28 ℃。
3.4搖床轉速對PHA產量的影響
將發酵培養基pH值調為7.5,搖瓶裝液量為100 mL。滅菌后接入2 %的活化菌種,煎炸廢油添加量20 mL/L,放入28 ℃,轉速分別為120 r/min、140 r/min、160 r/min、180 r/min、200 r/min的搖床中恒溫振蕩培養72 h。
由圖4可知,轉速為200 r/min時,細胞干重最小,而隨著轉速的減小,細胞干重迅速增多,在轉速為160 r/min時達到峰值,約為7.03 g/L,隨著轉速的繼續逐漸減小,細菌干重又開始逐漸減少。
由圖4可以看出,轉速過低會導致菌株與營養物接觸不充分,菌種生長狀況不佳,使得PHA產量相對較少;而當轉速過高時,溶解氧過高,又會抑制合成菌的生長。因此,轉速過高或過低都會導致PHA產量的減少,較適宜轉速范圍為140~180r/min,其中160r/min為合成PHA的最佳轉速。
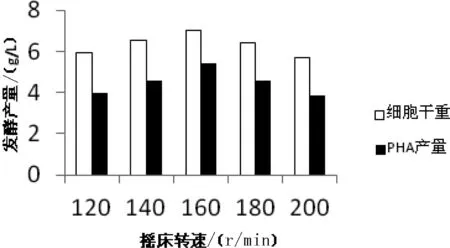
圖4 搖床轉速對細胞干重及PHA產量的影響
3.5接種量對PHA產量的影響
將發酵培養基pH值調為7.5,搖瓶裝液量為100 mL。滅菌后分別接入1 %、2 %、3 %、4 %、5 %的活化菌種,煎炸廢油添加量20 mL/L,28 ℃,160r/min恒溫振蕩培養72 h。

圖5 接種量對細胞干重及PHA產量的影響
由圖5可以看出,接種量為1 % 時細胞干重為最小值4.89 g/L;隨著接種量的增加細胞干重逐漸增大,在接種量為3 % 時達到最大值7.23 g/L;隨后接種量繼續增大,細胞干重則逐漸降低。
分析原因為,在接種量為1 %時,由于菌體量較少,培養基營養物質過剩,菌株適應期延長,所以PHA的合成量也相對較少;隨著接種量的增加,使得有足夠的合成菌與營養物充分結合,菌體生長旺盛,故而合成的PHA量也明顯增多;而隨著接種量的繼續增加,由于菌株之間的對于營養物質的競爭作用,菌株生長受到一定抑制,細胞干重與PHA的產量反而減小。因此3 %為菌種發酵的最佳接種量。
3.6廢油添加量對PHA產量的影響
將發酵培養基pH值調為7.5,搖瓶裝液量為100 mL。滅菌后接入3 %的活化菌種,煎炸廢油添加量分別為10 mL /L、15 mL /L、20 mL /L、25 mL /L、30 mL /L,28 ℃,160 r/min恒溫振蕩培養72 h。

圖6 廢油添加量對細胞干重及PHA產量的影響
由圖6可以看出,當廢油添加量為10 mL/L時,發酵液的細胞干重最小;隨著廢油添加量的增加,也就是碳源質量的增加,細胞干重也快速增加;當廢油添加量為25 mL/L時到達最大,約為7.91 g/L;隨著廢油的繼續增加,細胞干重呈現緩慢減少的趨勢。
PHA是原核微生物在碳、氮營養失衡的情況下,作為碳源和能源貯存而合成的一類熱塑性聚酯[16],因此發酵底物中碳源量的變化造成的碳氮比變化會對菌體PHA的合成情況會有明顯的影響。
因此,當廢油添加量較少時,由于碳源物質不充足,菌株并沒有得到足夠的營養物,成活率較低,故而PHA含量也較少;隨著廢油添加量的增多,菌株存活率增大,PHA含量隨之增大,這正好符合碳源過剩可有效促進PHA的生成[17];當廢油添加量超過25 mL/L后,細胞干重和PHA含量反而出現下降的趨勢,這說明過多的油脂會抑制菌株的生長,從而降低PHA的產生量。
因此,發酵培養過程需要控制廢油的添加量,最佳添加量為25 mL/L。
4結論
(1)通過實驗研究,確定煎炸廢油可以作為以殺蟲貪銅菌發酵生產PHA過程的碳源物質。煎炸廢油回收相對簡單,因此可以很好的解決PHA生產過程中底物原料成本高的問題,并達到將廢棄油脂資源化的目的。
(2)通過發酵條件的單因素影響試驗,確定了優化發酵條件:當初使pH值為7.5、裝液量為100mL/250 mL、培養溫度為28 ℃、接種量為3 %、轉速為160r/min、廢油添加量為25 mL/L進行發酵培養時,PHA產量可達到6.63 g/L,約占到細胞干重的 83.8 %。
參考文獻:
[1]任連海. 我國餐廚廢油的產生現狀、危害及資源化技術[J].北京工商大學學報(自然科學版),2011(6).
[2]張璇,余漢豪,單習章,等. 餐飲業廢油脂有害成分及特征指標研究[J]. 廣州環境科學,2004,19(4):29~31.
[3]陳國強. 生物高分子材料聚羥基脂肪酸酯(PHA)開發現狀及產業化前景分析[J]. 化工新型材料,2010(10).
[4]陳國強. 聚酯PHA的全生物設計和合成[C]∥中國高分子學會.2011年全國高分子學術論文報告會論文摘要集.北京:中國高分子學會,2011.
[5]陳國強,張廣,趙鍇,等. 聚羥基脂肪酸酯的微生物合成、性質和應用[J]. 無錫輕工大學學報, 2002(5).
[6]孫萬東,張佑紅,耿安利,等. 煎炸廢油生產聚羥基丁酸酯(PHB)[J]. 廣州化工,2013,41(12):114~117
[7]陳國強. 生物塑料-聚羥基脂肪酸酯PHA發展近況[J]. 新材料產業,2009,(2).
[8]黃玉杰,王加寧,邱維忠,等. 聚羥基脂肪酸酯的生物合成與廢棄物的資源化利用[J]. 安徽農業科學,2012(34).
[9]吳濤. 聚β-羥基丁酸酯(PHB)的研究進展[J]. 科技風,2010(6).
[10]于志方,丁勇超,楊亞亞,等. 非石油基高分子材料聚羥基脂肪酸酯PHA的改性研究進展[J]. 高分子通報,2010(11).
[11]Obruca S, Snajdar O, Marova I, Production of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) by Cupriavidus necator from waste rapeseed oil using propanol as a precursor of 3-hydroxyvalerate[J]. Biotech Lett,2010(32):1925~1932.
[12]陳瑋. 利用活性污泥混合菌群合成聚羥基烷酸脂的研究[D].哈爾濱:哈爾濱工業大學,2010.
[13]劉俊梅,王璐,李琢偉,等. 聚-β-羥基丁酸酯的特性及檢測方法研究進展[J]. 廣州化工,2014(15).
[14]SUDESH K, ABE H, DOI Y. Synthesis, structure and properties of polyhydroxyalkanoates: biological polyesters[J]. Prog Polym Sci, 2000(25):1504.
[15]陳志強,李云蓓,溫沁雪. 利用丁酸合成PHA高效菌株的篩選及搖瓶發酵特性研究[J]. 環境科學,2010,31(3):828~832.
[16]張帥,辛嘉英,王冬梅.生物可降解塑料聚β-羥基丁酸酯的研究進展[J].科技資訊,2008(3):7.
[17]林東恩,張逸偉,沈家瑞. 活性污泥合成生物可降解塑料的研究進展[J] 環境科學與技術,2004,27(2):101~102.
Fermentation Condition Factors Influence of a PHA Producing Strain Biosynthesis PHA by Using Waste Fried Oil
Chong Yuxuan, Ren Lianhai, Wang Pan
(SchoolofFoodandChemicalEngineering,BeijingTechnologyandBusinessUniversity,Beijing100048,China)
Abstract:Waste fried oil was used as carbon source in the process of PHA fermentation. The effects of six factors of fermentation condition on PHA synthetic quantity and cell weight were investigated. Fermentation condition factors include initial pH value, fluid volume per flask, culture temperature, shaking speed, inoculation amount and waste fried oil volume. The result shows that, at the condition of pH 7.5, 100 mL fluid medium per 250 mL conical flask, 28 ℃, 3 % inoculation amount, shaking speed 160 r/min and 25 mL/L waste fried oil, the yield of PHA reached a maximum value.
Key words:Polyhydroxyalkanoates; Waste fried oil; Fermentation condition factors
收稿日期:2016-04-06
基金項目:北京市自然科學基金(編號:8144041);“十二五”國家科技支撐計劃(編號:2012BAC25B01;2014BAC27B01-03)
作者簡介:種宇軒(1989—),男,北京工商大學食品學院碩士研究生。 通信作者:任連海(1971—),男,博士,教授,主要從事固體廢物處理處置方面的研究工作。
中圖分類號:Q547
文獻標識碼:A
文章編號:1674-9944(2016)10-0065-04