基于快走刀層銑的TC4鈦合金高效開槽加工*
2016-08-31 06:45:32魯康平姜增輝閆磊孫晉亮舒蓓蓓
制造技術與機床 2016年2期
關鍵詞:效率
魯康平 姜增輝 閆磊 孫晉亮 舒蓓蓓
(①沈陽理工大學機械工程學院,遼寧 沈陽 110159;②內蒙古北方重工業集團有限公司特種機械廠,內蒙古 包頭 014030)
?
基于快走刀層銑的TC4鈦合金高效開槽加工*
魯康平①姜增輝①閆磊②孫晉亮①舒蓓蓓①
(①沈陽理工大學機械工程學院,遼寧 沈陽 110159;②內蒙古北方重工業集團有限公司特種機械廠,內蒙古 包頭 014030)
為提高鈦合金深槽的開槽切削效率,對TC4鈦合金深槽進行了快走刀層銑開槽試驗。詳細分析了其加工效率、切屑形態及刀具磨損情況。結果表明:在鈦合金深槽開槽加工中快走刀層銑的切削效率較高,切削過程平穩,加工后槽腔表面的刀花均勻。快走刀層銑是一種高效的鈦合金深槽加工方法。
TC4鈦合金;快走刀層銑;深槽;高效加工
TC4鈦合金具有比強度高、熱強度高、抗腐蝕性好等優良性能,在切削加工中又表現出化學活性大、變形系數小、熱傳導率低等特點,既在航空航天工業中得到了廣闊應用,又成為了典型的難加工的材料[1-4]。在航空零部件的制造過程中,有很多鈦合金整體結構件需要開槽加工。近年來有很多學者對鈦合金的開槽加工方法進行了研究。劉維偉通過優化數控切削刀位軌跡、優化刀具結構等措施,提高了鈦合金BT20壁板的開槽效率[5]。趙鴻[6]等利用球頭立銑刀對TC6鈦合金進行曲面開槽加工,并利用正交試驗法對銑刀進行優化,提高了開槽效率。采用傳統層銑開槽加工時一般采用大切深、小進給的方式來實現金屬余量的去除。當開槽深度較大時要求的銑刀懸伸加長,此時為避免切削時銑刀顫振,不得不降低銑削深度,并進一步減小走刀速度,從而使切削效率大幅下降。
快走刀層銑是近年來發展起來的一種新型加工方法,采用小切深、大進給的方式進行高效的銑削加工。在進行深槽的開槽加工時產生的徑向力較小,切削時仍可選用較高的走刀速度,既能保證切削除率,又能避免銑刀的顫振,確保切削過程平穩進行。張俊運用快走刀銑削的方式對鈦合金腹板進行切削加工,與傳統的切削方式相比,加工效率提高了約 150%[7]。張學桐研究了快走刀銑削船用螺旋槳密切加工的方法,基于密切條件給出了快走刀銑削加工葉片曲面的算例,減小了加工過程的振動和變形,提高了加工效率[8]。目前國內外很多刀具制造商都已經相繼設計開發了自己的快走刀銑削刀具[9-10]。
綜上所述,快走刀層銑的研究近幾年有了快速的發展。本文研究了采用快走刀層銑方法對鈦合金結構件進行開槽加工,為鈦合金深槽的高效加工提供了一種新方法。
1 試驗設備及方案
1.1試驗設備
試驗選用機床為南通機床廠生產的3180型龍門銑床如圖1所示。該機床具有剛性強、功率大、扭矩大等優點。

1.2工件材料及刀具
試驗所選的材料是TC4鈦合金,其化學成分如表1所示。

表1 TC4的化學成分
試驗刀具選用山特維克可樂滿的大進給刀具CoroMill 210,刀桿型號為R210-042C4-09H,銑刀直徑是42 mm,為4刃銑刀。刀片型號為R210-09 04 14E-PM,牌號S30T。由于需進行深槽加工,為210銑刀配備了配套接桿,接桿型號為C5-391.02-40 065A。銑刀刀體及接桿如圖2所示。

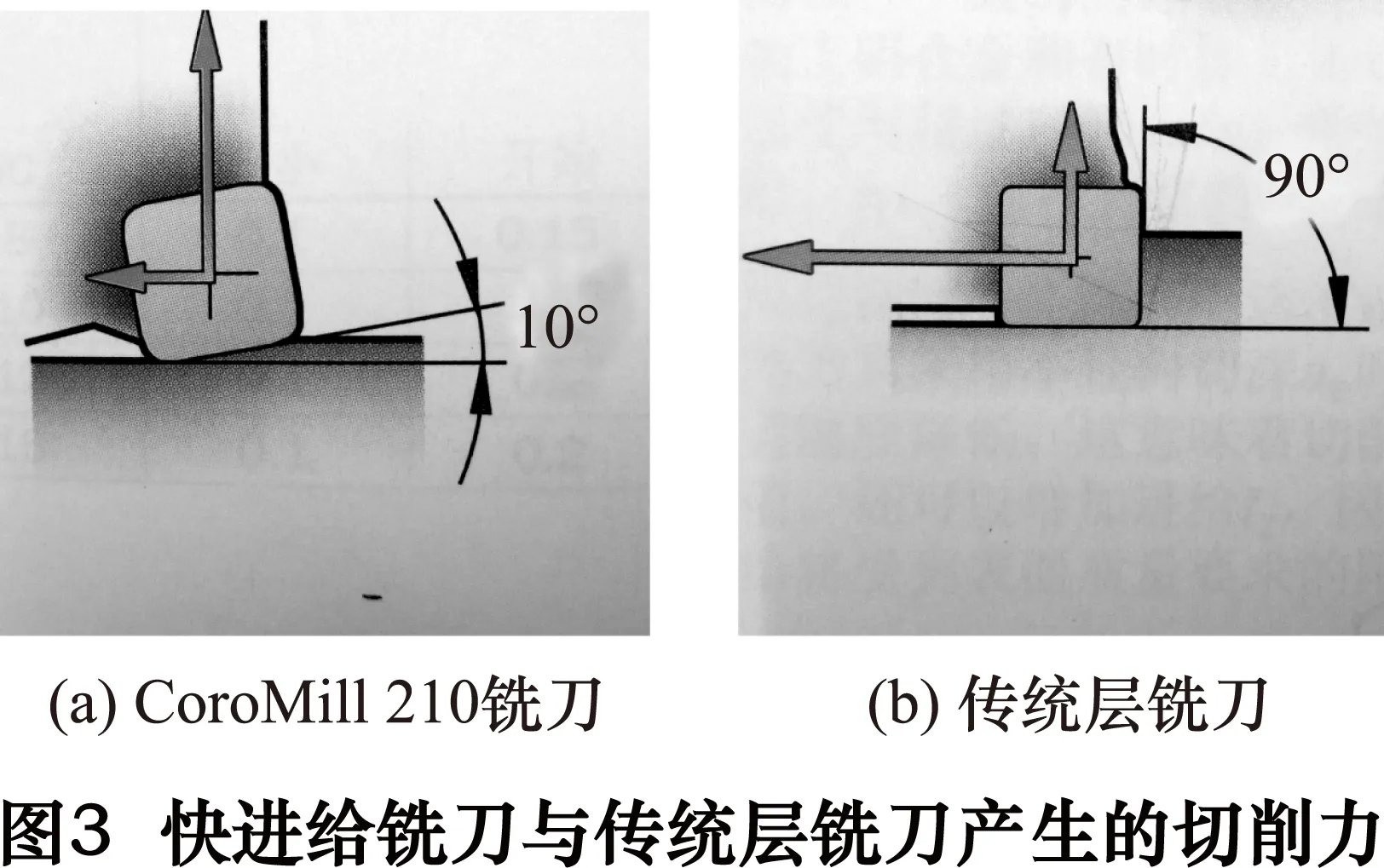
CoroMill 210銑刀裝夾刀片后的刀具主偏角為10°,與傳統層銑刀具相比,其切削力主要被引向銑刀軸向,從而使徑向力大幅減小(如圖3a所示),在很大程度上消除了振動和偏轉側力,特別適用于需要加長刀具的場合。
1.3試驗方案及切削參數
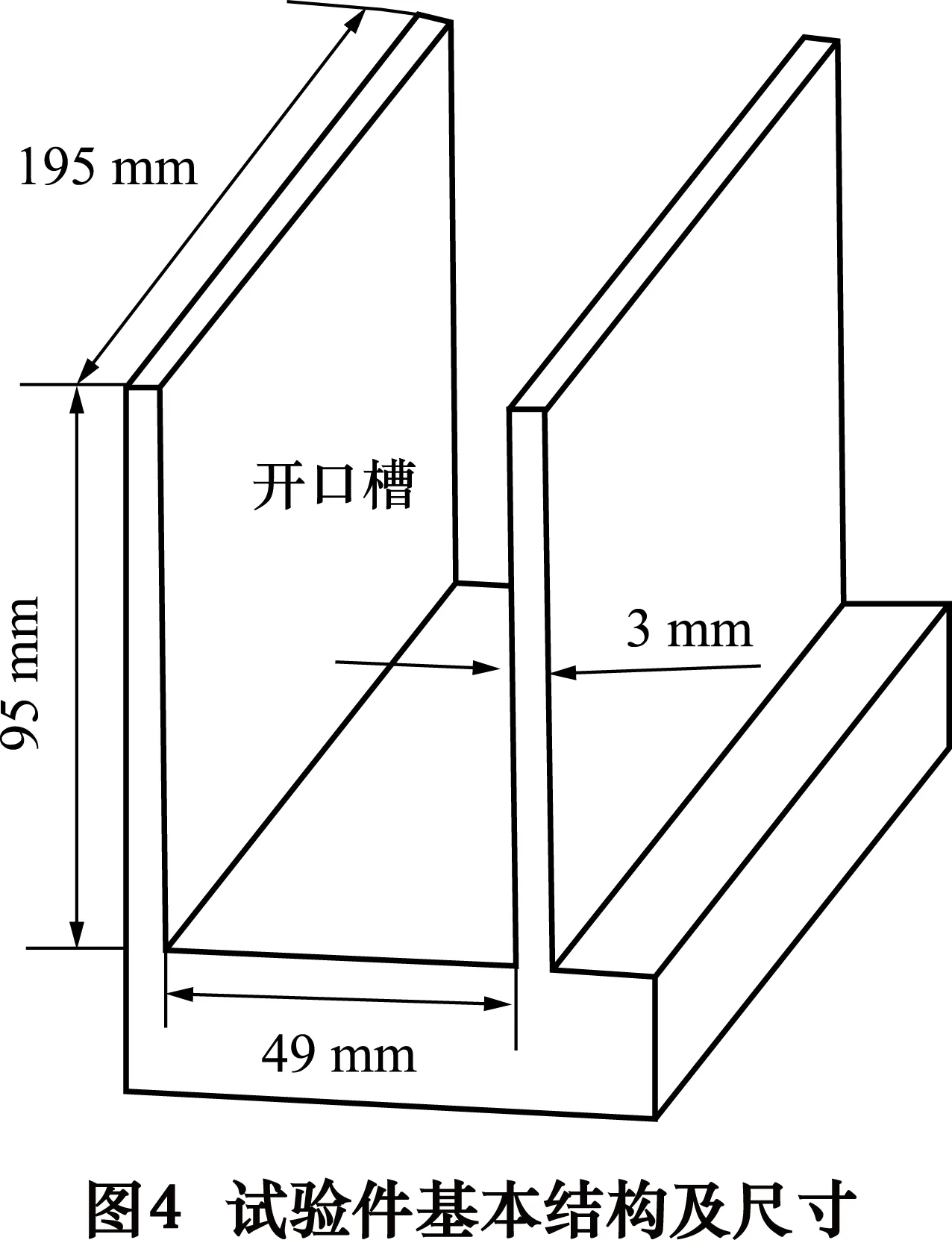
試驗工件如圖4所示,開口槽的長度為195 mm,寬度為49 mm,高度為95 mm,壁厚為3 mm。
根據槽寬選擇第1刀銑削寬度為滿刀切寬,即42 mm,回程的切寬為余量7 mm。為了得到較好的加工質量和減小刀具的磨損量,合理規劃走刀路線保證了回程銑削時為順銑加工,并采用大流量冷卻液對切削區進行冷卻。
切削速度選為50 m/min。CoroMill 210是大進給刀具,可取得比其它銑刀更大的每齒進給量,且刀具的主偏角為10°,銑削深度不宜選擇過大。綜合考慮并參考CoroMill 210刀具的切削參數推薦范圍,選取每齒進給量為1.0 mm/齒。銑削深度為0.6 mm。切削參數的選取如表2所示。
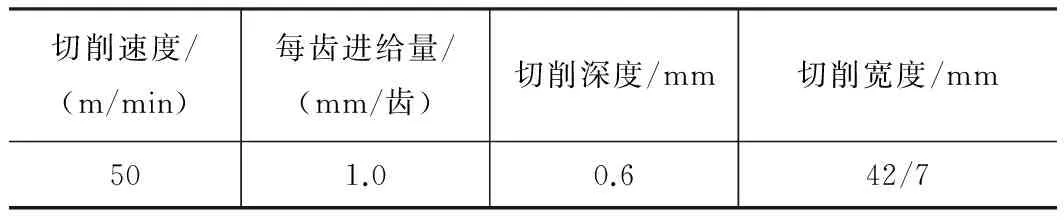
表2 CoroMill 210層銑切削參數
2 試驗結果及分析
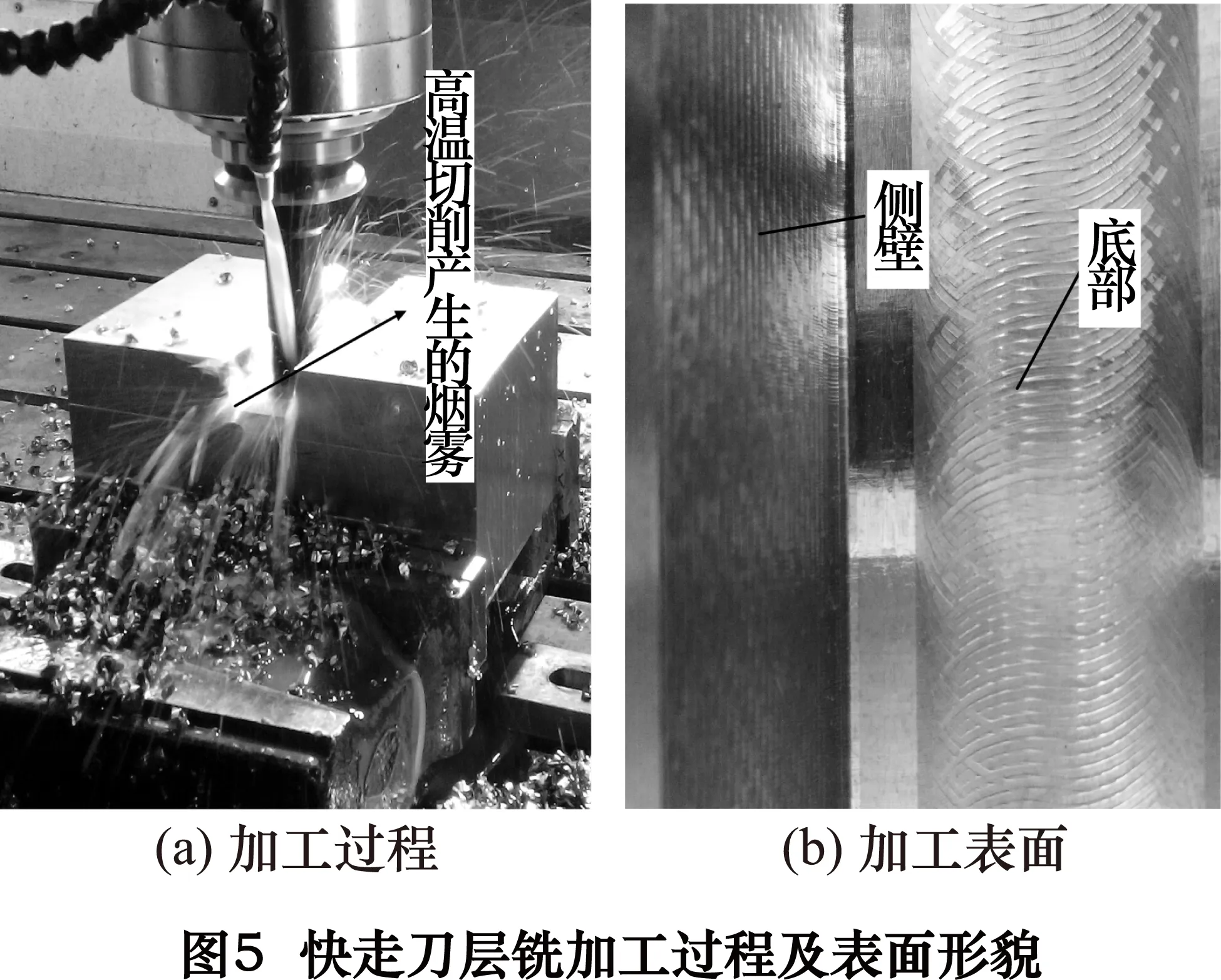
圖5a顯示了快走刀層銑TC4深槽的實際切削狀態,切削過程比較平穩,沒有出現由于切削振動產生的噪音。高壓冷卻液對切削區進行了冷卻,并起到了較好的排屑作用。整個切削過程中排屑順暢,由于切削區溫度很高,切削液有時會產生高溫汽化,生成煙霧。圖5b顯示已加工深槽的側壁和底部表面的加工紋理均勻,沒有出現明顯振痕,為后續精加工的順利進行提供了更好的保障。
2.1切削效率對比
試驗中包括抬刀和回程時間在內銑削一層大約需要18.4 s,槽的深度為95 mm,需要銑削158層。切削過程較穩定,不需要中途停機檢查刀具。加工槽腔總共需要用時48.5 min。
若同樣選用直徑φ42 mm、主偏角為90°的4齒可樂滿CoroMill390銑刀進行傳統層銑加工,采用與快進給層銑相同的走刀路線和銑削寬度,切削速度同樣選為50 m/min。為減小銑削深槽時的振動,推薦每齒進給量一般為0.2 mm,切削深度為2 mm。傳統層銑具體的切削參數如表3所示。
由表3中的切削參數可得傳統層銑需要銑削48層,包括抬刀和回程時間在內加工槽腔所需時間為66.08 min。如圖6給出了快走刀層銑與普通層銑加工各自需要的時間。
表3 傳統層銑切削參數
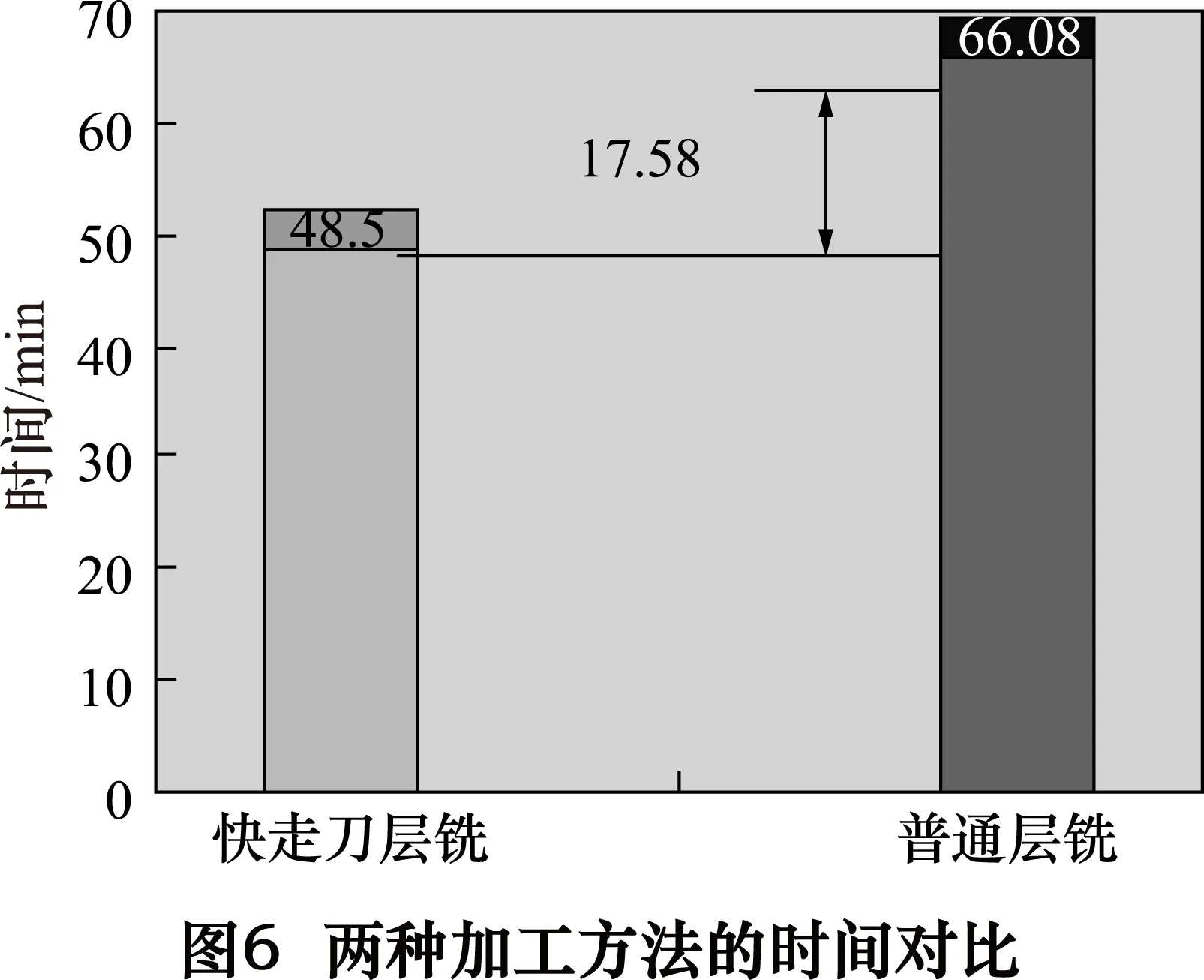
由圖6可知快走刀層銑比傳統層銑所需的時間少17.58 min,加工效率提高了26.6%,快走刀層銑的開槽效率明顯高于傳統層銑。
2.2切屑形態分析
如圖7所示,快走刀層銑產生的TC4鈦合金切屑呈內螺旋卷曲狀,切屑頭部和尾部均較寬,每個切屑一般經過兩次卷曲后折斷。適中的切屑形態與長度,既不會產生纏刀現象,又降低了切屑頻繁折斷對刀具產生的沖擊,有利于減小刀具的磨損。

2.3刀具磨損分析
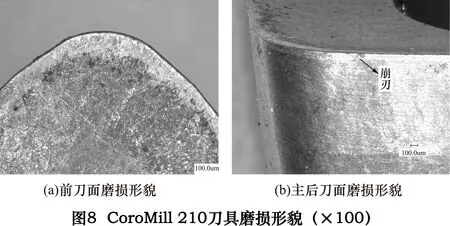
如圖8所示,采用快走刀層銑完成深槽加工后的刀具磨損量不大,磨損主要發生在主后刀面,前刀面和副后刀面磨損很小。主后刀面有微小的崩刃。在刀具磨損的初期,刀具切削刃上可能會存在微觀缺陷,而鈦合金彈性模量小,容易發生回彈,導致微崩刃產生,切削刃上有較小的缺口,是在高速切削時伴隨刀具磨損發生的破損。刀面的磨損量為0.098 mm。
3 結語
對采用快走刀層銑對TC4鈦合金深槽結構加工進行了試驗研究,得到如下結論:
(1)快走刀層銑可實現深槽的高效加工,且其切削效率明顯高于傳統層銑。
(2)快走刀層銑深槽加工過程平穩,已加工表面紋理均勻,可較好地滿足后續精加工的需求。
(3)快走刀層銑深槽產生的切屑形態有利于自動排屑、降低刀具磨損。
(4)刀具磨損主要發生在主后刀面,刀具磨損過程平穩,可滿足批量連續生產的需要。
綜上,快走刀層銑是一種加工鈦合金深槽結構的高效切削方法。
[1]Ezugwu E O, Bonney J, Yamane Y. An overview of the machnability of aeroengine alloys.Journal of Materials Processing Technology,2003,134(2):233-253.
[2]趙永慶,奚正平,曲恒磊.我國航空用鈦合金材料研究現狀[J].航空材料學報,2003(23):215-219.
[3]齊德新,馬光鋒,張桂木.鈦合金切削加工性綜述[J].煤礦機械,2002(11):3-4.
[4]Arrazola P J,Garay A,Iriarte L M,et al. Machinability of titanium allays(Ti6Al4V and Ti555.3) .Journal of Materials Processing Technology, 2009,209(5):2223-2230.
[5]劉維偉,張定華.BT20鈦合金高效數控開槽銑削技術研究.機床與液壓,2004(2):56-57.
[6]趙鴻.鈦合金曲面開槽用球頭立銑刀幾何參數的正交優化.工具技術, 1999,33(6):24-26.
[7]張俊.快進切削技術在鈦合金粗加工中的應用-輕剛性機床鈦合金高效加工的技術方法.機械與電子, 2010(29):106-108.
[8]張學桐.大進給銑刀密切加工船用螺旋槳的原理與方法. 大連:大連理工大學,2012.
[9]戚元平,殷和偉.大進給銑刀:中國, CN201493524U.2010-06-02.
[10]Melkote S N, Endres W J. The importance of including size effect when modeling slot milling.Journal Manufacturing Science & Engineering, Transaction of the ASME,1998,120:68-75.
(編輯汪藝)
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
High-efficiency slotting TC4 titanium alloy based on fast-feed layer milling
LU Kangping①, JIANG Zenghui①, YAN Lei②, SUN Jinliang①, SHU Beibei①
(①School of Mechanical Engineering, Shenyang Ligong University, Shenyang 110159,CHN;②Special Machinery works,Inner Mongolia North Heavy Industries Group Co.,Ltd.,Baotou 014030,CHN)
To improve the cutting efficiency of slotting titanium alloy deep groove, slotting experiment by fast-feed layer milling has been carried out on TC4 titanium alloy workpiece with deep groove. The machining efficiency, chip morphology and tool wear are analyzed detailedly. The results show that: fast-feed layer milling has high cutting efficiency and smooth cutting process during slotting TC4 titanium alloy workpiece, and tool marks are equally distributed on the machined groove cavity surface. The fast-feed layer milling is high-efficiency method in slotting titanium alloy deep groove.
TC4 titanium alloy; fast-feed layer milling; deep groove; high-efficiency machining
TG506
A
魯康平,男,1990年生,碩士研究生,主要從事高速、高效切削技術的研究。
2015-11-10)
160229
*國家科技重大專項(2012ZX04003-061)
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
