焊縫變形的研究
2016-12-06 02:19:24王登峰張艷霞
電焊機 2016年2期
王登峰,張艷霞,郭 楠
(1.河南廣播電視大學,河南鄭州450046;2.西安交通大學,陜西西安710049)
焊縫變形的研究
王登峰1,張艷霞1,郭楠2
(1.河南廣播電視大學,河南鄭州450046;2.西安交通大學,陜西西安710049)
針對焊縫處在焊接過程中因產生大量殘余應力而引起的板料發生塑性變形,提出一種基于數字圖像的非接觸在線測量焊接變形的方法,綜合運用數字圖像相關技術和雙目視覺技術,全程跟蹤測量焊縫處關鍵點,獲取變形規律。此方法對研究焊接變形機理有重要的指導意義。
焊縫處;數字圖像相關;雙目視覺;變形測量
0 前言
板料焊接結構件在航空、航天、船舶、汽車等領域應用非常廣泛[1],由于殘余應力引起的焊接變形不可避免,對整個系統的精度產生重要影響。目前國內外研究的熱點主要針對產生焊接變形的殘余應力測量[2-4]以及對焊接變形矯正方法的研究[5-6]。板料焊接變形過程是殘余應力作用的宏觀表現,是獲得變形矯正方法的重要依據,因此,要從根本上解決焊接變形問題,就必須掌握焊接變形規律。
板料結構件的屈曲變形是指在焊接殘余壓應力的作用下,縱向壓應力超過臨界失穩應力,造成局部失穩而產生波浪形,由于焊縫區在電弧經過時溫度從室溫瞬間升高至1 200℃以上,溫度變化大、速度快,傳統的接觸式測量根本無法滿足測量需求,而且焊接時弧光產生的高亮度,使得對焊縫區的變形進行非接觸測量比較困難[7],目前針對焊接屈曲變形沒有有效的檢測手段獲取其變形規律,無法掌握其變形機理,因此成為目前研究焊接失穩變形的一個難題。為了高效、高精度地測量焊接過程中焊縫處及焊縫區變形,本研究提出一種基于數字圖像相關技術與雙目視覺技術相結合的變形計算方法并設計實驗,實時跟蹤焊縫處的變形狀態,從而獲取焊縫處關鍵點的全過程變形曲線。
1 數字圖像相關技術
數字圖像相關技術[8]的核心是對變形前后的兩幅散斑圖像進行相關性計算,其相關程度以相關系數來衡量,數字圖像相關法就是通過求取相關系數的極值來完成變形圖像與參考圖像的匹配,進而得到相應的變形位移。
數字圖像相關法的原理如圖1所示,利用相機獲取物體表面變形前后的數字散斑圖像,然后將物體表面未變形的參考散斑圖像連續分割成m×n個尺寸相同的子區域作為分析對象,子圖像大小為w×w個像素。以參考子圖像的中心點作為待測點,記為C,在變形圖像中,按照設定的相關系數進行相關性計算,通過整像素與亞像素搜索方法及映射函數,并按照已定義的相關系數進行相關性計算尋找與參考子圖像相似度最大的目標子圖像,其中心點C′就是與參考圖像中心點C的變形對應點。對于參考子圖像上的任意點P(x0,y0),在物體產生的變形不僅有平移、轉動等簡單變形,還有伸縮、扭曲等復雜變形的情況下,映射函數不僅有剛性位移量,還需要考慮導數項,采用一階映射函數求取目標子圖像中的變形對應點P′(xi′,yi′)
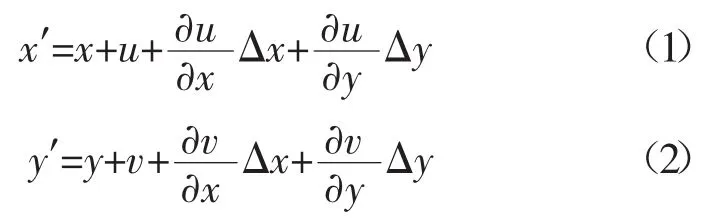
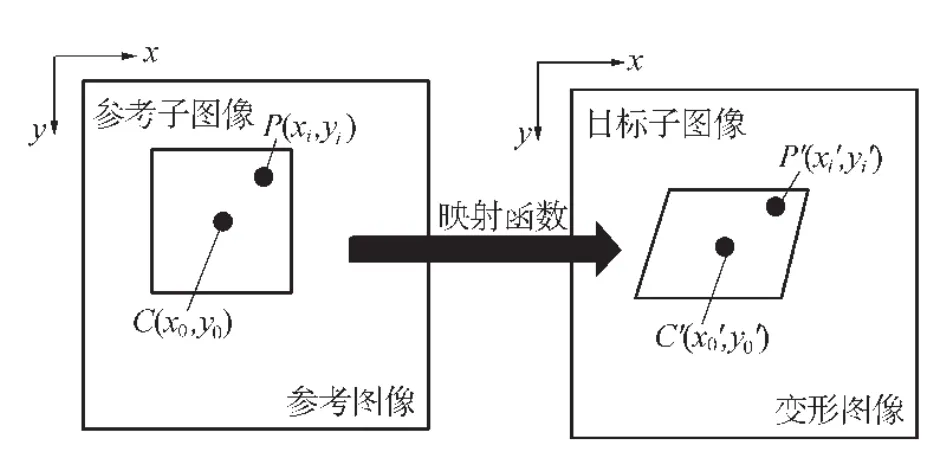
圖1 數字圖像相關法原理示意
3 立體匹配技術
兩相機同時采集試件的同一變形狀態序列圖像如圖2所示,根據雙目視覺外極線幾何關系進行左右立體匹配,將左圖像中感興趣的區域連續分割為規則的圖像子區,子區中心即為待測點,根據極線幾何公式計算待測點在右圖像中的外極線方程,在右圖像中搜索和左圖像中待測點區域最相關的區域時,只需沿著外極線搜索而不必在整個二維圖像上進行搜索,既保證了匹配精度,同時減少了搜索的時間。實現立體匹配后,再根據標定相機的內外參數,就可以實現三維重建。最后,求取匹配對應點,左圖像上某一點在右圖像上的匹配點,理論上在右圖像與之對應的極線方程周圍,在左圖像上以待匹配點為中心做一小區域,計算其灰度值,在右極線附近找到與左圖像灰度值相似的區域,其中心就是此點的匹配點。
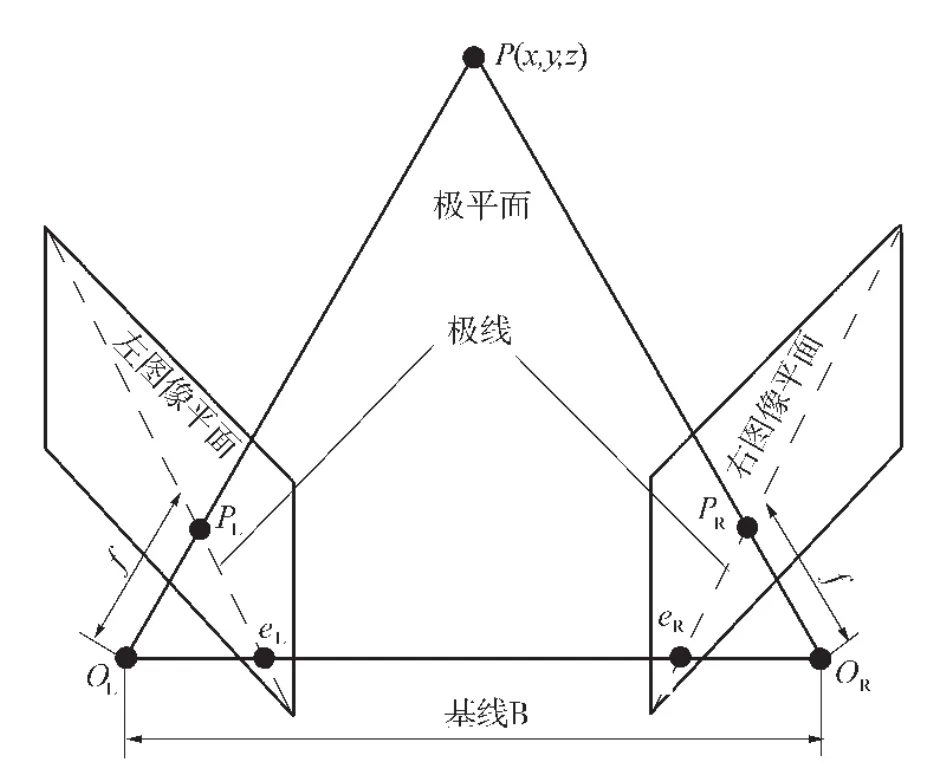
圖2 雙目視覺極線匹配示意
對于圖2中物體點P的兩個圖像點PL和PR,令PL所在圖像為左圖像平面,PR所在圖像為右圖像平面,對應的攝像機旋轉矩陣和平移矩陣分別為R1、T1和R2、T2。將這兩個圖像點的像素坐標分別轉換到對應的相機坐標系下,設得到的點PL和PR在其相應的像機坐標系下的歸一化坐標為m1=[x1y11]T和m2=[x2y21]T,左圖像平面到右圖像平面的本質矩陣為E,則有

本質矩陣E是由這兩幅圖像之間的旋轉矩陣和平移矩陣來決定的,設由左圖像平面到右圖像平面的旋轉矩陣和平移矩陣為R和T,則有

其中
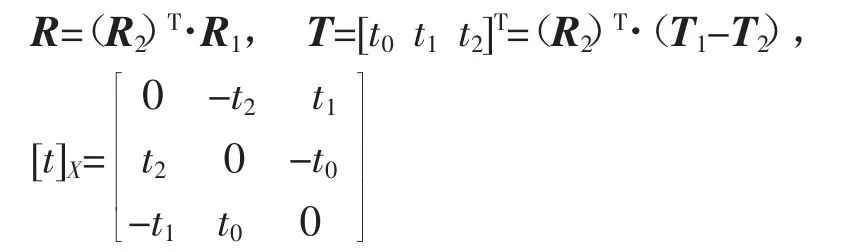
在對圖像定向完成之后,就可以得到圖像對應像機的旋轉矩陣和平移矩陣,根據式(4)可以得到兩幅圖像之間的本質矩陣,這個本質矩陣是有相對性的,如式(4)中所求的本質矩陣為左圖像平面到右圖像平面的,要得到右圖像平面到左圖像平面的本質矩陣則對式(4)中的E求逆即可。得到本質矩陣之后,在左圖像平面中選取一個點作為匹配點,設其在對應的攝像機坐標系下的歸一化坐標為m,就可以求出該點在右圖像平面中的外極線方程,設外極線方程為Ax+By+C=0,則有

式中L=[A B C]T。
同理可求得右圖像平面中的一點在左圖像平面中的外極線方程。
4 焊接實驗及實驗分析
實驗采用TIG焊接尺寸為300 mm×200 mm× 2.5 mm的Q235板料,如圖3所示。角鋼架支撐鋼板用于支撐板料,四周均無約束,焊接機器人機械手臂帶動電極在板料沿長度方向中心位置進行焊接作業,在焊接鋼板測量區域涂布耐高溫膠,以防止散斑脫落褪色,基于數字圖像相關法(DIC)的應變測量系統用于動態實時測量焊接及冷卻過程中焊縫的變形情況。實驗中焊接電流為90 A,焊接速度5 mm/s。焊縫處關鍵點位置如圖4所示,焊接時間60 s,冷卻時間360 s,焊接及冷卻過程中關鍵點A、B、C、D、E各個方向的變化規律如圖5所示。
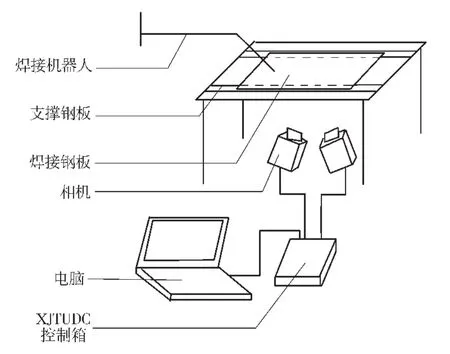
圖3 焊接實驗原理示意
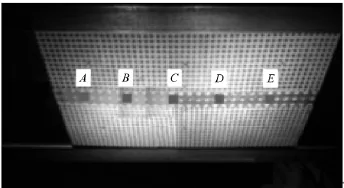
圖4 焊縫處關鍵點示意
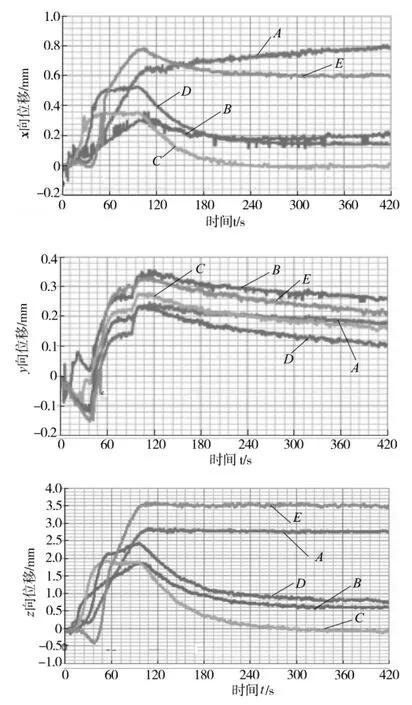
圖5 焊縫處關鍵點在各向的位移曲線
由圖4可知,所有關鍵點的各向變形位移在約95 s時為變形位移的拐點,板料兩端的關鍵點在95 s之后趨于穩定變形狀態,其余各點變形位移均有所下降。冷卻后板料兩端的變形量明顯大于中間的變形量。因此可以認為,板料在焊接剛結束時雖然溫度有所降低,但焊縫處的變形位移仍然以熱膨脹的拉伸殘余應力為主導,產生持續的正比例位移,95 s之后冷卻壓縮殘余應力產生,使各關鍵點位移有所回復。
在x方向,變形曲線中除A點有上升趨勢以外,其余各點在達到變形峰值后均有下降趨勢,冷卻后各點變形量從大到小依次為:A(0.81mm)、E(0.60mm)、B(0.22 mm)、D(0.15 mm)、C(0 mm),C點與D點變化趨勢相似,在40~80 s時都有一個變形不變區。中心點C點的位移變形經過增大、不變、逐步減小到初始零變形狀態。x向代表橫向收縮,焊槍從A~E點依次通過,焊縫處受到瞬時高溫的影響發生熱膨脹,微觀組織發生了變化,焊縫周圍的材料因溫度相對較低受到壓縮殘余應力,而對于焊縫處的點,因材料熔化膨脹而產生向板料寬度兩端的方向發生變形,由于所選擇的關鍵點不一定恰巧落在焊縫中心,會有稍許的偏移,因此關鍵點的x向位移可能存在正向、負向、甚至不發生位移變化的情況,根據所選擇的關鍵點位置,圖中顯示所有關鍵點均向x方向的正向移動。在冷卻過程中,焊縫受到收縮作用,原本產生正向位移逐漸向原始中心位置回復,關鍵點C在冷卻結束后幾乎回歸到初始位置,但是越是遠離焊縫中心位置,關鍵點的回復程度越低,關鍵點A、E甚至發生很小的回復或不回復,這是因為:(1)板料存在初始的撓度缺陷,不是絕對的平整,這就導致板料更容易發生變形;(2)板料是軸對稱形狀,由于焊接時間較短,板料變形狀態也呈軸對稱形狀,對整體板料而言,中間位置由于受力均衡而最終回復到初始狀態,而周邊關鍵點則發生永久變形,對于更遠離中心位置的關鍵點,收縮應力對變形位移的影響很小,主要由于與中心點的位置較遠而且累加并擴大了到中心點的所有變形位移。
在y方向,相對初始零位移,先產生負向位移,然后正向迅速增大;在焊接過程中(60 s之前),B點和C點位移變化趨勢相似,A點、D點、E點位移變化趨勢相似,在冷卻過程中(60 s之后),各點變化趨勢一致;冷卻后最大位移變形量與最小位移變形量差值僅為0.16 mm。y向代表縱向收縮,焊槍在板料y向勻速通過,經過所有點時在y向的受力情況基本相同,各點y向變化趨勢一致,整個焊縫在焊接和冷卻過程中縱向收縮趨勢一致,但收縮速率明顯不同,在95 s之后收縮速率逐漸平緩,直至均勻收縮。在焊接過程中,與x向受力不同,各點都有明顯的y向負向位移,表明焊接熱膨脹對焊縫y向產生明顯的壓應力,而開始冷卻時,壓縮應力消失,冷卻收縮開始對焊縫y向產生拉伸殘余應力,產生正向的y向位移。
在z方向,A點和E點位移變化趨勢相似,過峰值點后的冷卻過程中,變形位移量不再增大,變形量保持不變;B點、C點、D點變化趨勢相似,在焊接時先迅速上升,在峰值之前的冷卻過程中變形量緩慢增大,峰值點過后位移量迅速下降,直至300 s后變形穩定。z向產生的變形位移相對其他兩個方向明顯增大,是焊縫甚至整個板料變形的主導因素。采用氬弧焊平板堆焊非熔化極焊接工藝,各個關鍵點產生的z向變形位移與x向趨勢相同,但是由于電弧及氬氣充氣的方向與z向相同,焊縫熔化時,承受外力的能力迅速減弱,導致z向產生較大位移。
5 結論
利用數字圖像弱相關技術與立體視覺技術相結合,提出了一種在焊接及冷卻過程中實時測量焊縫處關鍵點位移變形的方法,通過理論分析與實驗證明,此方法可以在線實時全程測量焊縫處關鍵點的位移變形規律。
(1)焊接電流在z向對板料冷卻后的塑性變形量影響較大,而對x、y向位移影響較小。
(2)在焊接過程中和冷卻過程中,板料焊縫處所有點變形量均有所增大,隨著冷卻時間的增長,板料焊縫中間處逐漸向初始狀態恢復,而兩端關鍵點仍保持上翹,冷卻結束后焊縫呈現明顯的下凹狀。
此方法揭示了焊縫處焊接及冷卻過程的變形規律,對焊接變形的建模模擬理論方法的提出起到驗證作用,對研究焊接變形機理有重要的指導意義。
[1]劉琎聰.船舶制造中間產品焊接精益作業體系研究及應用[D].重慶:重慶大學,2013.
[2]Deng D.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Mater.Des.,2009(30):359-366.
[3]Zhu J G,Xie H M,Li Y J,et al.Interf acial Residua l Stress Analysis of Therm al Spray Coatings by Miniatu re Ring-Core Cutting Combined with DIC Method[J].Experimental Mechanics,2014(54):127-136.
[4]Baldi A.Residual Stress Measurement Using Hole Drilling and Integrated Digital Image Correlation Techniques[J].Experimental Mechanics,2014(54):379-391.
[5]趙鴿.船體平面分段焊接變形及其矯正[D].大連:大連理工大學,2013.
[6]武斌.變電站鋼管結構加工焊接工藝及變形控制[J].中國新技術新產品,2011(3):119-120.
[7]潘兵,吳大方,高鎮同.1200℃高溫熱環境下全場變形的非接觸光學測量方法研究[J].強度與環境,2010(38):52-59.
[8]Tang Z-Z,Liang J,Xiao Z-Z,et al.Three-dimensional digital image correlationsystemfordeformationmeasurementinexperimentalmechanics[J].OpticalEngineering,2010,49(10):103601-103609.
Study on deformation of weld zone
WANG Dengfeng1,ZHANG Yanxia1,GUO Nan2
(1.He′nanRadio&TelevisionUniversity,Zhengzhou450046,China;2.Xi′anJiaotongUniversity,Xi′an710049,China)
Weld zone always produces plastic deformation because of large amounts of residual stress during the welding process.This paper presents a non-contact measurement of plastic deformation methods based on digital image.It integrates digital image correlation techniques and the binocular vision technology,tracks measuring the key point of weld and weld zone,obtains the deformation regularity.This method has important guiding significance to reveal the deformation mechanism of welding.
weld zone;digital image correlation;binocular vision;deformation measurement
TG404
A
1001-2303(2016)02-0109-04
10.7512/j.issn.1001-2303.2016.02.25
2014-11-25;
2015-10-29
王登峰(1971—),男,河南人,講師,碩士,主要從事先進制造技術的研究工作。
猜你喜歡
中學生數理化·中考版(2022年12期)2022-02-16 07:36:56
今日農業(2021年8期)2021-11-28 05:07:50
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
