基于方差分析法的C-276合金脈沖電流自動化鎢極氣體保護電弧焊參數優化
2016-12-06 02:19:20鄭傳琴王海娜
電焊機 2016年2期
關鍵詞:實驗
鄭傳琴,王海娜
(河南農業職業學院,河南鄭州451450)
基于方差分析法的C-276合金脈沖電流自動化鎢極氣體保護電弧焊參數優化
鄭傳琴,王海娜
(河南農業職業學院,河南鄭州451450)
優化C-276合金脈沖電流自動化鎢極氣體保護電弧焊參數有著重要的意義。采用田口方法,設計了擁有4個焊接參數(脈沖電流、基值電流、脈沖電流占空比和脈沖頻率),3個水平等級,9組實驗方案的正交實驗,利用方差分析每個焊接參數的貢獻百分比。實驗結果表明,當脈沖電流、基值電流、脈沖電流占空比和脈沖頻率分別為165 A、77 A、60%和5 Hz時,焊件具有最大的熔深。
田口方法;C-276合金;脈沖電流自動化鎢極氣體保護電弧焊
0 前言
C-276合金的焊接在軍艦和其他工業方面具有廣泛的應用,但研究C-276合金脈沖電流自動化鎢極氣體保護電弧焊參數對焊接熔深和焊縫的幾何形貌的影響還不是很多。在此主要研究了脈沖電流鎢極氣體保護電弧焊參數對焊接熔深和焊縫的幾何形貌方面影響。
1 實驗方法
以4 mm厚的熱軋C-276合金板材為研究對象,質量分數為w(Mo)=16.35%、w(Cr)=15.82%、w(W)=3.44%、w(Co)=0.05%、w(Mn)=0.40%、w(Fe)=6.06%,余量為Ni。焊接過程中采用KEMPI DWE焊接機器手動焊接,焊接方法為脈沖電流鎢極氣體保護電弧焊。首先采用Minitab-16軟件設計焊接參數,然后應用田口方法設計具有4個焊接參數(脈沖電流、基值電流、脈沖電流占空比,脈沖頻率)、3個水平等級、9組實驗方案的正交實驗,其中脈沖電流、基值電流、脈沖電流占空比,脈沖頻率分別用A、B、C、D表示。焊接前將C-276合金板材用丙酮溶液清洗干凈。焊接過程中高純度的氬氣作為保護氣體,流速15 L/min。對焊接后截面組織進行觀察,檢測焊接缺陷,同時測量焊接熔深。
2 基于田口法的實驗方案設計
采用田口方法設計最少的正交實驗方案,正交性意味著每一個因素都單獨計算,相互之間互相不影響,四個焊接因素正交后的三個焊接等級如表1所示。由表1可知,每個因素均有三個等級,因此每個因素的自由度為2。考慮所有因素后的自由度為8。因此采用田口方法設計了9組實驗,包含4個焊接參數,3個焊接等級,自由度為8的L9(34)的正交實驗。
3 實驗結果與討論
3.1計算最優水平等級
按照表1中設計的正交方案進行焊接,焊后的焊道形貌如圖1所示,表面無明顯焊接缺陷。焊道橫截面的宏觀形貌如圖2所示。通過橫截面形貌計算的熔深如表2所示。
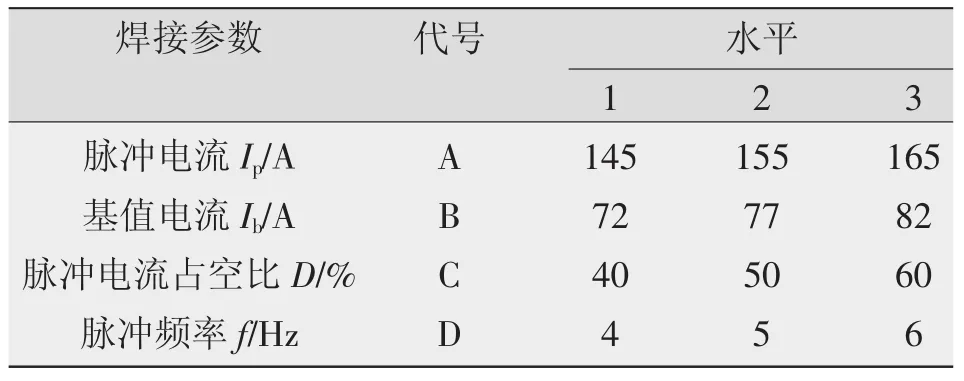
表1 焊接參數

圖1 9組正交實驗的宏觀焊道形貌
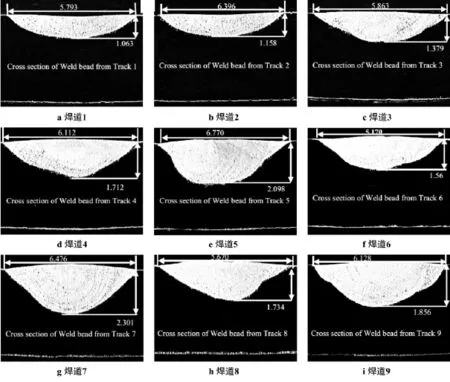
圖2 焊道橫截面組織
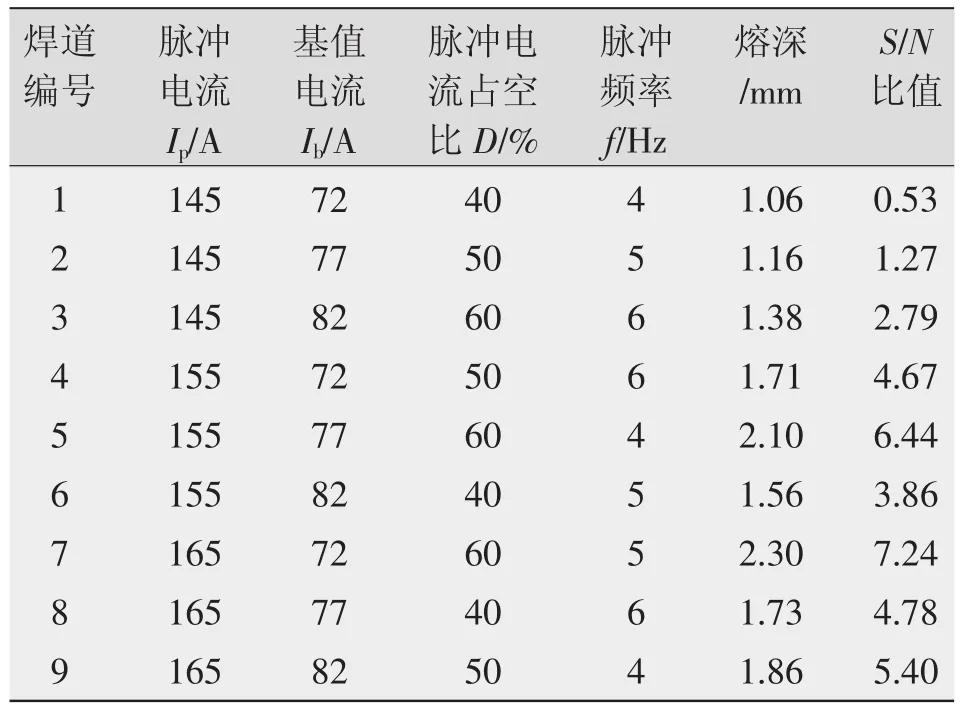
表2 實驗方法計算的熔深和S/N比
一般情況下,衡量焊件的質量特性有三個,分別為越高越好(HB)、越低越好(LB)以及名義上更好(NB)[6]。在本研究中將熔深作為焊件的一個特性,因為熔池深度越深越好,因此S/N選擇HB特性來衡量,計算公式

式中S/N為性能統計;n為一組實驗的重復次數;Yi為第ith組實驗的性能。本實驗均為單道焊接,所以n=1,因此上述式(1)可以改寫為式(2)

按照上述公式計算9組正交實驗的S/N,結果如表2所示。考慮所有的因素,S/N的最大值所對應的焊接參數即為優化值。為了進一步研究每個焊接因素對熔深的影響,需要計算每個因素條件下的S/N值,單一因素影響下的S/N值可以通過計算不同水平下的S/N值的平均值來獲得。例如,通過計算實驗1、實驗6和實驗8的S/N的平均值即可獲得脈沖電流占空比這個因素在水平等級為1時的S/N值,采用相同的計算方法可以獲得每個因素在每個水平等級的S/N值,結果如表3所示。對不同水平等級下的每個參數的平均S/N值進行研究,結果如圖3所示。由圖3可知,脈沖電流和脈沖電流占空比對S/N值的影響較大,S/N值隨著基值電流和脈沖頻率的增加幾乎不發生變化,其中脈沖電流對S/N值的影響最大。由圖3a可知,脈沖電流在145~155A變化時,S/N值的增加速率較快;脈沖電流在155~165 A變化時,S/N值的增加速率相對減慢。由此說明,脈沖電流會強有力地影響熔池深度。圖3b和圖3d分別為S/N值隨基值電流和脈沖頻率的變化規律,幾乎為水平的。正如前言中所提,脈沖電流在獲得足夠熔深過程中起到了至關重要的作用,而基值電流的存在則具有提供穩定電弧的作用。圖3c為S/N值隨脈沖電流占空比的變化規律,S/N呈現不斷增加的趨勢,與40%~50%之間的S/N變化規律相比,在脈沖電流占空比在50%~60%之間的S/N值增加速率相對更大,在60%的時候具有最大的熔深(例如圖2g的焊道7),在脈沖電流占空比為40%的時候焊道具有最小的熔深(如圖2a的焊道1),這是因為隨著脈沖電流占空比的降低,脈沖電流降低。采用田口方法優化脈沖電流鎢極氣體保護電弧焊參數如表3所示,考慮焊接因素A、B、C,D可知,A3、B2、C3和D2時的S/N值最大,因此可以認為A3、B2、C3和D2條件下的脈沖電流鎢極氣體保護電弧焊參數為最優值,結果如表4所示。
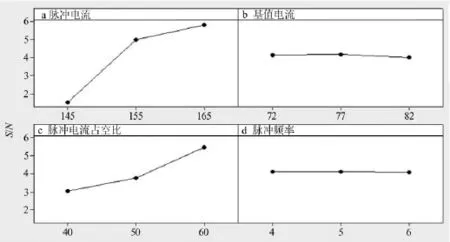
圖3 S/N比值隨著焊接參數的變化規律
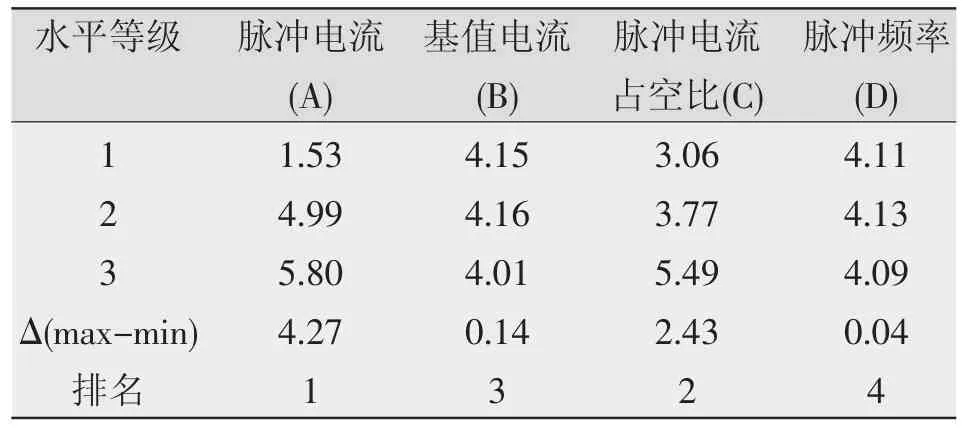
表3 每個因素在不同水平等級的S/N值
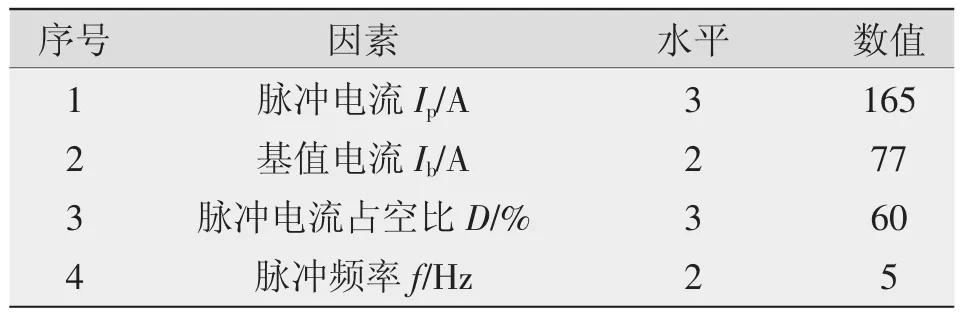
表4 優化后的焊接參數
3.2方差分析
利用方差研究不同因素之間的相對重要性。在方差分析結果的過程中,SST為平方和,D為自由度,V為方差,P為整個方差中的貢獻百分比,計算公式如式(3)~式(6)所示。

式中SST為總的平方和;m為總的實驗次數;ηi為在ith次實驗中的S/N值。

式中SSP為所考慮的實驗因素的平方和;P為其中的實驗因素;j為P這個實驗因素所在的水平等級;t為每個因素在每個水平的重復次數;Sηj為在水平等級j的這個因素的S/N值的總和。

式中VP為實驗因素的方差;DP為每個因素的自由度。

式中PP為每個單一因素對總方差的貢獻百分比。采用方差分析結果的方法得到的每個因素對總方差的貢獻百分比如表5所示。
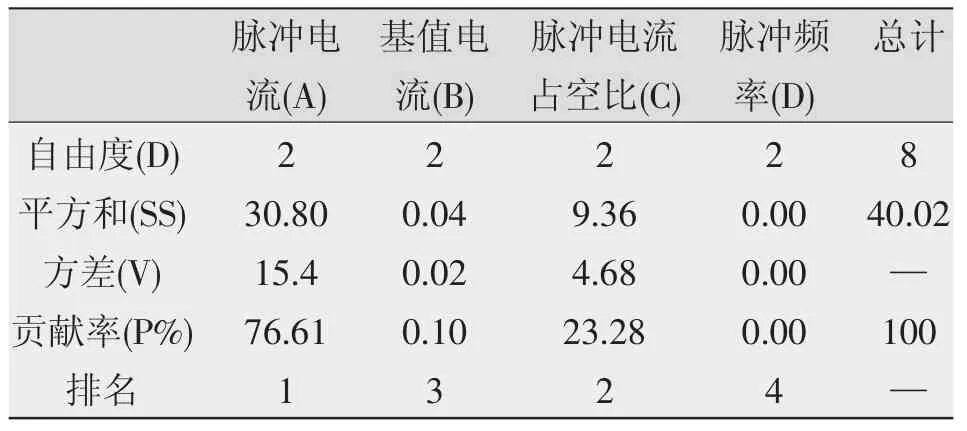
表5 利用方差分析熔深
方差分析結果表明,與其他焊接參數相比,脈沖頻率對熔深的影響最小,脈沖參數和脈沖電流占空比對熔深的影響很大,脈沖頻率對熔深的影響達到了76.61%,基值電流和脈沖頻率對熔深的影響可以忽略,熔深貢獻率僅為0.00%和0.10%。在方差分析中,如果誤差(Pe)對總方差的貢獻比例低于15%,在實驗中設計的重要因素將不會缺失。
3.3驗證實驗
為了驗證田口方法設計實驗的準確性,按照表4中的最優參數進行實驗。可以采用式(7)預測最優參數下的S/N比值

式中[S/N]m為所有S/N的平均值;[S/N]i為在最優水平等級時的S/N平均值;y為影響質量特征的主要設計參數的數量。從表2可以計算得到[S/N]m的值為4.11,由表3可知A3、B2、C3和D2的[S/N]i值分別為5.80、4.16、5.49和4.13。采用式(7)計算可得

采用式(2)估算相應的熔深為2.3 mm。表6為S/N比值、熔深的預測值和實驗值,觀察可知實驗值與預測值非常接近,除了基值電流不同,其余參數和焊道7的參數一樣,而基值電流對熔深的貢獻率為0%,因此可以基本認為焊道7為優化焊接參數后的焊道組織。

表6 驗證實驗結果比較
4 結論
綜上所示,脈沖電流對熔深的影響最大,脈沖電流脈沖電流占空比是影響熔深的第二因素;基值電流和脈沖頻率對熔深的影響較小。熔深的預測值與實驗值基本接近;采用田口方法對C-276合金脈沖電流鎢極氣體保護電弧焊進行優化后的參數為:脈沖電流165 A,基值電流77 A,脈沖電流脈沖電流占空比60%,脈沖頻率5 Hz。
[1]P Jernstrm,J Uusitalo.采用熔化極氣體保護電弧焊的先進管道焊接技術[J].電焊機,2014,44(5):19-22.
[2]丁強,華勝,李力,等.TDW5000E超高頻脈沖方波氬弧焊機的研制[J].電焊機,2014,44(5):33-38.
[3]文元美,黃石生,劉桂雄.脈沖TCGMAW電流脈沖電流占空比對熔滴過渡和焊縫成形的影響[J].電焊機,2012,42(2):5-10.
[4]解生冕,吳開源,文元美,等.脈沖頻率對TCGMAW熔滴過渡行為的影響[J].焊接學報,2012(3):69-72,116.
[5]文元美,黃石生,劉桂雄.脈沖TCGMAW電流頻率對熔滴過渡與焊縫成形的影響[J].華南理工大學學報(自然科學版),2011(11):88-91,103.
[6]張剛,黃健康,石玗,等.基于脈沖電流參數的鋁合金脈沖MIG焊過程控制[J].焊接學報,2013(12):59-62.
C-276 alloy variance analysis of pulsed current gas tungsten arc welding parameters optimization based on electrical protection
ZHENG Chuanqin,WANG Haina
(He′nan Vocational College of Agricultrue,Zhengzhou 451450,China)
It′s significant to study optimizing C-276 alloy pulsed current gas tungsten arc welding parameters.In this paper,using the Taguchi method,designed with 4 welding parameters(pulse current,base current,pulse duty ratio and pulse frequency),3 levels,orthogonal experiment with 9 groups of experimental program,the percentage contribution of each welding parameters using variance analysis.The experimental results showed that,when the pulse current,base current,pulse duty ratio and pulse frequency were 165 A,77 A,60%and 5 Hz,with the maximum penetration welding.
taguchi methods;C-276 alloy;tungsten electrode gas shielded arc welding of pulse current
TG432
A
1001-2303(2016)02-0069-05
10.7512/j.issn.1001-2303.2016.02.15
2015-04-21
鄭傳琴(1979—),女,河南商丘人,碩士,講師,主要從事電氣自動化與自動控制的教研工作。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
