焊縫跟蹤RBF整定PID控制算法
2016-11-23 04:01:48黃有概高向東
電焊機 2016年1期
黃有概,高向東
焊縫跟蹤RBF整定PID控制算法
黃有概,高向東
(廣東工業(yè)大學機電工程學院,廣東廣州510006)
針對電弧焊接系統(tǒng),研究一種基于徑向基神經(jīng)網(wǎng)絡(luò)與比例積分微分控制相結(jié)合的焊縫跟蹤控制新方法。在建立基于視覺傳感的電弧焊焊縫跟蹤系統(tǒng)的基礎(chǔ)上,分析系統(tǒng)運動機構(gòu)原理并研究兩相混合式步進電機驅(qū)動焊炬運動數(shù)學模型,結(jié)合研究對象進行計算機仿真研究。試驗結(jié)果表明,基于徑向基整定比例積分微分的控制方法能夠有效提高焊縫跟蹤性能。
焊縫跟蹤;混合式步進電機;RBF神經(jīng)網(wǎng)絡(luò);PID控制
0 前言
焊接是一個非常復(fù)雜的過程,影響焊接的因素具有不確定、非線性的特點。在電弧焊過程中,準確地識別焊縫位置和精確的焊縫跟蹤是保證焊接質(zhì)量的前提[1]。常規(guī)PID控制器結(jié)構(gòu)簡單、算法實用、控制效果良好,大量應(yīng)用于工業(yè)過程控制中。但是,對于工程實際中多輸入多輸出系統(tǒng),系統(tǒng)內(nèi)部的關(guān)聯(lián)耦合以及對象參數(shù)的復(fù)雜性與不確定性,導致了常規(guī)PID控制系統(tǒng)控制效果不理想。因此,在焊縫自動跟蹤系統(tǒng)中采用經(jīng)典控制的理論和方法進行控制,在實際焊接生產(chǎn)中往往得不到令人滿意的結(jié)果。為了使控制器具有較好的自適應(yīng)性,實現(xiàn)控制器參數(shù)的自動調(diào)整,采用神經(jīng)網(wǎng)絡(luò)控制的方法。徑向基(RBF)神經(jīng)網(wǎng)絡(luò)是一種具有單隱層的三層前饋網(wǎng)絡(luò),它模擬了人腦中局部調(diào)整、相互覆蓋接受域的神經(jīng)網(wǎng)絡(luò)結(jié)構(gòu),是一種局部逼近網(wǎng)絡(luò),能以任意精度逼近任意非線性函數(shù)[2]。文獻[3-4]采用RBF神經(jīng)網(wǎng)絡(luò)來辨識非線性系統(tǒng),自適應(yīng)整定PID參數(shù)以實現(xiàn)對復(fù)雜系統(tǒng)的控制,結(jié)果顯示比常規(guī)PID控制具有超調(diào)量小、較強的魯棒性和適應(yīng)性。利用RBF神經(jīng)網(wǎng)絡(luò)的自學習能力這一特性,并結(jié)合傳統(tǒng)的PID控制理論,構(gòu)造RBF神經(jīng)網(wǎng)絡(luò)PID控制器,實現(xiàn)控制器參數(shù)的自動調(diào)整。針對弧焊過程中焊縫跟蹤控制的這一難點,設(shè)計了一種基于RBF神經(jīng)網(wǎng)絡(luò)與傳統(tǒng)PID控制相結(jié)合的新策略。通過對電弧焊控制系統(tǒng)進行分析和數(shù)學建模,對其控制性能進行試驗分析,提高控制能力和跟蹤精度。
1 電弧焊焊縫跟蹤控制系統(tǒng)
試驗采用鎢極惰性氣體保護焊GTAW(Gastungsten arc welding)焊接方式,試驗裝置是基于視覺傳感器CCD(Charged coupled decvice)的電弧焊焊縫跟蹤系統(tǒng)。視覺傳感器在弧焊機器人智能化控制技術(shù)中起關(guān)鍵作用[5]。如圖1所示,CCD傳感器安裝在焊槍行進方向的前面,用于獲取焊件待焊區(qū)域圖像信息,經(jīng)系統(tǒng)圖像處理后得到焊槍行走路徑。試驗裝置主要由以下部分組成:機架平臺、步進驅(qū)動模塊、步進電機、圖像采集模塊、CCD攝像機、繼電器控制模塊、工控機、焊接系統(tǒng)。
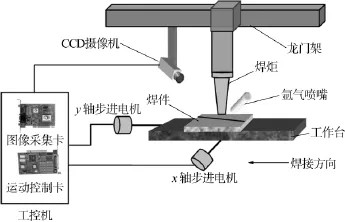
圖1 基于視覺傳感的焊接控制系統(tǒng)
焊接過程某一時刻CCD傳感器采集到的圖像如圖2所示,相對應(yīng)的焊后焊縫圖像如圖3所示。
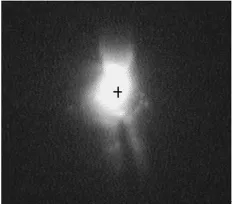
圖2 GTAW焊接采集的焊接區(qū)圖像
2 步進電機數(shù)學模型
試驗系統(tǒng)平臺有底座x軸、底座y軸、龍門架x軸和龍門架y軸四個軸。各軸均采用滾珠絲桿螺母機構(gòu)傳動,龍門架兩軸構(gòu)成與工作臺平面相垂直的平面運動,主要控制焊炬和CCD的位置,實現(xiàn)焊炬的快速定位。底座x、y軸是控制工作臺和焊件的運動,y軸控制工作臺的進給運動,x軸主要用于糾偏。在焊縫跟蹤系統(tǒng)中,CCD傳感器與焊炬剛性連接,因此焊接前通過檢測焊縫中心位置即可得到焊縫中心與焊炬的偏差[6]。

圖3 GTAW焊后采集的焊件圖像
建立二相混合式步進電機的數(shù)學模型是對自動電弧焊控制系統(tǒng)進行分析和研究的前提。由于步進電動機是一類高度非線性的裝置,要得到其模型的精確描述以及參數(shù)的精確測定都比較困難。因此,在研究二相混合式步進電動機時做了如下簡化和假定:在不計定子極間和端部的漏磁、不計永磁體回路的漏磁、忽略磁滯和渦流的影響、忽略飽和的影響、忽略定子線圈自感的諧波分量等影響的情況下,對其數(shù)學模型進行分析[7]。
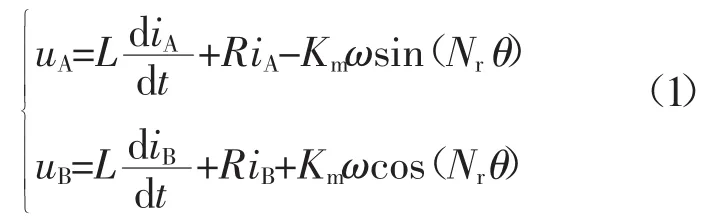
電壓平衡方程為
轉(zhuǎn)子力矩平衡方程為

轉(zhuǎn)速與角度關(guān)系方程為

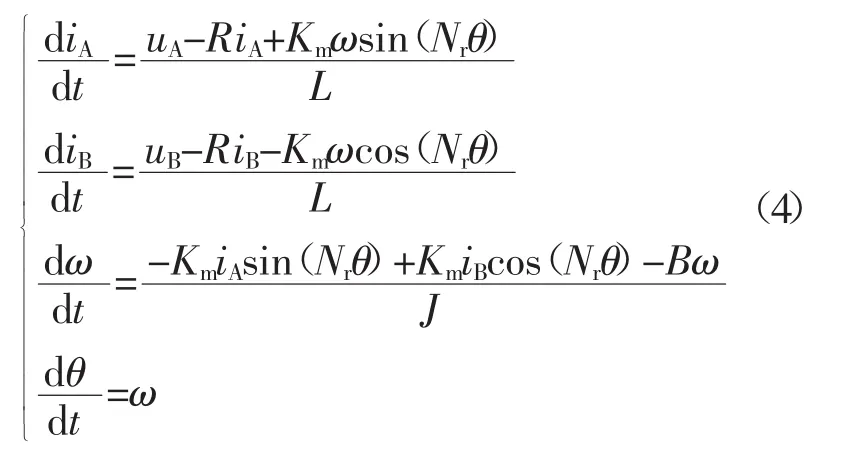
式中uA、uB及iA、iB分別為兩相的電壓和電流;R和L為繞組電阻和電感;θ,ω,Km,Nr分別為電動機的轉(zhuǎn)動角度及角速度、反電動勢系數(shù)及轉(zhuǎn)子齒數(shù);Te,J,B,TL為混合式步進電動機的電磁轉(zhuǎn)矩、轉(zhuǎn)動慣量、粘滯阻尼系數(shù)及負載轉(zhuǎn)矩。
式(1)~式(3)組成兩相混合式步進電機的數(shù)學模型,其微分方程形式為[7]
同時也可以用傳遞函數(shù)形式表示為[8]

3 RBF神經(jīng)網(wǎng)絡(luò)PID控制
RBF神經(jīng)網(wǎng)絡(luò)PID控制是RBF神經(jīng)網(wǎng)絡(luò)應(yīng)用于PID控制并與傳統(tǒng)PID控制相結(jié)合而產(chǎn)生的一種新型控制方法。與BP網(wǎng)絡(luò)相比,徑向基網(wǎng)絡(luò)是一種三層前向網(wǎng)絡(luò),由輸入到輸出的映射為非線性,而隱含層空間到輸出空間的映射為線性,可加快學習速度并避免局部極小問題[9]。
在RBF網(wǎng)絡(luò)結(jié)構(gòu)中,輸入向量為X=[x1,x2,…,xn]T,設(shè)RBF網(wǎng)絡(luò)的徑向基向量為h=[h1,h2,…,hm]T,其中hj為高斯基函數(shù)[2]

式中cj為網(wǎng)絡(luò)第j個節(jié)點的中心矢量的變量;bj為節(jié)點j的基寬度參數(shù)且大于零。
辨識網(wǎng)絡(luò)的輸出為

式中wj為網(wǎng)絡(luò)權(quán)向量的變量。
辨識器的性能指標函數(shù)為

式中y(k)為網(wǎng)絡(luò)的輸出。
基于RBF神經(jīng)網(wǎng)絡(luò)的PID自適應(yīng)控制系統(tǒng)原理如圖4所示。由神經(jīng)網(wǎng)絡(luò)在線辨識得到梯度信息,PID參數(shù)根據(jù)梯度信息在線調(diào)整,適應(yīng)系統(tǒng)參數(shù)的變化,使系統(tǒng)的控制品質(zhì)得到改善。
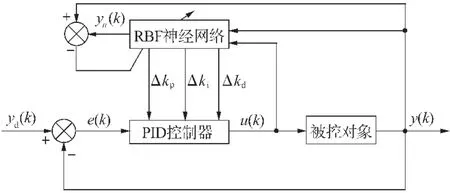
圖4 基于RBF神經(jīng)網(wǎng)絡(luò)整定PID原理
在電弧焊焊縫跟蹤系統(tǒng)中,被控對象包括二相混合式步進電機、運動工作臺和焊件等。試驗選用二相混合式步進電機的步距角為1.8°,驅(qū)動器細分倍數(shù)為8,底座平臺x軸滾珠絲杠螺距1 mm,x軸步進電機的脈沖當量可根據(jù)式(9)計算
同時可知,位移y(k)與電動機轉(zhuǎn)角θ之間的關(guān)系可表示為y(k)=θ/360。
基于RBF神經(jīng)網(wǎng)絡(luò)整定的PID控制原理如下[2]。
PID控制器采用增量式算法,控制誤差為

式中yd(k)和y(k)分別為輸入和輸出。
控制器PID的三項輸入分別為
則PID控制算法為[2]

系數(shù)kp,ki,kd由RBF神經(jīng)網(wǎng)絡(luò)進行整定,整定性能指標函數(shù)為

由梯度下降法得到kp,ki,kd的調(diào)整公式為
式中
4 焊炬運動控制算法仿真
試驗選用二相混合式步進電動機,轉(zhuǎn)子齒數(shù)Zr=50,額定電流I=3 A,靜轉(zhuǎn)矩1.25 N·m,起動轉(zhuǎn)矩6.8 N·cm,繞組電阻R=1.1 Ω,繞組電感L=1.7 mH,電機的轉(zhuǎn)動慣量為3.4×10-7kg·m2,負載轉(zhuǎn)動慣量為2.85×10-6kg·m2,粘滯阻尼系數(shù)B=0.03 kg·m2/s。
根據(jù)式(5)并考慮到負載,相應(yīng)被控對象的傳遞函數(shù)為

采樣時間為1 ms,采用Z變換對G(s)進行離散化,經(jīng)過Z變換后的被控對象為

式中num和den為離散化系數(shù)。
在RBF網(wǎng)絡(luò)中,網(wǎng)絡(luò)辨識的三個輸入為:y(k)、y(k-1)、Δu(k),網(wǎng)絡(luò)的學習速率均為0.45。為了比較RBF神經(jīng)網(wǎng)絡(luò)PID和普通PID的控制效果,分別對兩種控制算法進行階躍信號跟蹤仿真,仿真中取系統(tǒng)的輸入信號為1的階躍信號,仿真結(jié)果如圖5所示。
由圖5可知,RBF神經(jīng)網(wǎng)絡(luò)整定PID控制與傳統(tǒng)PID控制相比,調(diào)節(jié)速度快、調(diào)整時間短,說明該算法具有更好的控制特性。
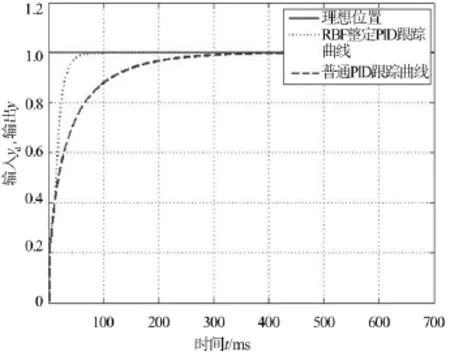
圖5 兩種不同方法的電機控制系統(tǒng)PID控制曲線
5 結(jié)論
研究了基于兩相混合式步進電機的位置閉環(huán)控制系統(tǒng),并對焊縫位置的跟蹤采用RBF神經(jīng)網(wǎng)絡(luò)整定PID的控制策略。由試驗結(jié)果可知,RBF神經(jīng)網(wǎng)絡(luò)PID控制的響應(yīng)效果較傳統(tǒng)的PID控制迅速、穩(wěn)定,有效地改善了步進電動機控制系統(tǒng)的動態(tài)性能。將基于RBF神經(jīng)網(wǎng)絡(luò)PID控制器應(yīng)用于電機控制系統(tǒng)的PID參數(shù)尋優(yōu)中,解決了普通PID控制器在控制時變、非線性系統(tǒng)中所出現(xiàn)的問題,為電弧焊焊縫跟蹤系統(tǒng)的控制提供了一條新的思路。
[1]高向東,羅錫柱.基于卡爾曼濾波的焊縫檢測技術(shù)研究[J].機械工程學報,2004,40(4):172-176.
[2]劉金琨.先進PID控制MATLAB仿真(第3版)[M].北京:電子工業(yè)出版社,2011.
[3]高向東,莫玲.焊縫偏差RBF神經(jīng)網(wǎng)絡(luò)預(yù)測算法[J].焊接學報,2011,4(33):1-5.
[4]WeiqiangYue,ShuxingFeng,QiangZhang.AnAuto-adaptive PID Control Method Based on RBF Neural Network[A].2010 3rd InternationalConferenceonAdvancedComputerTheory and Engineering[C].Chengdu:IEEE,2010.
[5]陳華斌,黃紅雨,林濤,等.機器人焊接智能化技術(shù)與研究現(xiàn)狀[J].電焊機,2013,43(4):8-15.
[6]陳章蘭,高向東.基于視覺傳感的焊縫中心檢測技術(shù)研究[J].電焊機,2005,35(2):58-61.
[7]劉川,劉景林.基于Simulink仿真的步進電機閉環(huán)控制系統(tǒng)分析[J].測試技術(shù),2009,28(1):44-49.
[8]周碧書.步進電機的傳遞函數(shù)研究法[J].微電機,1988(1):9-14.
[9]劉澤華,高亞奎.RBF-PID控制在防滑剎車系統(tǒng)中的應(yīng)用研究[J].計算機仿真,2010,10(27):24-28.
Control algorithm of PID adjusted by RBF neural network for seam tracking
HUANG Yougai,GAO Xiangdong
(School ofElectromechanical Engineering,GuangdongUniversityofTechnology,Guangzhou 510006,China)
A new approach is proposed for seam tracking based on PID(proportion,integral,derivative)control adjusted by RBF(radial basis function)neural network during arc welding.After the establishment of seam tracking system based on machine vision,the movement mechanism of seam tracking system and mathematical model of hybrid stepping motor were analyzed.Then the computer simulation for seam tracking system was investigated.The experimental results showed that the performance of seam tracking could be promoted by the proposed algorithm based on the combination of PID and RBF neural network.
seam tracking;hybrid stepping motor;RBF neural network;PID control
TG409
A
1001-2303(2016)01-0014-04
10.7512/j.issn.1001-2303.2016.01.04
2014-12-20;
2015-10-07
廣東省自然科學基金資助項目(10251009001000001);高等學校博士學科點專項科研基金資助項目(20104420110001)
黃有概(1985—),男,廣東人,在讀碩士,主要從事焊接自動化的研究。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
