稀土軌焊接熱標凸字斷裂原因分析
2016-12-06 02:19:22蘆建峰
電焊機 2016年2期
蘆建峰
(呼和浩特鐵路局焊軌段,內蒙古呼和浩特010051)
稀土軌焊接熱標凸字斷裂原因分析
蘆建峰
(呼和浩特鐵路局焊軌段,內蒙古呼和浩特010051)
服役半年的稀土鋼軌焊縫,在京包線發生兩處軌腰斷裂,經分析兩處斷裂原因相同,均以鋼廠軋制熱標凸字(V)與焊縫交匯處為裂紋源,向內部擴展后造成鋼軌斷裂。通過模擬試驗得知,因鋼軌制造部門熱標凸字的存在,在鋼軌焊接后推凸過程中,焊筋邊緣的熱態金屬與迎向焊瘤的凸字擠壓在一起,形成一個夾縫,經放大觀察為表面裂紋。在后續生產、運輸和線路使用后,裂紋向內部擴展最終發生斷裂。夾縫最大深度為熱標凸字厚度,機加工可消除此裂紋。
鋼軌;凸字;斷裂;稀土
0 前言
伴隨鐵路列車軸重、行車速度和密度大幅度提高,鋼軌的磨損日趨加快,使用壽命也極大縮短。包鋼針對鐵路用軌的需求,研發了第二代稀土鋼軌(U76CrRE)。呼和浩特鐵路局于2013年在京包線試鋪U76CrRE鋼軌,服役半年時間后,在京包線發現兩處軌腰斷裂,兩處斷裂非常相似,均以鋼廠熱標凸字(V)與焊縫交匯處為裂紋源,向內部擴展后最終造成鋼軌斷裂。組織技術人員分析后認為:裂紋源位于凸字與焊縫交匯處,在鋼軌焊接后推凸過程中,或許因鋼軌熱標凸字的影響,導致焊瘤熱態金屬在前進時因凸字卡阻造成夾縫,產生表面裂紋源,在后續運輸和線路使用后裂紋加速擴展以致發生斷裂。
為搞清楚裂紋形成原因,避免此類鋼軌焊縫斷裂再次發生,從而確保鐵路運輸行車安全。針對熱標凸字“V”做焊接對比試驗,探尋鋼軌焊接“V”字斷裂原因真相。
1 試驗
1.1試驗材料和過程
試驗材料選取軌腰有熱標凸字(V)標識的鋼軌,綜合考慮鋼軌焊接工藝參數、焊接燒損量及GAAS80型焊機頂鍛縮短量靜架側大于動架側等因素,鋸切位置確定距V字右側頂端22 mm處,確保焊接完畢后凸字(V)與焊縫融合線交匯。鋸切試件為2個,其中1號試件軌腰V字在焊接前被打磨至與母材平齊,2號試件軌腰V字在焊接前不做打磨處理。兩組試件經同一臺GAAS80型焊機焊接。后期作業工序與正常生產相同,經過粗磨、焊后熱處理、時效、四向矯直、精磨等工序后鋸切。焊縫軌腰區域鋸切成200 mm×100 mm試塊,兩組試塊V字背面經機加工找平后,在磨床上對V字面一側進行磨削加工。1號試塊在磨削加工中始終未發現裂紋。2號試塊在磨削量達0.4 mm時,沿V字斜面與推凸邊緣發現裂紋(見圖1)。為精確獲得裂紋深度,每次磨削進給量控制在0.2 mm。在初次進給量0.2 mm磨削后,裂紋清晰可見。再次磨削進給量0.2 mm后,裂紋消失(見圖2)。為避免肉眼觀察造成誤判,使用滲透劑和顯影劑按規定操作,先后涂抹焊縫區域進行裂紋探測,結果未發現裂紋。試驗結果是2號試塊發現裂紋,且裂紋深度不超過0.4 mm,裂紋在后續磨削過程中消失。

圖1 磨削0.4 mm發現裂紋
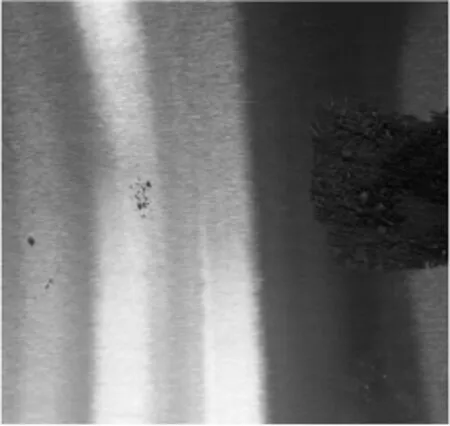
圖2 磨削0.8 mm裂紋消失
1.2試驗分析
由上述試驗及圖1、圖2可知:焊接后,裂紋在熱標凸字“V”與推凸邊緣交匯處產生,在后續機加工過程中,隨著磨削量增加,裂紋最終消失。焊接前測量V字凸起厚度為:下端0.6 mm,上端1.5 mm,滿足熱標凸起0.5~1.5 mm的訂貨技術要求。分析裂紋形成原因為:焊后推凸時,由于軌腰不規則厚度熱標凸字存在,影響焊后推凸的質量。當凸字厚度小于推凸留量時,焊瘤熱態金屬在移動過程中與凸字邊緣形成夾角,導致產生夾縫,該夾縫即是表面裂紋。由于是受到凸字卡阻造成的,故裂紋的深度較淺,最大深度即為凸字的厚度。
如果鋼軌焊接生產后續工位不及時處理,裂紋在正火后的熱應力和殘余應力作用下,以及隨后外形精矯直、長鋼軌運輸和線路鋪設等彎曲應力作用下,進一步脆性擴展。在隨后的使用過程中開始疲勞擴展并導致接頭橫向斷裂。尤其是一些北方運營線路,當季節交替溫差變化較大時,會加速裂紋擴展,最終導致在線路服役過程中斷裂。
2 討論
2.1熱標凸字對鋼軌焊接的影響
在TB/T2344-2012《43~75 kg/m熱軋鋼軌訂貨技術條件》中,規定在軌腰上至少每4 m間隔應軋制出凸起標志,涵蓋生產廠家、軌型、鋼牌號及制造年月等信息[1]。要求字符高20~28 mm,凸起0.5~1.5 mm。從鋼軌焊接歷史來看,并未發生鋼軌凸字引起鋼軌斷裂的案例,只有京包線最近發生這兩例,未得到鋼軌研究部門、鋼軌制造部門和鋼軌焊接基地等相關部門對鋼軌凸字的重視。
2.2稀土對鋼軌性能的影響
眾所周知,稀土在鋼中的作用主要包括凈化鋼液、變質夾雜物和微合金化[2]。相關研究認為,當稀土含量在0.008 1%附近時,稀土鋼的沖擊韌性和斷裂韌性為最佳。隨著稀土含量的增加,高碳鋼珠光體片層間距呈現先逐漸減小而后開始變大的變化規律。稀土的含量直接決定稀土鋼軌的性能,而在稀土二代(U76CrRE)鋼軌化學成分中,RE的含量為0.02%,相對于稀土加入量對性能的影響來說,0.02%的稀土含量相對寬泛,建議應嚴格限制稀土加入量,避免高碳鋼沖擊韌性和斷裂韌性的急劇下降。這或許是稀土軌相對于其他軌種容易導致熱標凸字斷裂的一個原因。
2.3現場使用條件加速熱標凸字裂紋的擴展
在鋼軌的使用過程中,軌腰是鋼軌橫向截面受力最小的部位。如果在鋼軌縱向施加拉力、彎曲力,則軌腰相對軌頭、軌底較為薄弱。一種情況:當熱標凸字接頭位于曲線上股外側時(呼和局2處斷軌均位于曲線上股),在列車通過時,鋼軌受側向力作用,熱標凸字接頭部位受較大的拉應力,如圖3所示。
圖3 曲線上股對凸字焊縫的影響
另一種情況:北方長鋼軌鋪設往往在春秋季節,為防止夏季高溫脹軌,鎖定溫度有時選擇偏高,冬季氣溫低時,焊縫受到的拉應力加大;有時線路保養狀況較差,道床搗固不符合技術要求,在冬季溫度較低時,鋼軌接頭處如有空吊現象,重載列車通過時,會加重接頭處疲勞作用,如圖4所示。在上述兩種使用條件下,熱軋凸字部位受拉應力的作用,原始裂紋會迅速擴展,造成斷軌。
圖4 溫度應力對凸字焊縫影響
3 建議與預防
3.1修訂鋼軌訂貨技術條件及焊接標準
在現行TB/T2344-2012《43~75 kg/m熱軋鋼軌訂貨技術條件》中,并沒有明確焊接鋼軌的熱標凸字距端部距離,為避免熱標凸字對焊縫性能影響,建議修訂鋼軌訂貨技術條件,焊接鋼軌凸字距端部至少200 mm,徹底避免軌腰凸字對焊后推凸的影響。同樣在鋼軌焊接時,如存在軌腰凸字與焊縫區域干涉的情況,建議提前對凸字進行打磨或鋸切處理。這些都需要在鋼軌焊接標準中加以規范。
3.2長鋼軌焊接廠家
長鋼軌焊接廠家在焊接生產過程中,對于現存及由于鋸配軌產生的軌端凸字標識鋼軌,建議提前對熱標凸字進行打磨或鋸切處理。同時,應對粗打磨崗位補充新的作業要求,檢查接頭軌腰凸字情況,如存在凸字焊縫時及時平順打磨過渡。
3.3長鋼軌使用單位
建議長鋼軌使用單位,對已鋪設在線路的熱標凸字焊接接頭進行必要的打磨處理,以避免裂紋引起斷裂。嚴格執行鋪軌鎖定溫度的規定,加強線路的養護,杜絕因溫度變化產生超高拉應力。對已鋪設存在熱標凸字焊接接頭,加強探傷檢查,發現問題及時處理。
3.4推進焊后全斷面打磨工藝
在現行鋼軌焊接模式中,通常只對焊縫軌頭和軌底區域進行磨削,焊縫軌腰區域的磨削沒有引起足夠重視。隨著鐵路鋼軌焊接事業的發展,研發或引進現代化鋼軌焊縫全斷面打磨設備已經成為未來鋼軌焊接的發展方向。武漢局、南昌局等焊軌基地已率先實現采用銑削或磨削對鋼軌焊縫進行全斷面打磨。
4 結論
(1)熱標凸字裂紋,是焊后推凸過程中焊瘤熱態金屬受到凸字卡阻后產生的。裂紋深度不深,最大深度即為凸字厚度,機加工可消除。
(2)建議修訂鋼軌供貨技術條件和焊接標準,從源頭杜絕熱標凸字對鋼軌焊接的影響。
(3)限制稀土元素的加入量,避免鋼軌的韌性急劇下降,保證鋼軌焊接的使用性能。
[1]TB/T 2344-2012.43~75 kg/m熱軋鋼軌訂貨技術條件[M].北京:中國鐵道出版社,2012:18-19.
[2]于寧,孫振巖,戢景文,等.稀土提高熱軋珠光體鋼軌使用性能的機理[J].稀土,2011,32(6):41-43.
Study on the thermal convex word fracture reason of the Rare earth rail welding
LU Jianfeng
(Weld Rail Depot of Hohhot Railway Administration,Hohhot 010051,China)
Service for half a year of rare earth welding occur two rail waist fractures in Jingbao railway,after the analysis,two faults are very similar,the source of crack by convex word(V)to welding to expand the rail fracture.Through the simulation test,because of the convex word of steel manufacturer exsit,in the process of rail welding after pushing convex,weld reinforcement on the edge of the hot metal is embraced by the flash of extrusion convex word together,forming a gap,the magnification for surface crack.After the subsequent transport and line using,crack propagates inwards and breaks in the end.The maximum depth of gap is the thickness of convex word,and machining can eliminate the crack.
rail;convex word;fracture;rare earth
TG457.1
A
1001-2303(2016)02-0094-03
10.7512/j.issn.1001-2303.2016.02.21
2015-09-16;
2015-10-12
蘆建峰(1981—),男,內蒙古呼和浩特人,學士,工程師,主要從事鋼軌焊接工藝研究及質量管理工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
