大直徑貯罐焊接變形控制
2016-10-21 09:15:47劉金宏
中國設備工程 2016年10期
劉金宏
(中國原子能科學研究院,北京 102413)
大直徑貯罐焊接變形控制
劉金宏
(中國原子能科學研究院,北京 102413)
三廢工程是我院三廢后處理中的重要組成部分,其低放廢液貯罐屬于該工程中較大的設備,為了保證焊接變形在可控的范圍內,避免因罐底出現較大焊接變形,在裝滿低放廢液時造成罐底的蠕變失效,進行了本次大直徑貯罐的焊接變形研究。通過本次研究和實踐,使低放廢液貯罐的焊接滿足了圖紙和規范的要求,并且讓我院在焊接變形控制的工程經驗積累上有了較大的提高。
三廢工程;貯罐;焊接;變形控制
在三廢處理的過程中經常有大量的低放廢液需要存貯在大容量的不銹鋼貯罐中,這種貯罐一般由于直徑較大,在建造過程中的焊接變形成為工程中的難題。本文主要介紹了我院三廢工程中的低放廢液貯罐在制造過程中通過特殊的工藝進行焊接變形的控制。
1 低放廢液貯罐的特點
低放廢液貯罐直徑為φ9 000 mm,高5 000 mm的不銹鋼罐體。為了便于清洗,在筒體與底板的連接處設計了如圖1所示的圓弧結構。
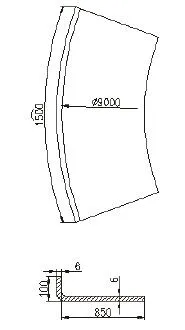
圖1 圓弧結構
低放廢液貯罐在制造時分為罐頂、筒體和罐底三個部分。罐頂由厚度為4 mm的不銹鋼板拼接成直徑為φ9 200 mm圓形結構,上部有輻射狀的加強筋板結構,罐頂與筒體之間角焊縫焊接。筒體為厚度6 mm的不銹鋼板卷制,與罐底對接焊接。罐底為厚度6 mm的不銹鋼板拼接而成,在罐底與筒體連接處有如圖1 所示的圓弧結構。
2 低放廢液貯罐的焊接
2.1技術難點
首先,低放廢液貯罐焊接屬于大面積薄板焊接,罐頂、筒體、罐底均由不銹鋼板拼接而成,造成焊接應力和變形較為復雜。另外制作罐底圓弧形結構的設備限制,只能制作如圖1所示的豎邊高度為100 mm,徑向邊為850 mm,弧長為1 500 mm的圓弧板結構,并且還要保證每相鄰兩道對接焊縫的距離在300 mm以上,這樣就更增加了罐底焊縫的數量,特別是因為有折起的100 mm的豎邊,在焊接時產生的應力就更為復雜。其次,規范要求罐底的平面度最大不超過50 mm,對于直徑為φ9 000 mm的薄板焊接,特別是焊縫復雜的薄板焊接更是帶來了挑戰。
2.2焊接變形特點及分析
一般情況下焊接變形的基本形式有收縮變形、扭曲變形、彎曲變形、角變形和波浪變形。焊接過程中產生焊接變形的最根本原因是焊縫處金屬與非焊縫處金屬非均勻加熱與冷卻產生的應力,從而導致焊接變形。
根據焊接變形形成的原因,針對焊接變形的基本形式,確定了如下焊接工藝措施:
(1)反變形法,這種方法是焊縫可以自由伸縮。根據理論計算和實踐經驗需預先留出供焊接收縮量的補償所需的余量,或者是在焊件的一面焊接完成后,在背面根據變形的情況控制背面焊接時的焊接電流和速度,達到控制變形的目的。
(2) 剛性固定法,這種方法焊縫不能自由收縮,產生的焊接應力主要由剛性骨架抵消。由于低放廢液貯罐為塑性較好的不銹鋼材質,可以在焊接前對要焊接的工件進行剛性固定,焊后等焊接工件冷卻到室溫后在去掉剛性固定,可以有效的防治波浪變形。此方法會增加焊接內部應力。
(3)選擇合理的焊接順序,這種方法焊縫能夠自由收縮。在使用這種方法時的主要原則有:在焊接多塊鋼板拼接時,應先焊接短焊縫,后焊接長焊縫;如果焊縫較長時,可以采用對稱焊法、跳焊法、分段逐步退焊法和交替焊法;在焊接多塊鋼板拼接時,應從內向外焊接,使自由端始終保持在外。
(4)焊前預熱和焊后保溫。在焊接前在焊縫周圍約200 mm范圍內進行預熱,預熱的目的是減少焊縫區域與焊件其它部分的溫差,使焊接時不會讓焊件局部突然升溫,從而產生應力,焊后保溫是降低焊縫區的冷卻速度,使焊件能較均勻的冷卻下來,從而減少焊接應力與變形。
2.3低放廢液貯罐各部分的施焊工藝
2.3.1罐底的焊接
受制于制作設備的限制,罐底與筒體連接處只能制作出圖1所示尺寸的零件,最后排出圖2所示的焊縫排布,其中第6、7、8、9塊不銹鋼板的設置主要是避免出現相鄰兩個對接焊縫的距離小于規定的300 mm范圍內。由于焊縫結構復雜,需要采取多種焊接變形的控制措施。在選用焊接順序時,采用由內向外依次進行的方法,即先焊接內部的圓形部分,最后焊接周圍的扇形部分。在焊接圖中的長焊縫時,采用由內向外的對稱焊法、跳焊法、分段逐步退焊法和交替焊法等方法的結合。由于扇形部分分塊較多,在整體焊接前先將扇形部分按照順序每3塊焊接在一起,這樣既能減少在整體焊接時的焊縫數量,又能夠留出足夠多的自由端供焊縫的收縮。在焊接時也采用了反變形的方法和剛性固定法。在焊接每兩塊不銹鋼板的時候,使兩塊板之間成一定角度再進行施焊,這樣在焊縫冷卻后通過收縮使兩塊不銹鋼板的表面達到平整,如果變形過大,也可以在背面封底焊時通過調節電流和焊接速度的大小控制反變形的程度。在施焊前,用工字鋼將每道焊縫兩側的鋼板固定成剛性連接,最后在罐底整體焊接完成后,所做的工字鋼剛性連接件成為一個網格狀的整體剛性結構。通過以上防變形的措施,最后焊接完成后罐底的平面度達到30 mm以下,滿足規范的要求。
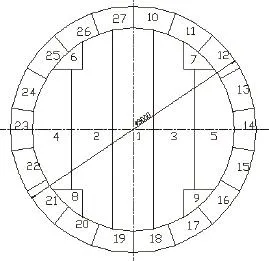
圖2 焊縫排布圖
2.3.2筒體的焊接
低放廢液貯罐的筒體主要由幅寬1 500 mm,長6 000 mm,厚度為6 mm的不銹鋼板拼接而成。筒體的焊接順序是先將罐底就位,然后在將最下面的第一層焊接到罐底上,再將第二層焊接在第一層上,依次類推完成筒體的焊接。在焊接前通過焊縫結構分析,確定采用的焊接變形的控制方法為剛性固定法、反變形法、由內向外的順序焊接法。
在焊接前,先制作一個外徑與筒體的內徑相同環形鋼結構,將第一層筒體與罐底、環形鋼結構點焊固定后施焊。在焊接順序的選擇上,首先是第一層的各不銹鋼板端頭縱縫焊接完成(留一個到兩個焊縫不焊,作為自由端),然后再焊接與罐底的環縫,依次類推焊接上面幾層的筒體。在焊接時也采用了反變形的方法和剛性固定法。
2.3.3罐頂的焊接
罐頂的結構為平板上加筋板的結構,根據其結構形式排布出如圖3所示的 焊縫排版圖。焊接時將筋板覆蓋的焊縫處焊接,再將筋板組對到排布好的不銹鋼板上進行焊接,使筋板成為一個整體的剛性結構件,然后將罐頂在徑向按照筋板的排布分為3個區域。首先將最內側的區域的筋板與不銹鋼板斷續交錯焊接,以便對其進行剛性固定,然后完成該區域不銹鋼板的對接焊接。按照同樣的順序完成中部區域和最外側區域的焊接。最后完成筋板與不銹鋼圓板的整體焊接。在防焊接變形的控制上也采用了剛性固定法和反變形法。
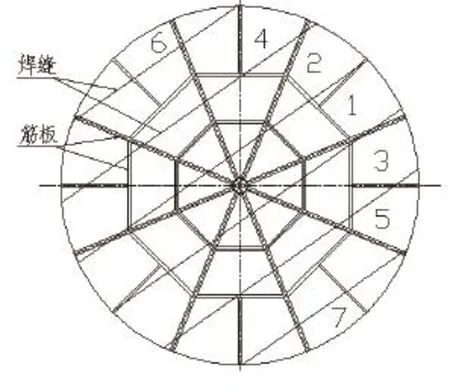
圖3 焊縫排版圖
通過以上的焊接變形的控制方法和工藝措施,完成了低放廢液貯罐的焊接工作,使焊接完成的貯罐達到圖紙和規范的要求,對三廢工程的質量和工程進度提供了有力的保障。
3 結論
通過低放廢液貯罐的制作,使反變形法、剛性固定法、合理焊接順序法、輸入能量控制法等防止焊接變形的方法從理論推算到工程實踐的應用,達到有機的結合,使我院在大直徑薄板貯罐的制作中積累了豐富的經驗。
[1] 陳祝年編 .焊接工程師手冊[M].機械工業出版社.
[2] 中國機械工程學會焊接學會編.焊接手冊[M]. 機械工業出版社.
[3] 傅榮柏編 .焊接變形的控制與矯正[M]. 機械工業出版社.
TM754
A
1671-0711(2016)08(下)-0070-02
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
