基于鍍鉻連桿焊后焊核融合度下降的工藝優化
2016-12-06 02:19:24曾力哲
電焊機 2016年2期
曾力哲
(成都九鼎科技(集團)有限公司,四川成都610100)
基于鍍鉻連桿焊后焊核融合度下降的工藝優化
曾力哲
(成都九鼎科技(集團)有限公司,四川成都610100)
在汽車減振器連桿點焊過程中,第一次支撐座點焊后,在另一側進行再次點焊,第一次焊點處由于受熱受力等出現脆崩,導致支撐座和連桿輕微分離,焊核融合度大大下降,出現焊接不穩定等質量問題。在連桿點焊工藝中,首次提出在第一次焊點處采用二次點焊解決焊核融合度下降的問題。針對二次點焊后連桿質量問題,使用對比試驗,采用點焊焊接融合度、點焊拉脫力、連桿點焊處壓彎彎度等三個參數及金相組織結構分析,確定二次點焊技術對連桿焊接總成質量有顯著提高。
減振器;連桿;二次點焊;工藝優化
0 前言
減振器作為汽車整車的一種零部件,年產量為幾千萬支,國內汽車減震器骨干企業年產量可達數百萬支。決定減振器優劣的核心部件之一——連桿焊接總成的焊接性能的優劣直接影響整車的安全性能和使用壽命。轎車使用的是麥弗遜式減振器,為保證連接強度,連桿與支撐座的焊接多采用點焊工藝。點焊是電阻焊的一種,其原理是被焊工件壓緊于兩電極之間,利用電流流經工件接觸面及鄰近區域產生的電阻熱將其加熱到熔化或塑性狀態,使之形成金屬結合,是一種高速、經濟的連接方法。點焊已廣泛用于汽車、摩托車、航空航天、家具等行業產品的生產中。
1 連桿點焊存在的問題
麥弗遜式減振器連桿焊接過程中,采用點焊工藝,對圓形支撐座進行四點均布焊接,如圖1所示。第一次支撐座點焊后,在另一側進行第二次點焊,連桿總成往往會出現微脆崩聲,目測第一次焊點處支撐座和連桿輕微分離。撕裂焊點,可以觀察到第一次焊接處焊點融合度由于受熱受力等出現脆崩,如圖2所示,連桿焊接總成的拉脫力達不到工藝要求。針對上述問題,提出焊點蹦脆以后在焊點處再次補焊,即二次點焊連桿與緩沖座。在5A05型鋁合金焊接時,也曾經采用過二次焊接進行工藝改進。先進行一次“硬規范”點焊,后進行一次“軟規范”點焊,宏觀金相熔核成形良好,沒有裂紋、縮松、縮孔、核心偏移等缺陷,在一定程度上改善了5A05型鋁合金電阻焊接性能[1]。二次焊接不僅可用于厚板焊接,而且在凸焊螺母、凸焊螺釘、酸洗件焊接及雙層和多層板料實驗中,都得到了較好的焊接效果[2]。
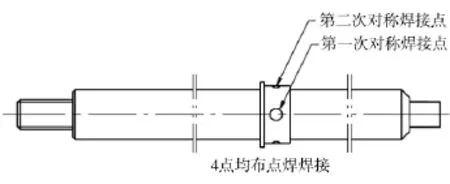
圖1 連桿焊接點示意
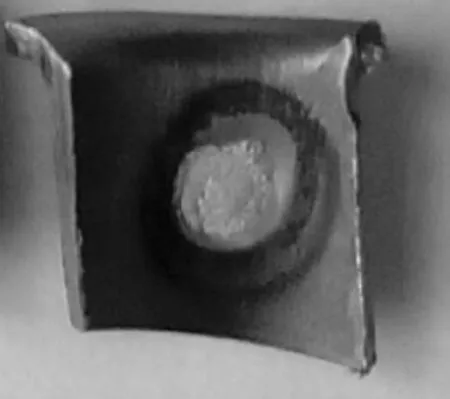
圖2 蹦脆后的焊接點
從工程實踐角度出發,將二次焊接技術運用于連桿焊接總成,解決了第一次連桿焊接后支撐座焊核融合度下降的問題,并對二次焊接后連桿質量進行試驗研究,以期對連桿焊接總成的實際生產與提高連桿點焊質量提供參考。
2 試驗材料及方法
2.1試驗材料
試驗材料為一種工業生產的直徑22 mm的連桿。其主要工藝為冷拉材(45號鋼)—下料—校直—淬回火—校直—磨削加工—電鍍鉻—除氫處理,表面硬度要求48~53 HRC。經過加工后的連桿化學成分如表1所示。

表1 試驗所用連桿化學成分%
2.2試驗設備
采用型號為DN-100的氣動點焊機,焊接工藝參數如表2所示。焊接時調整上下電極,使焊點上下對正。
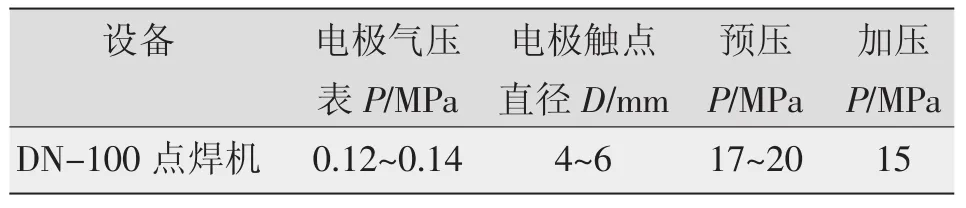
表2 點焊機點焊參數
2.3試驗步驟
(1)收集出現脆裂后需要二次點焊的連桿。
(2)在同一臺設備、同一組焊接參數下,進行點焊正常連桿和二次點焊出現焊后脆裂的連桿。
3 試驗結果及分析
3.1點焊焊核融合度對比
點焊焊核狀態見圖3,其狀態對比見表3。
由表3可知,進行二次點焊的連桿焊接總成焊核狀態最好。

圖3 點焊焊核狀態對比
3.2點焊拉脫力對比
工藝要求此類型連桿總成焊接強度大于等于24 500 N。正常焊接的檢驗焊接強度達到30 000 N。進行二次焊接的連桿,焊接處拉脫力達到40 000 N以上,如表4所示。
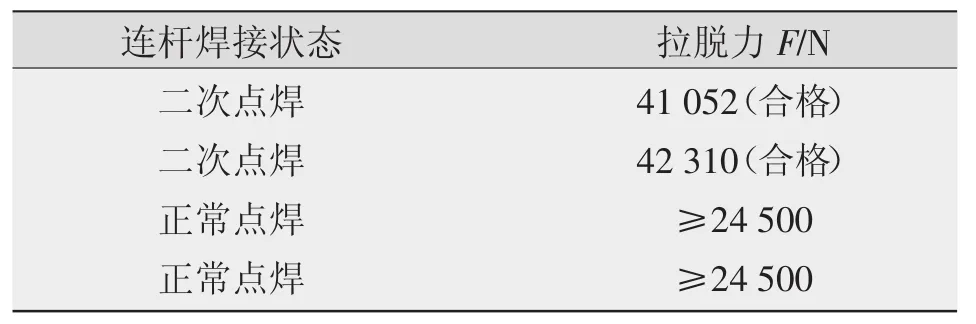
表4 焊點拉脫力
3.3連桿點焊處壓彎彎度對比
分別驗證正常點焊和進行二次點焊后連桿焊接處的最大失效撓度,如表5所示。編號1、2為二次點焊連桿,編號3、4為正常點焊連桿。
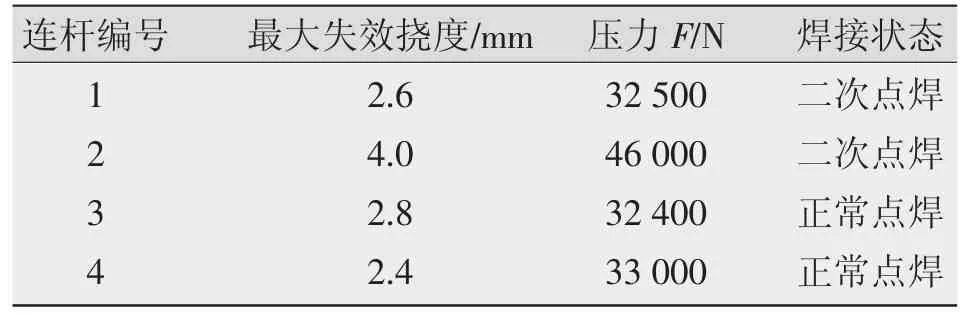
表5 斷裂時最大失效撓度
由表5可知,正常焊接和二次點焊的壓彎失效撓度無明顯差異。所以二次點焊并不影響焊接處最大失效撓度。
3.4二次點焊斷裂處金相組織分析
由于點焊造成的瞬時高溫將組織進行了淬火,形成粗大的馬氏體和貝氏體[3],晶粒粗大并且部分晶界因為過燒而氧化,同時外表面的鉻擴散滲入在晶界處形成網狀,進一步弱化了晶界,增加了脆性,電鏡分析該區域沿晶界斷裂也證實了這點[4]。該脆性薄弱區在一定外力作用下易在此處發生斷裂(壓彎試驗有效地證明了這一點)。設計過程中點焊區域應該是未鍍鉻區域[5]。

圖4 壓彎試驗后的連桿
在進行壓彎實驗后,有必要對二次點焊的連桿斷裂處進行金相組織分析。圖5為二次點焊焊接點形貌。圖6為二次焊接處微觀形貌特征,從微觀圖可得,焊點區為板條馬氏體;熱影響區為淡黃色馬氏體(自回火)+粒狀碳化物;淬硬層為回火馬氏體+鐵素體+殘余奧氏體;芯部為鐵素體+珠光體。各區域并沒有因為二次點焊而大面積的改變金相組織結構,壓彎實驗中正常點焊與二次點焊連桿的最大失效撓度無明顯差異也應證了這點。

圖5 二次焊接點形貌
連桿點焊以后,應適當降低點焊溫度,防止過高溫度造成局部組織過燒[5]。無論是實際經驗,還是從試驗來看,連桿斷裂裂紋絕大部分發生在焊點處。無論是正常點焊,還是二次點焊,都建議增加焊后回火工藝。
4 結論
通過以上試驗與分析,對連桿焊核融合度下降的工藝優化如下:
(1)通過以上三個試驗對比與金相組織分析,二次點焊連桿不僅滿足以上三個參數(點焊焊接融合度、點焊拉脫力、連桿點焊處壓彎彎度)要求,通過金相分析,組織也無明顯變化。所以減振器中的連桿焊接總成在加工過程中應采用二次點焊工藝,以提高連桿焊接總成產品質量。
(2)在采用二次點焊時,通過控制點焊溫度,增加焊后回火工藝,降低連桿斷裂風險,進一步提高連桿焊接總成質量。
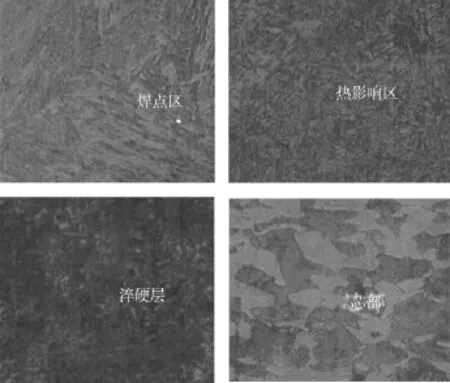
圖6 微觀形貌特征
[1]張澤,張強.5A05鋁合金電阻焊接二次焊接工藝研究[J].中國鐵路,2012(2):60.
[2]魏國旗,楊傳高.點焊質量分析及二次焊接在白車身上的應用[J].陜西汽車,2001(3):18.
[3]吳連生.失效分析技術及其應用——第二講斷裂分類及韌脆斷裂的轉變[J].理化檢驗-物理分冊,1995,31(6):57-61.
[4]吳連生.失效分析技術及其應用——第六講韌性與脆性斷裂的顯微形貌特征[J].理化檢驗-物理分冊,1995,31(5):59-61.
[5]鄭曉敏.減振器連桿斷裂失效分析[J].理化檢驗-物理分冊,2005,41(10):520.
Optimization of process based on decline of weld nuclear fusion degree after spot-welding of chrome connecting rod
ZENG Lizhe
(Chengdu Jiuding Technology(Group)Co.,Ltd.,Chengdu 610100,China)
This paper applies connecting rod welding process in automobile shock absorber,after the first supporting seat spot,on the other side of spot welding,first solder joints brittle collapse due to thermal and stress,leading to slight separation of support seat and a connecting rod,huge decline in welding nuclear fusion,appearance of the problems of unstable quality.In spot welding technology of connecting rod,in order to solve falling of welding fusion,the second spot welding is put forward for the first time at the first solder joints.For quality problems of the second spot weld,comparative test is used in this paper,by using three parameters spot weld fusion,pull off force of spot welding,spot welding rod at the pressure curved degree etc and metallographic structure analysis,determining that the quality of connecting rod welding assembly has improved significantly for the second spot welding technology.
shock absorber;connecting rod;the second spot welding;process optimization
TG457
A
1001-2303(2016)02-0105-04
10.7512/j.issn.1001-2303.2016.02.24
2015-06-17
曾力哲(1986—),男,四川內江人,碩士,主要從事焊接與裝配工藝研究工作。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
