分段冷補焊在火力汽輪機修復中的應用
2016-12-06 02:19:24李文兵董兵天
電焊機 2016年2期
李文兵,董兵天
(1.四川航天職業技術學院,四川成都610066;2.甘肅有色冶金職業技術學院,甘肅金昌737100)
分段冷補焊在火力汽輪機修復中的應用
李文兵1,董兵天2
(1.四川航天職業技術學院,四川成都610066;2.甘肅有色冶金職業技術學院,甘肅金昌737100)
在火力汽輪機自動主汽門結合面大型鑄鋼件裂紋補焊時,因補焊坡口的形狀、位置等原因,無法一次完成敷焊層焊接。通過研究現場結構實際情況,采用分段冷補焊工藝圓滿完成了汽輪機自動主汽門結合面大型鑄鋼件裂紋的修復工作。
大型鑄鋼件;裂紋;冷補焊;鎳基焊條
0 前言
大型鑄鋼件由于可焊性能差,采用熱焊修復的工藝進行補焊時,工藝的實施比較困難,且容易導致工件變形等缺陷,所以一直以來對大型鑄鋼件的補焊都是一個難題[1-2]。為此,大型鑄鋼件裂紋的修復一般采用冷補焊工藝,但容易出現焊接缺陷,故補焊工藝的實施至關重要[3-4]。火電廠發電設備中大量使用大型鑄鋼件,如汽輪機缸體、聯合調速汽門、主汽門等部件,但由于結構設計、制造和運行等因素影響,鑄鋼件易產生裂紋,如不及時修復將嚴重影響機組的正常運行。為此,本研究以甘肅永昌發電有限責任公司使用的大型鑄鋼件2#汽輪機自動主汽門結合面裂紋的補焊為例,分析分段(多次)進行敷焊層和填充層的冷補焊工藝在火力汽輪機修復中的應用。
1 設備缺陷狀況
甘肅永昌發電有限責任公司的2#汽輪機自動主汽門在使用過程中發現結合面上的螺栓孔之間存在裂紋(見圖1),該汽門為大型鑄鋼件,材料為ZG20 CrMoV,其成分見表1。由于裂紋的存在,該設備無法正常使用,若更換主汽門費用高達數十萬元,故考慮采用補焊的方法予以修復。

表1 試驗所用連桿化學成分%
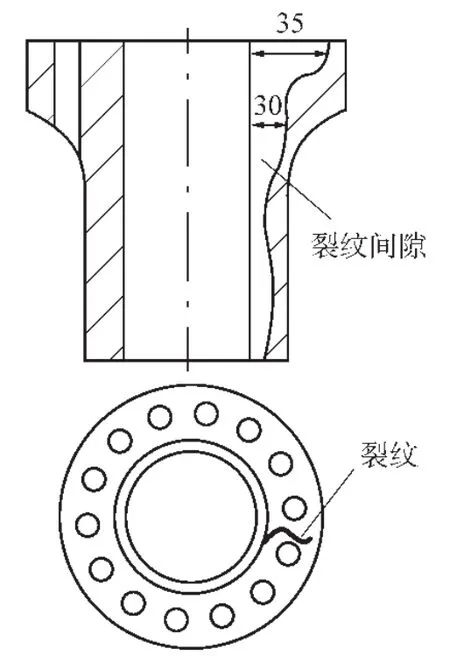
圖1 主汽門裂紋位置示意
2 工藝分析
2.1淬硬性及冷裂紋傾控制
根據表1可知,該材料碳當量約為0.567%~0.86%>0.4%,說明其淬硬性較大,容易出現淬硬組織,若工藝參數控制不當,極易產生焊接冷裂紋。在此采用預熱緩冷的措施,減少淬硬組織的出現[5]。
2.2焊后變形控制
由于該自動主汽門在開關時要求不得向內、向外漏汽,對密封性要求十分嚴格,故結合面不宜打磨,如果自動主汽門出現了焊后變形,將導致設備報廢。同時由于自動主汽門壁厚較大,結構復雜,焊縫收縮時易產生三維拘束力,加上淬硬組織的存在,焊后汽門極易出現變形,嚴重時可能出現焊接冷裂紋和延遲裂紋,也不能采用剛性固定的方法來減小焊件的變形,所以只有從焊接工藝上來考慮減少焊件變形。為此,采用鎳基奧氏體焊條分段(多次)敷焊層和填充層冷補焊工藝,進行該大型鑄鋼件的修復。因為熔敷金屬的線膨脹系數更接近于焊件的珠光體材料,焊縫金屬和母材的結合在靠近熔合線的地方也不易形成脆性的馬氏體層。
2.3控制新裂紋的產生
自動主汽門為體積大的鑄造件,其內部難免存在縮孔、砂眼、疏松等缺陷,在焊接過程中這些缺陷容易產生應力集中,造成新裂紋的出現。為避免新裂紋的產生,工藝上可采用預熱緩冷、焊道交錯、接頭錯開、焊后錘擊等措施消除應力。
3 補焊的實施
3.1焊縫坡口的制作及清理
采用機械方法去除裂紋。制作U型焊接坡口,在消除鑄造缺陷和有限的螺栓孔距的條件下,最終形成如圖2所示的坡口,并采用丙酮將施焊部位及其周圍50 mm范圍內的油、污、雜質清理干凈。
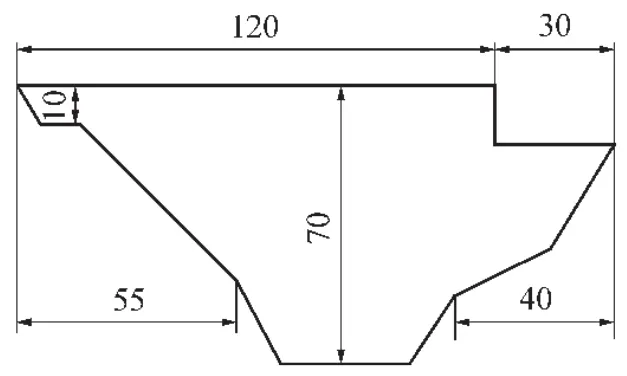
圖2 坡口示意圖
3.2焊條的準備
選用φ3.2mm的ENiCrFe-3型鎳基焊條(Ni317)焊接過度層,采用φ3.2 mm奧氏體焊條(A407)焊接填充層。焊條經200℃~250℃烘烤2 h,用干燥的保溫筒盛裝,運至補焊現場[6]。
3.3焊接設備及工藝參數
選用ZX7-400H時代焊機,采用直流反接的方法,其工藝參數見表2。

表2 焊接工藝參數
3.4分段補焊
3.4.1焊前預熱
由于Ni317型焊條的抗裂性遠好于珠光體耐熱鋼焊條,為降低焊接難度,采用大號烤把將坡口及其周圍預熱到150℃,為焊接過渡層作準備。
3.4.2分段分層補焊
(1)敷焊層焊接。
采用規格為φ3.2 mm的Ni317型焊條,預熱溫度控制在150℃左右并保溫,焊接電流約110 A,焊接時焊條不擺動,每條焊道長度不超過50 mm,分段進行焊接。
(2)填充層焊接.
待敷焊層焊接完畢,檢查無缺陷,緩冷至室溫后,才能進行填充層的焊接。
填充層焊接采用規格為φ3.2 mm的A407型焊條,小電流短道焊,焊道交錯布置,接頭錯開,層間溫度不超過70℃,每條焊道焊后立即進行錘擊消除應力,清除飛濺、死角,同時嚴格控制焊接線能量,如圖3所示。
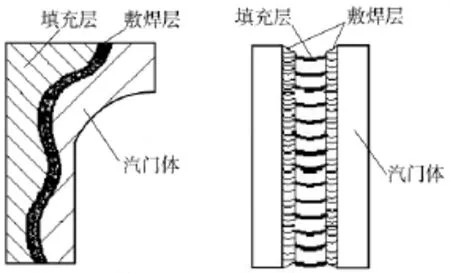
圖3 焊接示意圖
4 焊后檢驗
4.1外觀及表面缺陷檢驗
焊后經緩冷至室溫后進行表面打磨,然后著色探傷,經檢驗補焊區未見缺陷痕跡。
4.2硬度檢驗
硬度檢驗如表3所示。
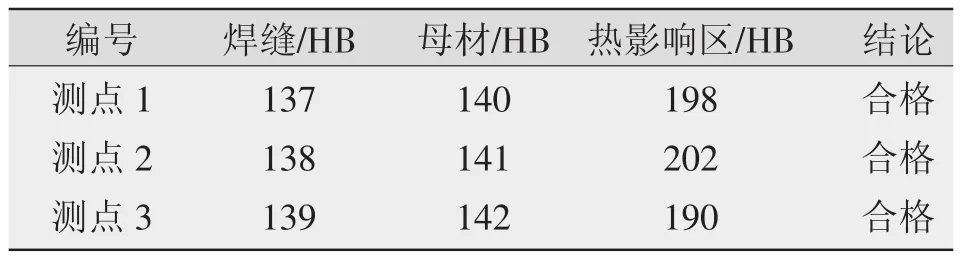
表3 硬度檢驗值
5 結論
大型鑄鋼件在低溫預熱的條件下,采用鎳基焊條敷設過渡層,奧氏體焊條作為填充層,嚴格控制溫度范圍和焊接線能量,采用表面錘擊、多道分段焊等工藝方法,能有效地保證大型鑄鋼件的補焊質量。
[1]黃明忠.大型鑄鋼件的焊接[J].現代機械,2004(6):78-79.
[2]張保吉,趙玉香.鑄鋼件的焊補[J].技術與市場,2013(3):73-75.
[3]姚兵印,李太江.火力發電廠大型鑄鋼件的焊接修復及安全評估[J].電力學報,2011(3):237-240.
[4]陳瑜,彭祖國.大型鑄鋼件裂紋的修復工藝[J].科技創新與生產力,2012(11):72-74.
[5]薛松柏.焊接材料手冊[M].北京:機械工業出版社,2006.
[6]中國機械工程學會焊接協會.焊工手冊[M].北京:機械工業出版社,2006.
Application of the sectioned cold welding process in the repair of cracks in the thermal steam turbine
LI Wenbing1,DONG Bingtian2
(1.Sichuan Science Aerospace Polytechnic,Chengdu 610066,China;2.Gansu Technical College of Nonferrous Metallurgy,Jinchang 737100,China)
When the fire automatic turbine main steam valve of large steel castings with surface crack repair welding,because the shape,location and other conditions welding groove limits,the conventional process technology can not finish in one time welding layer welded,through the actual situation structure research,the sectioned cold welding process completes successfully the automatic turbine main steam valve combination repair working surface crack of large steel castings.
large steel castings;crack;cold welding;nickel electrode
TG457.2
B
1001-2303(2016)02-0102-03
10.7512/j.issn.1001-2303.2016.02.23
2015-06-17
李文兵(1974—),男,副教授,碩士,主要從事焊接專業的教學以及金屬材料熱加工工藝的研究。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
能源工程(2020年5期)2021-01-04 01:29:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
