鈑金結構設計的工藝性分析
2016-10-21 09:15:47張冰張文華
中國設備工程 2016年10期
張冰,張文華
(許繼電氣股份有限公司,河南 許昌 461000)
鈑金結構設計的工藝性分析
張冰,張文華
(許繼電氣股份有限公司,河南 許昌 461000)
目前鈑金結構件在產品生產中被廣泛應用,在對鈑金件進行設計時,要對加工零件選擇合理的加工方法和加工順序,實現對企業的各種制造資源的合理調度,提高生產效率,實現生產效益的最大化。本文對鈑金結構設計的工藝性進行了分析,并從鈑金設計的幾個方面給出了合理的鈑金結構設計準則。
鈑金結構;設計;工藝性
要設計出良好的鈑金結構件,必須充分掌握板件數控加工制作的工藝方法,同時要考慮到有哪些工序會對其產生影響。因此要求工程技術人員在產品設計前要進行設計分析,同時對鈑金工藝知識要有一定的認知和運用。
1 鈑金結構的工藝性分析
對于鈑金結構來說,最常用的工藝就是彎曲。所謂圓角半徑,就是指所彎曲該段圓弧的半徑。圓角半徑的大小對鈑金結構的設計至關重要,如果過大會引起回彈的現象,過小又極易引起裂紋的產生,因此,在設計時要針對不同材料來確定具體的半徑。鈑金件是機械工業的主要零件類型之一,隨著現代工業的迅速發展,鈑金件也出現了各種各樣的形狀、而且其精度也越來越高,合理的結構設計和準確的毛料尺寸對鈑金件的設計來說至關重要,直接關系到其產品的外觀、強度和精度,并且由于人們對產品的外觀要求越來越高,鈑金件的結構工藝性也在不斷的提升。
2 鈑金結構設計準則及應注意問題
(1)板材選用原則。①盡量選用常見的金屬材料,減少材料規格品種。②在不影響零件功能的前提下,在采購時盡量選用價格低的材料品種,以增加經濟效益。③對于機柜和一些大的插箱,盡可能選擇質量比較輕的材料。④確保沖壓性能滿足工藝要求,以確保做成成品后質量有所保證。
(2)孔缺結構設計準則。對于孔的設計,除滿足產品需求外,應滿足便于加工,或加工完成后不影響后道工序、美觀等要求。①盡量避免在將方孔開到折彎根部:折彎后對板材的拉伸,會導致孔變形,若手工做孔,會增加加工難度。②在對螺孔進行加工時,可以通過在板材上直接攻絲、翻邊攻絲、鉚接螺母、點焊螺母等方式來實現,具體要選擇哪種方式,要根據板料厚度和螺孔大小來確定。
(3)彎曲結構設計準則。①鈑件最小彎曲半徑。在對材料進行彎曲時,在鈑件圓角區的部位,外圍部位勢必會受到拉伸的作用,而內側部分則會受到擠壓的力。當選擇同樣的材料厚度時,內半徑r越小,材料所受到的拉伸和擠壓的力度就越大;當外圍圓角的拉伸應力大于材料所能承受最大強度時,此圓角極易產生裂縫或被折斷。這種情況下,盡快不要設置過小的彎曲圓角半徑。②彎曲的最小直邊高度。一般情況下的最小直邊高度要求。在對彎曲件的直邊高度進行設置時,要對其最小高度進行詳細驗算,不能設置的太小,最低也應該大于2 t。(如圖1)
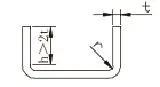
圖1 彎曲件的直邊高度最小值
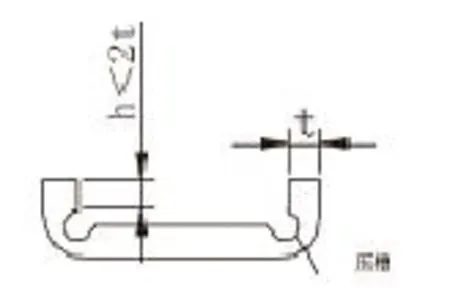
圖2 特殊情況下的直邊高度要求
特殊要求的直邊高度。如果設計需要彎曲件的直邊高度h≤2t,首先要先增加彎邊的高度,然后將其進行彎曲,待這步完成后,再按所需要的長度進行制作,也可以選擇先在彎曲變形區對淺槽進行加工,然后再進行折彎工序。(如圖2)
彎邊側邊帶有斜角的直邊高度。對此直邊高度進行設置時,側面最小高度為:h=(2~4)t>3 mm(如圖3)。
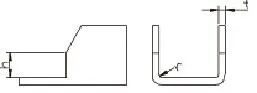
圖3 彎邊側邊帶有斜角的直邊高度
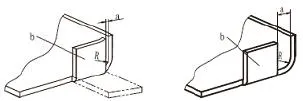
圖4 彎曲的直邊變形處理
③彎曲的直邊變形處理。當a<R時,在對其鈑金件進行彎曲后,b面靠a處會多出一段圓弧,為避免這一情況的發生,必須使a≥R(圖4)。在U形彎曲件上,兩邊彎曲長度最好相同,以防彎曲時會向某一邊傾斜,如達不到這一要求,可設一工藝定位孔(圖5)。
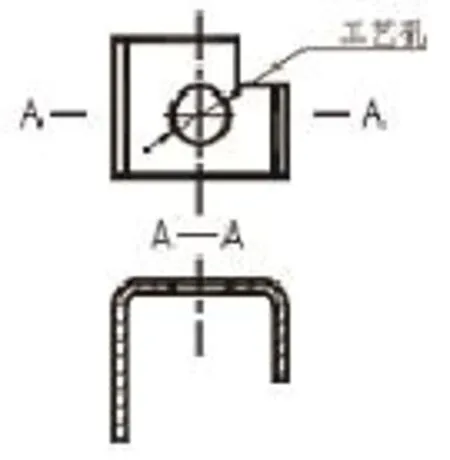
圖5 U型彎曲件變形處理
④焊接結構設計準。a.在對焊接結構進行設計時,首先要考慮整體結構的穩定性,確保其自身穩固,盡可能避免形狀、強度、鋼度等的不連續性,以免因受到外力作用而變形。b.在對焊接材料進行選擇時,要盡量選擇能用普通又簡便的焊接工藝獲得優質接頭的金屬作為原材料,可以考慮使用經過軋制的鋼材,以改變金屬的力學性能。在焊接過程中,要最大限度的減少焊縫的出現。c.在對焊縫進行設計施工時,要嚴格把握“對稱”的原則,不能影響其美觀,并且要避免焊縫的重疊和相交,焊縫盡可能連接,盡量采用細長焊縫,過渡盡量平滑,焊縫應遠離應力差的區域,以免產生裂縫。在飯金結構設計中,焊接的作用是至關重要的,但我們并不宜對其過多使用。比如,在國外就很少使用焊接,特別是在進行大量的設計生產時,通常會利用鉚接等來替代焊接。這是因為一般情況下鈑金件都比較薄,如果直接對其進行焊接,會很容易變 形。另外,在對產品進行焊接時,要注意先后順序,通常情況下,要先考慮鈑金件的整體,然后再考慮單個零件的折彎邊,因為如果先對單個零件進行焊接的話,極易引起變形,影響整體焊接的效果。
⑤表面涂層設計要素。對于所需涂層的鈑金件的棱邊和尖角部位都要保證其倒邊、倒角,并且已經修圓,連同凹槽的內、外部角處也應該用圓角,并且保證凹槽深度不大于槽高度的一半,盲孔深度也不得大于孔徑的二分之一,倘若盲孔的深度比孔徑的2倍還要長,則盡量鉆成通孔,在對由螺紋連接、鉚接、壓鉚接、點焊、搭接焊等工藝方法構成的部件進行電鍍或化學處理時,要先對表面進行涂層,然后封膠以后再進行焊接,以免有殘留的鹽酸鹽溶液對其進行腐蝕。一般涂層后零件表面粗糙度值要比鍍覆前大1~2個等級。
3 結語
鈑金結構設計與生產工藝關系密不可分,鈑金加工設備也越來越先進,這就我們懂得和掌握更多的鈑金知識,在滿足產品性能的條件下,降低加工成本,制造出更高質量的產品。
[1] 楊兵論,陳艷華.電子鈑金結構設計的工藝性[J].艦船電子工程,2001,04.
[2] 王先逵.機械加工工藝手冊-工藝基礎卷[M].北京:機械工業出版社,2007,585~622.
[3] 數字化手冊編委會.結構件工藝設計手冊[M].北京:機械工業出版社,2005.
TG382
B
1671-0711(2016)08(下)-0068-02
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2021年13期)2021-07-28 07:15:50
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:23
中國房地產業(2016年24期)2016-02-16 06:10:22
銅業工程(2015年4期)2015-12-29 02:48:39
