UG8.5在殼體模具型腔數控加工中的應用
2016-11-10 06:48:29高穎穎李明亮張靖濤
大眾科技 2016年2期
高穎穎 李明亮 張靖濤
UG8.5在殼體模具型腔數控加工中的應用
高穎穎1李明亮2張靖濤2
(1.河南工業技師學院,河南 鄭州 450007;2.鹽城工業職業技術學院,江蘇 鹽城 224005)
數控加工是指在數控機床上進行零件加工的一種工藝方法,它是解決零件品種多變、批量小、形狀復雜、精度高等問題和實現高效化和自動化加工的有效途徑。文章介紹了模具型腔的開粗刀路探究并詳細列舉各種加工方法對刀路軌跡的影響。利用UG8.5這款軟件進行了某殼體模具型腔的三維建模、型腔的開粗、型腔的二次開粗,3D、2D、基于層、剩余銑等二次開粗方法進行比較,生成能讓數控機床識別的G代碼。
殼體模具;型腔;數控加工
1 引言
經過時代的發展、科技的進步,CAM/CAD技術日益成熟。通過對CAM/CAD技術的研究和學習,數控加工已經是工業生產中不可或缺的一部分。該軟件提供了一個基于過程的產品設計環境,使產品的開發從設計到加工真正實現了數據的無縫集成,極好地優化了產品設計與制造,大大縮短了產品的從開發設計到制造的周期,節省了材料、資源、時間和經費[1]。
CAM/CAD技術在我國已經相當成熟,各種殼體產品也成了大眾生活中不可或缺的一部分,在工業中也是占有霸主地位。模具中的型腔是模具組成的重要部分,型腔的加工精度與技術要求都比較高,型腔的精度直接決定產品是否合格,通過型腔的合理設計與加工能有效的減少加工時間、材料、資源、經費。
2 模具型腔的加工與刀路優化探究
利用UG8.5中的加工命令對型腔進行加工生成數控機床能夠識別的G代碼,用計算機自動編程的好處是在編程過程中,除了分析圖樣和制定工藝方案由人工進行外,其余均由計算機輔助完成。手工編程的極限為2.5軸加工,而采用自動編程可以達到3~5軸聯動加工,制動編程完全能勝任復雜形狀零件的編程。自動編程可有效提高編程效率幾十倍至上百倍,解決了手工編程無法解決的許多復雜零件的編程難題。所以在此筆者采用UG8.5對型腔進行加工。
如圖1所示材料大小為122×122mm型腔最小間隙為3.11mm,最小圓角半徑為1.01°為了提高加工效率開粗時筆者將忽略最小間隙。
(1)為了使加工時方便對刀,創建塊將MCS放到工件中心。
(2)創建WORKPIECE選擇部件為工件,毛坯為之前創建的塊。(3)準備工作做好后開始工件的開粗:創建工序型腔銑。
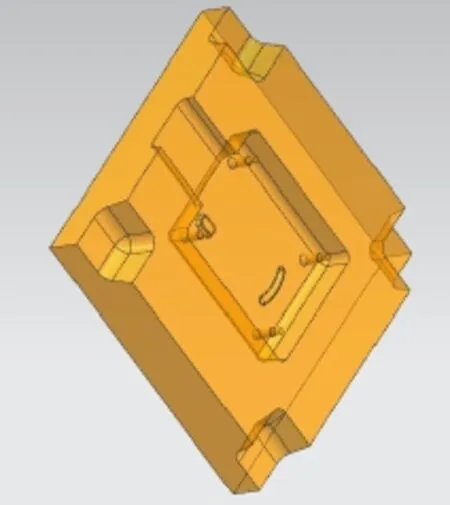
圖1 模具型腔
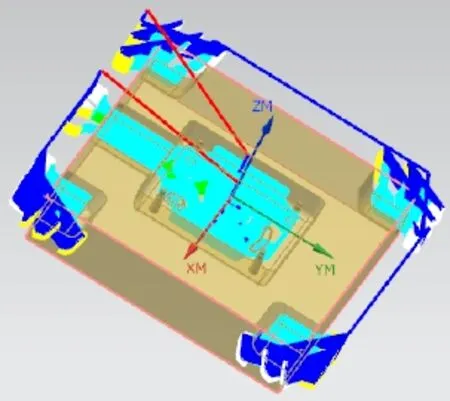
圖2 整體加工
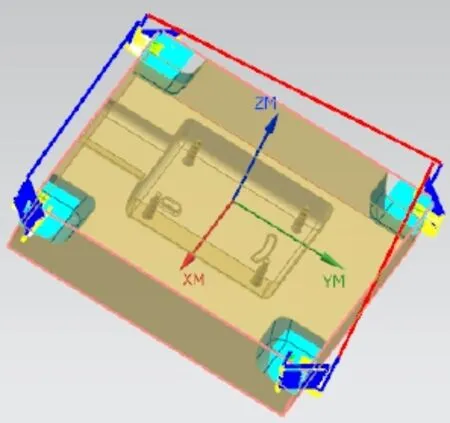
圖3 虎口加工
a.選用刀具為D12立銑刀。
b.如上圖所示圖2是將型腔虎口一起加工,圖3是獨立加工虎口位置為了提高加工的效率減少跳刀減少加工時間筆者選擇圖3的加工方式。
c.工件已加工表面與待加工表面間的垂直距離稱為背吃刀量。背吃刀量是通過切削刃基點并垂直于工作平面的方向上測量的吃刀量,是每次進給時車刀切入工件的深度,故又稱為切削深度。根據此定義,如在縱向車外圓時,其背吃刀量可按下式計算:

式中a p——背吃刀量(mm);
d w——工件待加工表面直徑(mm);
dm ——工件已加工表面直徑(mm)。( S
d.設置切削參數切削方向當立銑刀為順銑時刀具切削時會出現欠切的現象,當立銑刀為逆銑時會出現啃刀現象就是所謂的“過切”。
e.為了減少跳刀切削順序為深度優先。
f.進給率和速度的設定:
進給速度v f是指切削刃上選定點相對工件進給運動的瞬時速度。
式中v f——進給速度(mm/s);n——主軸轉速(r/s);f——進給量(mm/s)。6
切削速度 v c::

式中 v c——切削速度 (m/min)dw ——工件待加工表面直徑(mm)n ——工件轉速(r/min)。
在計算時應以最大的切削速度為準,如車削時以待加工表面直徑的數值進行計算,因為此處速度最高,刀具磨損最快。
為了提高加工的速度筆者開粗時盡可能選用大的刀具,一些比較小的間隙可以采用二次開粗來解決,如下圖所示。
如圖4所示采用的切削方式為跟隨部件,圖5采用跟隨周邊的切削方式,跟隨部件適用于凸臺或者是凹凸不平的部件而跟隨周邊適用于內腔的銑削。為了使刀軌整潔方便觀察減少跳刀減少加工時間所以我們采用跟隨周邊的加工方式。
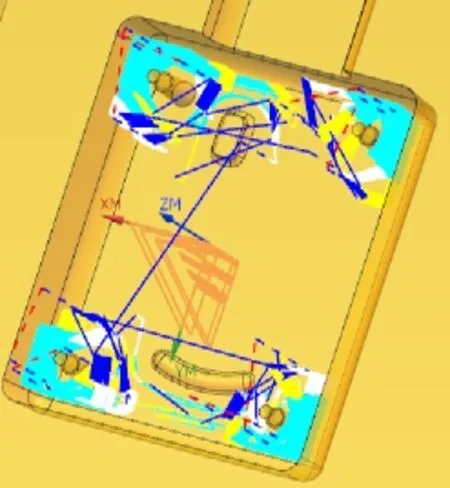
圖4 跟隨部件
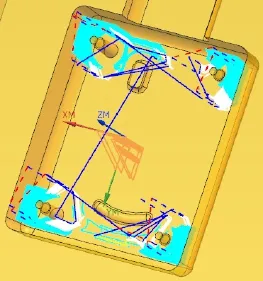
圖5 跟隨周邊
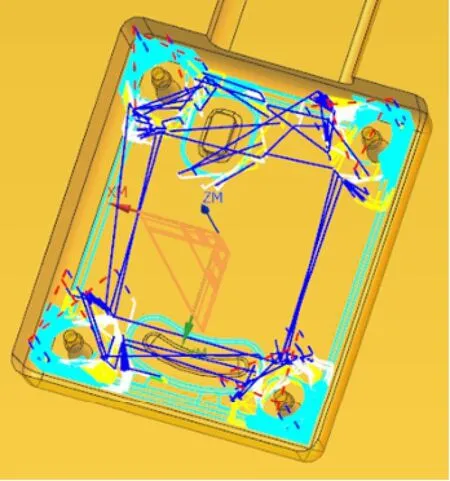
圖6 3D
圖6為3D進行的二次開粗、圖7為基于層進行的二次開粗、圖8為剩余銑進行的二次開粗。
在較簡單工件的數控編程中3D、基于層兩個取得的效果都是一樣的,但是復雜的型腔加工建議使用3D,因為這樣得出來的加工精度更高。因為在使用3D的時候計算機是對整個型腔重新生成后作為依據的,而基于層是以每次加工的層為依據的。所以3D所用的計算時間(程序生成時間)會較長,但精度高,基于層反之。剩余銑加工起來很方便對于開粗過后,但是算刀路很費力,對于簡單一點的,剩余銑后就可以精加工了。
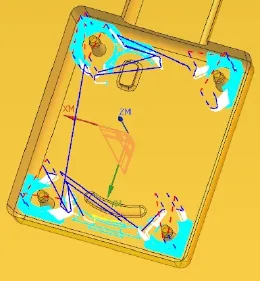
圖7 基于層
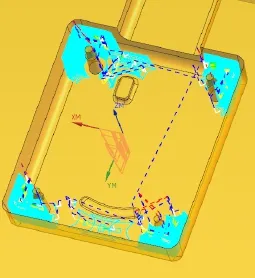
圖8 剩余銑
3 結束語
本文簡單介紹了某殼體模具的型腔的開粗加工,利用NX8.5軟件對型腔進行簡單的計算機自動編程和刀路的優化。
[1] 郭晟,陽彥雄,劉勇,等.NX8.0在殼體模具型腔設計與數控加工中心的應用[J].制造業自動化,2014,36(6):43-46.
[2] 呂小波.UG NX6數控編程經典學習手冊[M].北京:希望出版社,2009.
UG8.5 in shell mold cavity programming and numerical control machining process
Numerical control machining is conducted on numerical control machine tool parts processing craft of a kind of method,it is to address the changing parts varieties, small batch and complex shape, high precision and realize the automatic processing of efficient and effective way. This paper introduces the mold cavity of programming and CNC machining method and process, and various processing methods and the detailed programming code. Using UG8.5 the software for 3 d modeling of a shell mold cavity, cavity of coarse, fixed surface semi-finishing and finish machining, 3d, 2d, simulation, after processing to generate nc machine tools identification of nc code.
Shell mould; cavity; numerical control machining
TG76
A
1008-1151(2016)02-0084-03
2016-01-11
高穎穎(1979-),女,河南洛陽人,河南工業技師學院講師,碩士,研究方向為材料加工工程。
