大懸伸狀態加工水室封頭重型銑削振動分析
2016-12-07 03:12:20程耀楠鞏亞楠敖曉春劉亦智劉立佳
振動、測試與診斷 2016年4期
關鍵詞:振動
程耀楠, 鞏亞楠, 劉 利, 敖曉春, 劉亦智, 劉立佳
(哈爾濱理工大學高效切削及刀具國家地方聯合工程重點實驗室 哈爾濱, 150080)
?
大懸伸狀態加工水室封頭重型銑削振動分析
程耀楠, 鞏亞楠, 劉 利, 敖曉春, 劉亦智, 劉立佳
(哈爾濱理工大學高效切削及刀具國家地方聯合工程重點實驗室 哈爾濱, 150080)
針對大懸伸狀態下加工水室封頭產生的重型銑削振動,以重型銑削水室封頭現場加工實驗為基礎,分析重型銑削振動產生的原因,并根據現場實驗對工件已加工表面形貌進行對比分析。建立重型銑削刀具偏心跳動模型、刀具與主軸系統的輕微變形模型和進給系統剛度的模型,分析其對重型銑削瞬時切削厚度的影響,同時建立重型銑削力數學模型和銑削軌跡模型。分析重型銑削系統振動影響因素及規律,振動模型預測結果與實驗結果吻合較好。該工作為進一步研究重型銑削振動特性提供依據。
振動分析; 表面形貌; 大懸伸; 重型銑削; 水室封頭
引 言
第3代核島(AP1000)蒸發器水室封頭是目前世界上最先進、設計制造難度最大的三代核電鍛件,水室封頭部件作為核電站核島一回路的容器,是蒸汽發生器的關鍵部件。由于鍛造技術手段無法實現成型鍛造,只能先鍛造出一個近似的長方柱體,全部由機械加工來完成,材料為508III鋼,金屬去除率達到70%左右。超大型水室封頭鍛件切削加工屬極端制造領域超重型切削,其進給量和背吃刀量是中型切削的10余倍,切削力是中型切削的40~50倍。其外表面有許多大型鍛造零部件類似的鍛造缺陷,如鍛造鏟溝、鍛造裂紋、鍛造褶皺以及夾砂夾雜等,引起零件加工余量的嚴重不均[1]。由于508III鋼具有高強度、高硬度和高斷面收縮率等特性,在超大進給量、背吃刀量與切削力的情況下,處于極限懸伸狀態的主軸與刀具產生巨大振動,嚴重降低生產效率并影響表面加工質量。同時,機床的振動還會造成機床系統過早出現疲勞損壞,使機床的安全性、穩定性和生產強度下降。因此,如何降低重型銑削水室封頭在加工過程中的振動成為研究重型銑削加工的新挑戰。
由于銑削振動作為影響機床使用性能和工件加工質量的重要因素,故一直是研究銑削振動領域的研究熱點。一般情況下,通過對銑削振動特性進行假設,將實驗過程假設為理想的銑削加工過程,同時以切削力與瞬時切削厚度的關系作為力-振動的閉環傳遞函數為表現形式的動力學模型的橋梁[2]。大多數研究很少用到精確的瞬時切削厚度與刀具軌跡,而是假設在理想銑削過程中進行表面形貌仿真,因而假設和仿真無法準確反映真實的切削振動狀態[3]。由于重型銑削加工的特殊性,實驗室環境不能復現重型銑削加工過程,實驗室數據無法真實表征重型銑削振動狀態[4],因此國內外學者對于重型銑削振動的深入研究成果較為少見。
筆者根據重型銑削水室封頭的實際加工特點,分析重型銑削振動狀態下懸伸改變量對已加工表面形貌的影響,同時借助建立的模型對重型銑削振動的產生及影響因素進行分析。
1 重型銑削振動產生機理與實驗設計
1.1 重型銑削振動產生原因
根據現場調研結果可知,重型銑削振動主要來源于3個方面。
1) 機床機構產生的振動。機床機構自身存在制造誤差和傳動誤差等問題,在空轉狀態下也產生較大的振動。同時,在實際切削加工過程中機床的進給機構在運行時也經常發生有摩擦的自激振動、快速進給過程中的殘余振動等。
2) 機床外部振源引起的振動。在實際生產條件下,機床由統一導軌連接,多臺機床共同加工時產生共振效應。
3) 切削加工引起的振動。銑削加工自身具有斷續加工的特點,又由于銑削加工508III鋼,在超大進給和背吃刀量的情況下受到超大切削力的激勵,主軸的懸伸量經常處于機床的極限伸長量,導致在加工過程中伴隨著巨大振動。事實上,機床機構產生的振動和切削加工引起的振動并非相互獨立存在,而是緊密聯系的。機床機構產生的振動與銑削加工中的刀具和工件的相對振動具有耦合效應,從而使振動更加劇烈,導致已加工表面出現波紋狀走刀軌跡,造成刀片嚴重的沖擊破損與磨損。
1.2 重型銑削振動現場實驗設計
根據重型銑削振動產生的特點,考慮到重型銑削水室封頭外球面工序包括了刀具與主軸系統的整個懸伸長度區間,因此實驗選擇在重型銑削水室封頭外球面工序時進行。機床型號為TK6920型數控落地鏜銑床(鏜軸直徑為200mm,主軸箱行程為5 000mm,滑枕行程為1 200mm),刀盤選用Φ200R8圓弧刀片刀盤(WIDIA-M100型),刀片為可轉位圓刀片(RCMT1606MO-43),水室封頭材料為508III鋼。實際加工參數如下:切削速度為250m/min(轉速為398r/min),切削深度為2mm,進給速度為1 100mm/min。數據采集分析系統采用東華DH5922信號采集系統,并將PCB加速度傳感器測量銑削時x,y,z向的振動信號。現場大懸伸銑削實驗如圖1所示。

圖1 現場大懸伸銑削實驗Fig.1 Field milling experiment of large overhanging
2 重型銑削振動影響下已加工表面形貌分析
重型銑削水室封頭實驗根據實際加工參數,刀具以二維次圓弧軌跡進給,去除工件銑削區域材料并形成已加工表面。由于實驗中主軸懸伸量逐漸增大,銑削軌跡圓弧也依次增大,大部分已加工表面波紋都不能被后續切削刃和刀路軌跡包絡面去除,因此在主軸大懸伸量情況下,已加工表面殘留區域形成較大的振動波紋,如圖2所示。圖2(a)為多次走刀得到的半圓形已加工表面。整個實驗加工半球面切削參數均相同,但半球面上得到若干不同的已加工形貌區域,且隨著主軸懸伸量的變化而改變。根據主軸懸伸量由小及大的順序,提取出主要的3個區域的已加工表面形貌,如圖2(b)所示。
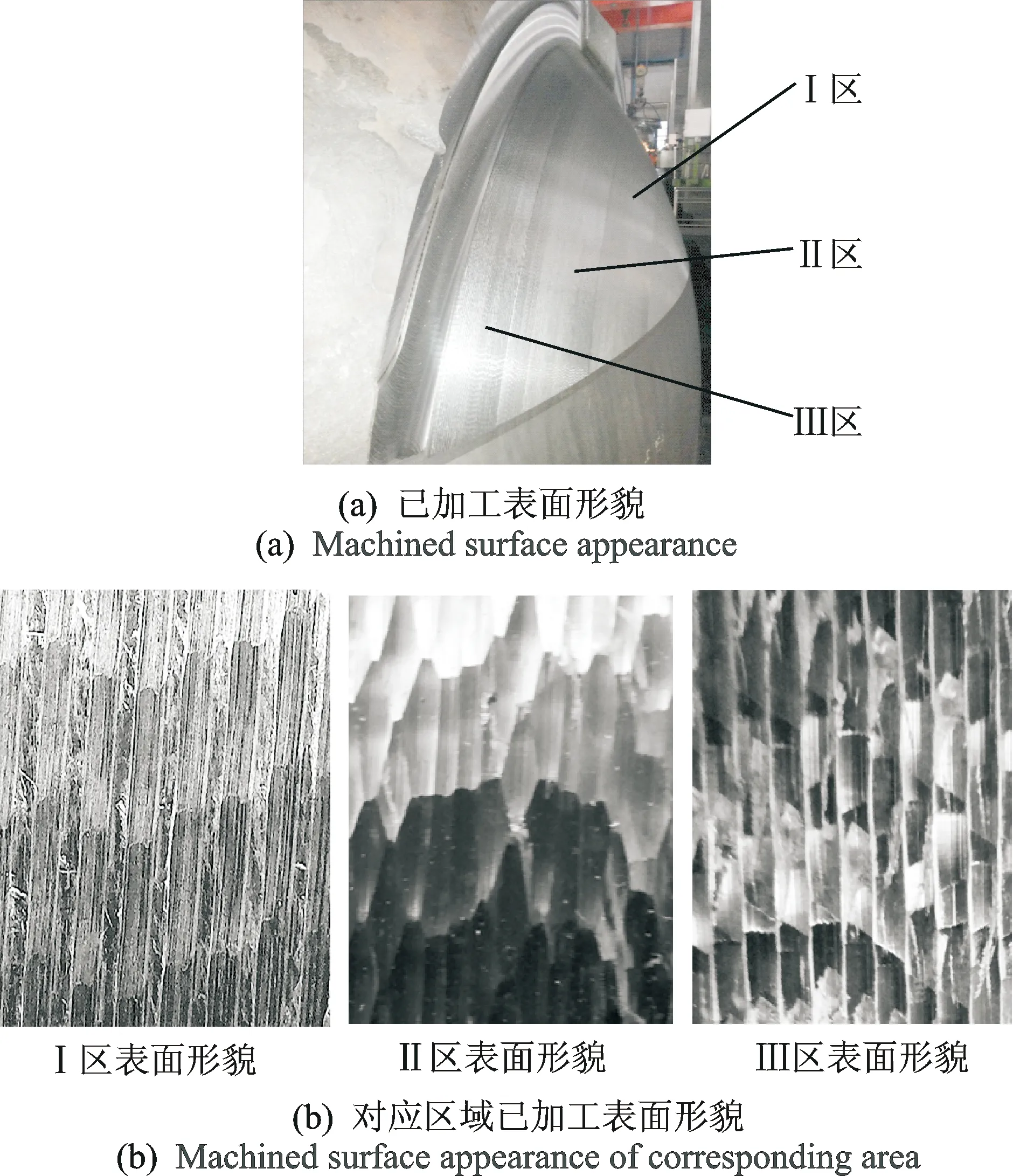
圖2 重型銑削水室封頭已加工表面形貌Fig.2 Machined surface appearance of heavy milling water chamber head
銑削區域對應的主軸懸伸長度如表1所示。Ⅰ區已加工表面形貌較為規整且表面起伏較小,但實際輪廓軌跡存在細微波紋。Ⅱ區已加工表面輪廓光滑且頂峰尖銳。由于在銑削Ⅱ區時更換新的刀齒,刀齒較為鋒利且完整性較好,但刀齒切削厚度嚴重不均。Ⅲ區得到的已加工表面刀齒切削厚度極為不均,刀齒軌跡疊加較為繁雜。由于銑削過程中部分刀齒破損,刀齒輪廓軌跡存在細小摩擦波紋與材料撕裂痕跡,且部分刀齒軌跡平面偏離工件法球面。同時,主軸懸伸量的增大使整個系統的穩定性降低。銑削區域的表面波紋主要是刀齒在進給運動和振動狀態共同影響下的已加工表面輪廓形狀,但刀具與工件間的相對振動是形成輪廓的主要原因[5]。
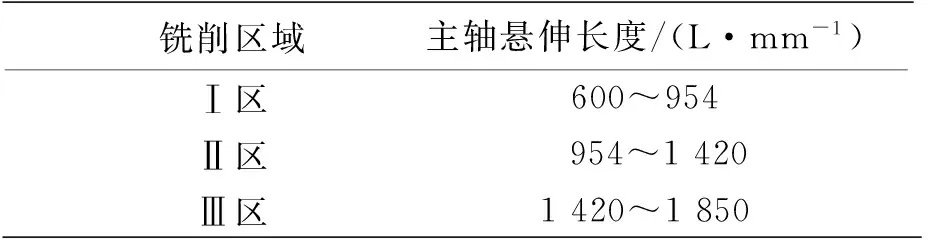
表1 銑削區域對應主軸懸伸長度
重型銑削水室封頭加工過程中已加工表面微觀形貌的形成主要取決于刀具和工件之間的相互干涉。加工過程中工件表面微觀形貌嚴重影響機床機構間的摩擦磨損、配合性能和傳動精度等,直接影響機床的使用性能,同時會激起整個加工系統的振動。在實際加工過程中,為了提高生產效率和單位時間內材料的去除率,從而增大切削用量。這使得切削振動加劇,導致加工零部件的表面精度和刀具壽命降低,甚至嚴重時整個加工過程伴有劇烈的顫振,破壞整個加工系統的穩定[6]。
3 重型銑削振動模型分析
由于重型銑削刀具尺寸較大,存在制造與安裝誤差、刀盤與主軸系統剛度的影響,因此在重型銑削過程中會存在軸向幾何中心與刀具轉動中心不一致的現象。重型銑削加工過程中主軸懸伸量非常大,在巨大切削力的激勵下,增大了主軸與刀盤系統的圓跳動與擺動,加劇了刀具的偏心量和刀具與主軸系統變形,造成的切削力突變還會引起進給系統發生進給位移偏差。對于重型銑削加工過程,刀具偏心跳動在單一銑削周期內不會引起總的切削去除量的改變,但嚴重影響刀具的切入切出狀態和瞬時切削厚度,使刀盤上每個刀片受到的力并不相同,在位置角不變的情況下各刀片受到的突變銑削力最終會引起整個重型銑削系統振動加劇。因此,需要對重型銑削刀具偏心跳動、其與主軸系統的輕微變形和機床進給系統剛度問題的影響分別進行分析。
3.1 重型銑削刀具偏心跳動模型
常見的重型銑削刀具偏心跳動主要分為3類[7],如圖3(a)所示。第1類,刀具旋轉中心與刀具的幾何中心發生了平行偏移;第2類,刀具轉動中心軸線偏移軸向幾何中心為某一角度(同一平面);第3類,在第1類的基礎上,刀具轉動中心軸線偏移軸向幾何中心線為一定空間(不同平面)夾角。在銑削名義運動軌跡理論中,側銑刀具軸線相對于工件表面法向的傾斜角度變化較小,經過工件表面且與參與切削刀刃的刀具軸向位置分布基本相同。在重型銑削加工過程中,刀具與主軸系統在大懸伸量和超大銑削力的激勵下產生較大的動態響應,刀具偏心跳動較為嚴重,形成的振動位移附加在刀具名義運動軌跡上。根據重型銑削刀具偏心跳動模型,結合加工過程中刀具每齒進給方向與橫向進給方向,建立對應重型銑削刀具偏心跳動條件下已加工表面形貌的銑削軌跡模型,如圖3所示。
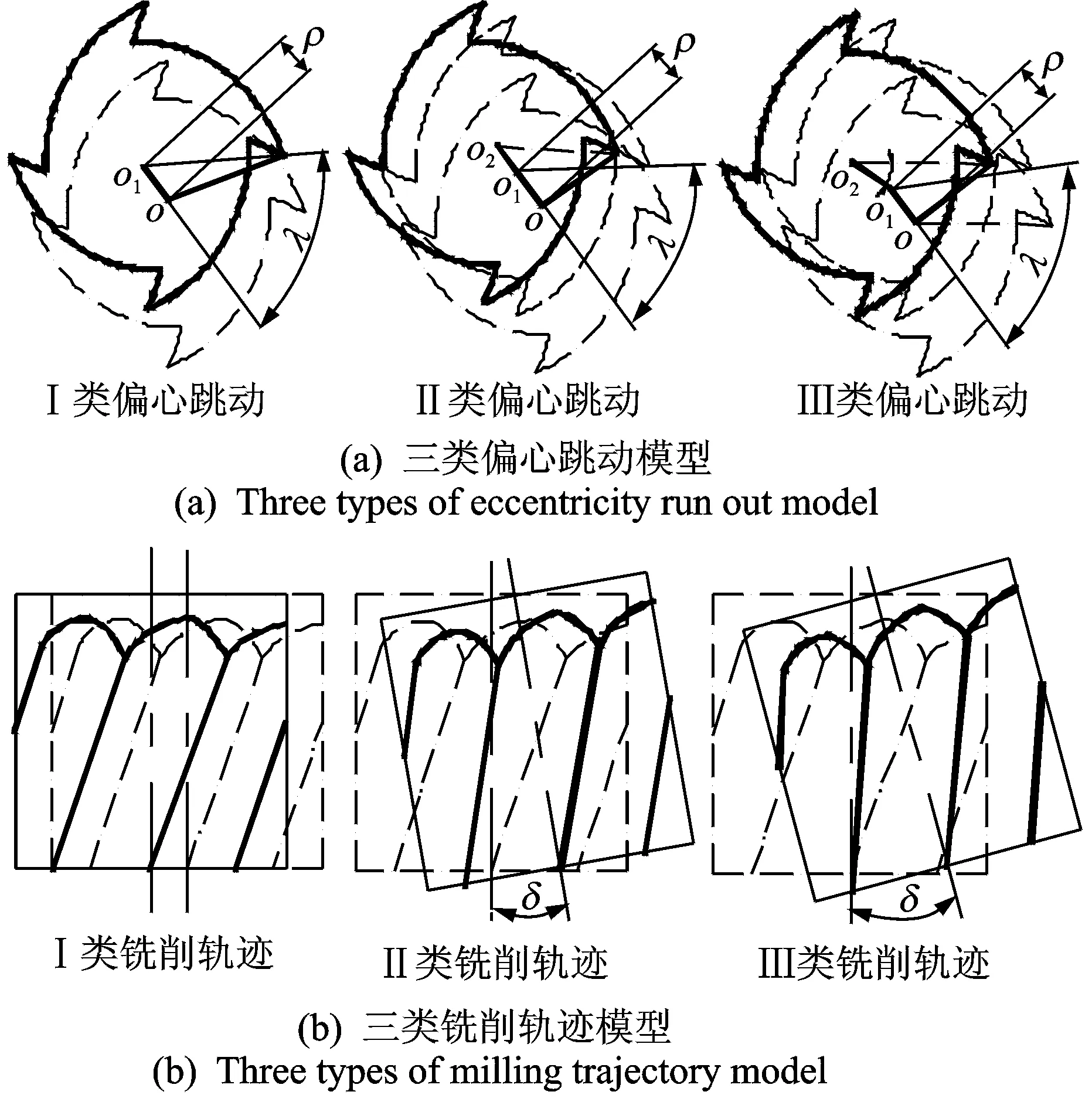
圖3 刀具偏心跳動與銑削軌跡模型Fig.3 Cutter eccentricity run out and milling trajectory geometry model
如圖3所示,在刀具偏心跳動存在的情況下,刀具中同一刀片或不同刀片之間不同銑削微元的切削軌跡與刀具的理論銑削軌跡并不同,實際切削半徑隨著微元位置的改變而變化。通常情況下分析刀具偏心跳動時,只考慮刀具軸線相對于旋轉軸線的偏移。在普通銑削加工中,刀具的偏心量ρ一般為μm數量級,遠小于刀具半徑,只需考慮第1類刀具偏心跳動模型。銑削單元高度用Ht,l表示時,獲得的第1類偏心跳動的微元銑削半徑[8]為
(1)
其中:ρ為刀具偏心量;β為刀齒軸向偏轉角;λ為變心方向角;D為刀具直徑;fZ為每齒進給量;t為刀齒編號;φ為刀具旋轉角;N為刀齒數。
重型銑削加工時刀具偏心跳動復雜程度與數量級遠遠大于普通加工刀具的偏心量,在分析重型銑削刀具偏心跳動時,應考慮第2類和第3類刀具偏心跳動。由于第2類偏心跳動是第3類偏心跳動的一種特殊情況,因此在主軸大懸伸量情況下,應考慮第3類刀具偏心跳動來保證足夠的精度。根據式(1),同時考慮到刀具平移方向夾角λ、安裝后刀具的徑向長度L、刀具傾斜方向與平移方向的夾角λt和刀片的傾斜角度δ,得到第3類刀具偏心跳動的微元銑削半徑為
(2)
3.2 重型銑削刀具與主軸系統輕微變形模型
主軸處于較大懸伸狀態且伴隨著刀具巨大的偏心跳動,成為影響銑削振動的重要原因之一,然而在重型銑削加工水室封頭過程中,刀具與主軸系統的變形和進給系統剛度成為制約銑削振動與表面精度不可忽略的重要因素。在重型銑削過程中,雖然銑刀直徑較大,主軸與機床的剛度較高,但是重型銑削刀具與主軸系統處于大懸伸狀態且主軸結構為階梯伸縮軸。在大切削力與振動沖擊的激勵下,刀具與主軸系統極易發生輕微變形,進而加劇刀具的偏心跳動。因此,重型銑削過程刀具與主軸的輕微變形成為影響重型銑削振動和制約銑削表面精度不可忽略的重要因素,也是銑削區域表面形貌誤差產生的重要原因[9]。
由于階梯主軸直徑與刀盤直徑差異較大,因此根據銑削工件不同部位主軸懸伸量的變化,將刀具與主軸系統簡化為二階截階梯狀懸臂梁結構[10],得到刀具與主軸系統變懸伸受力模型,如圖4所示。
考慮到切削刃受到的切削力區域長度lc相比刀具與主軸懸伸長度可等價為一個集中力F,集中區域位于z軸的長度近似為滑枕與刀齒的距離L。根據傳統銑削彈性變形的分析方法,將刀具與工件系統在z軸向l處受力徑向彈性變形可簡化為x和y方向上撓度值,即
(3)

根據虛位移原理[11],刀盤與主軸系統在z軸向l處受銑削力作用發生的柔性變形可簡化為
(4)

重型銑削在超大切削力激勵下刀具與主軸系統輕微變形量可表示為
(5)
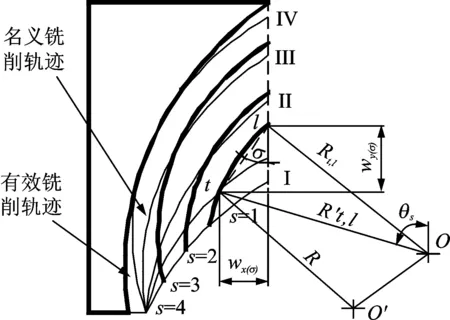
圖5 刀齒瞬時切削厚度模型Fig.5 Instantaneous cutting thickness model of cutter tooth

刀具與主軸系統輕微變形與重型銑削微元瞬時切削半徑的關系為
(6)
(7)
為了簡化重型銑削瞬時銑削半徑公式,忽略變形對θs的影響,將式(5)代入式(6),得到包含刀具偏心跳動和刀具變形時重型銑削微元瞬時切削半徑表達式為
(8)
3.3 重型銑削機床進給系統剛度模型
重型銑削水室封頭加工過程屬于強力切削加工的范疇,因此在超大銑削力和機床機構自身的彈性作用下,機床進給系統在x,y方向不可避免的會發生一定的位置偏移,直接影響刀齒切削軌跡和銑削厚度,引起銑削力大小的突變,并影響機床的進給機構在加工過程中發生有摩擦的自激振動和快速進給時的殘余振動等。機床進給系統剛度分為軸向剛度和扭轉剛度。進給系統的軸向剛度反映了進給系統抵抗軸向變形的能力,是指滾珠絲杠副、支承軸承等進給系統的綜合拉壓剛度[13]。根據機床進給系統的組成,建立機床進給系統軸向剛度簡易模型如圖6所示。
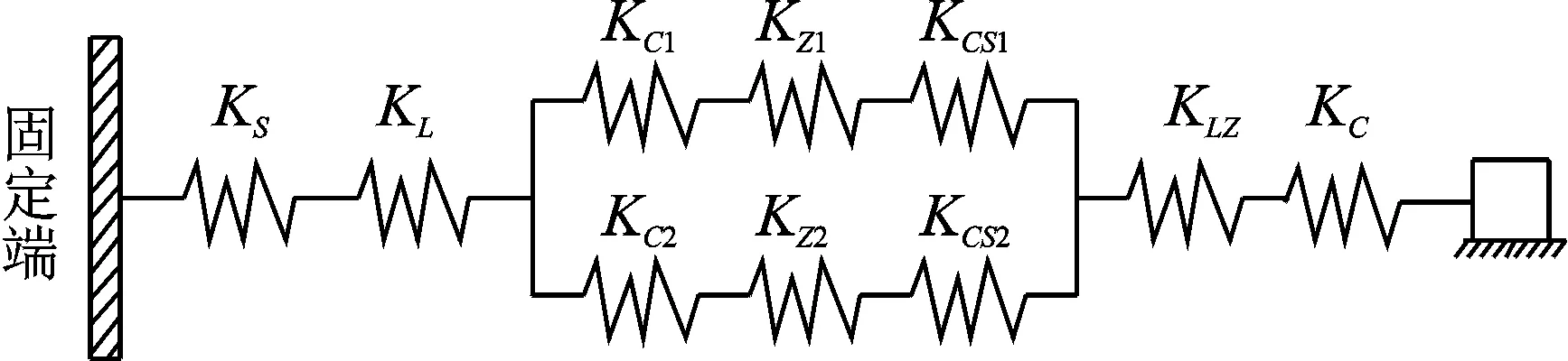
圖6 機床進給系統軸向剛度簡易模型Fig.6 The simple axial stiffness model of machine feeding system
TK6920型數控落地銑鏜床絲杠兩端都采用NSK公司的絲杠專用軸承,采取預拉伸結構安裝方法,通過簡易模型,由串、并聯的剛度系數計算方法得到進給系統軸向剛度[14]KZ為
(9)
其中:KS為進給絲杠的軸向剛度;KB為并聯軸承的軸向剛度;KL為螺母組件的軸向剛度;KLZ為螺母座的軸向剛度;KC為進給傳遞機構的軸向剛度。
(10)
其中:KC1,KC2為絲杠兩端支承軸承的軸向剛度;KZ1,KZ2為兩端軸承座軸向剛度;KCS1為螺母左邊絲杠軸向剛度;KCS2為螺母右邊絲杠軸向剛度。
機床系統的扭轉剛度反映了進給系統抵抗扭轉變形的能力。根據扭轉理論得到進給系統扭轉剛度[15]為
(11)
其中:KφS為滾珠絲杠的扭轉剛度;KφD為伺服電機的扭轉剛度;KφZ為支承軸承的扭轉剛度;KφC為進給傳遞機構的扭轉剛度。
建立軸向變形和扭轉變形模型,進給位移偏差可表示為
(12)
其中:wj為進給系統的位移偏差;Kδ為切削力與力矩的轉換系數;Kε為轉角與軸向位移變換系數。
4 瞬時銑削厚度函數的重型銑削力模型
通過建立重型銑削刀具偏心跳動模型、刀具與主軸變形模型和進給系統剛度模型,得到重型銑削瞬時切削半徑的表達式為
(13)
重型銑削瞬時切削厚度數學模型表示為
(14)

切削層厚度是指在基面內度量的相鄰刀齒的主切削刃運動軌跡間的距離[16]。由于重型銑削水室封頭外球面采用側面銑削工藝,因此加工過程中銑削層厚度不斷變化。考慮重型銑削加工的復雜性,不同刀齒在切削過程中切削厚度差異較大。
(15)

由于微元的瞬時切削厚度不同,切削力系數隨著微元變化而改變,因此建立有關切削厚度的瞬時銑削力系數表達式為
(16)
其中:T0,T1,R0,R1,A0和A1均為常數,受刀具、工件、主軸轉速和工件材料等影響,幾乎不受每齒進給量、軸向切深和徑向切深的影響;dZ為微元軸向高度;φ為刀具旋轉角;N為刀具齒數;M為每齒微元數。
將切削微元受力表示成x,y,z軸向經典銑削力方程為
(17)
其中:θt,l(φ)為微元(t,l)的瞬時角位置。
重型銑削水室封頭實驗工程中,選用統一的實驗參數且不改變刀盤中刀具安裝次序,只對可轉位刀具進行3次位置轉換,同時銑削位置對應3個不同懸伸量,考慮到加工過程中個別刀片的沖擊破損程度始終大于刀盤中的其他刀片,因此選取破損最嚴重的刀片進行分析,如圖7所示。超景深顯微鏡測量3組破損數據如表2所示。
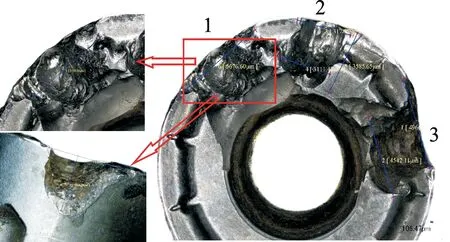
圖7 偏心跳動作用下刀具的沖擊破損與磨損Fig.7 Breakage and wear of the cutter under the influence of eccentric run out
Tab.2 Shock breakage and wear of the tool′s cutting edge
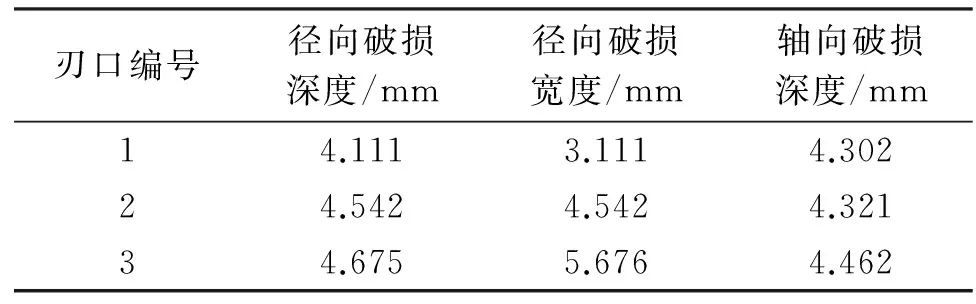
刃口編號徑向破損深度/mm徑向破損寬度/mm軸向破損深度/mm14.1113.1114.30224.5424.5424.32134.6755.6764.462
實驗過程中,前刀面與后刀面破損深度反映出重型銑削實驗過程中的偏心跳動量。考慮到銑削加工斷續切削的特點,同時在重型銑削偏心跳動嚴重的情況下,刀具前刀面承受巨大的沖擊力,前刀面表層材料極易在沖擊過程中發生大面積脫落,進而影響數據的準確性,因此選用后刀面軸向破損深度作為參考實驗數據。通過觀察刀面的刃口斷裂情況可知,三處切削刃除1號螺紋孔處出現沖擊性材料脫落外,其余切削刃口的沖擊破損皆為長期沖擊和磨損情況下形成的,考慮到重型銑削刀盤剛度較大,在此不考慮刀盤的變形,刀片的最大破損深度可視為刀盤在偏心跳動最大值。
軸向刀具極限偏心跳動量為
(18)
其中:hap名義切削厚度;α為刀片后角;Rj1(t,l),Rj2(t,l),Rj3(t,l)為軸向破損深度。
將表2數據代入式(18),得到重型銑削存在刀具偏心跳動的微元銑削半徑范圍
7.98≤Rt,l≤12.251
(19)
假設重型銑削過程中重型銑削力激勵下產生的振動為振動系統中主要的振動源,則振動振幅與瞬時銑削力成正比,同時瞬時切削厚度變化導致銑削力的突變,因此銑削力可以分解為理論值和刀偏心跳動附加值兩部分。無論切削力系數取值是常數或者是有關瞬時切削厚度的函數,二者關系始終可以表示為
(20)
其中:Fit,l(φ)為實際瞬時切削力;Fi為名義切削力(i取x,y,z);Amax為振幅極值;A為名義振幅。
(21)
結合式(17)和式(19)整理得到極限偏心跳動下的極限切削力與名義銑削力的關系為
(22)
由式(22)可知,重型銑削水室封頭加工過程在極限偏心跳動狀態下,極限切削力遠大于名義銑削力。在以切削力為主要激振源的振動系統中,極限振幅與銑削力成正比關系。
重型銑削機床的制造與安裝誤差造成重型銑削加工過程中發生不可避免的偏心跳動。根據重型銑削刀具偏心跳動模型和刀具-主軸變形模型可知,大懸伸狀態下刀具與主軸系統發生較大變形,進而加劇了刀具的偏心跳動。在以懸伸量作為唯一變量的同參數重型銑削實驗中最終獲得多種復雜表面輪廓,同時復雜的表面形貌在一定條件下又會引起重型銑削再生振動的產生。重型銑削超大切削力激勵下的強迫振動為整個銑削過程振動產生的主要形式,而刀齒在斷續切削切入與脫離工件時瞬時切削厚度與切削力的突變必然引起銑削過程特定的強迫振動振幅的突變,影響了整個系統的穩定性。加工過程中極易出現過切與欠切的情況,部分刀片瞬時切削厚度過大,最終導致局部刀片的沖擊破損與磨損,嚴重影響已加工表面質量。由于重型銑削振動存在復雜的耦合效應,模型的預測與推理無法真實地反映銑削振動狀態,因此有必要對實驗加工時采集的振動數據進行分析。
5 重型銑削振動信號分析
重型銑削水室封頭實驗測得的不同銑削區域x軸向振動信號如圖8所示。通過重型銑削振動信號發現時間曲線中沖擊特征明顯,且隨機出現較大加速度幅值。將時域信號進行快速傅里葉變換(fast Fourier transformation 簡稱FFT),得到振動信號的FFT實時譜。基頻振動出現在頻率為79Hz,且基頻幅值遠高于其他諧頻幅值。可見,重型銑削加工過程中超大切削力激勵下的強迫振動為重型銑削振動的主要組成部分。雖然重型銑削過程中機構經常發生帶有摩擦的自激振動和殘余振動等,然而在整個耦合振動中所占比重較小。三組振動信號為銑削加工劃分區域的實測數據,三組振動波形的變化規律基本相似。對比三組測試曲線發現,隨著刀具與主軸懸伸量的增加,振動信號發生混沌現象越明顯,且銑削加速度峰值隨之增大。銑削過程中瞬時加速度增大,振動也隨之增大,進而破壞重型銑削的平穩性,增大了銑削過程中發生過切和欠切的幾率。對應實驗所得的已加工表面形貌,不同刀齒瞬時切削軌跡與厚度差異較大,因此瞬時切削力和振動加速度均不相同。
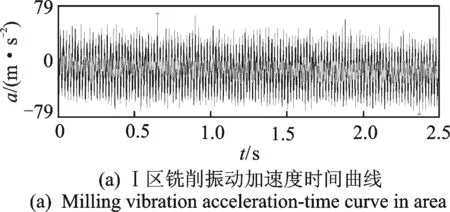
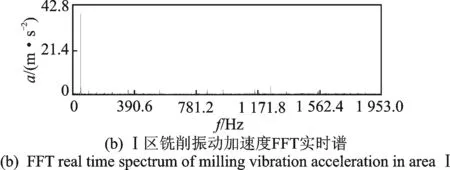
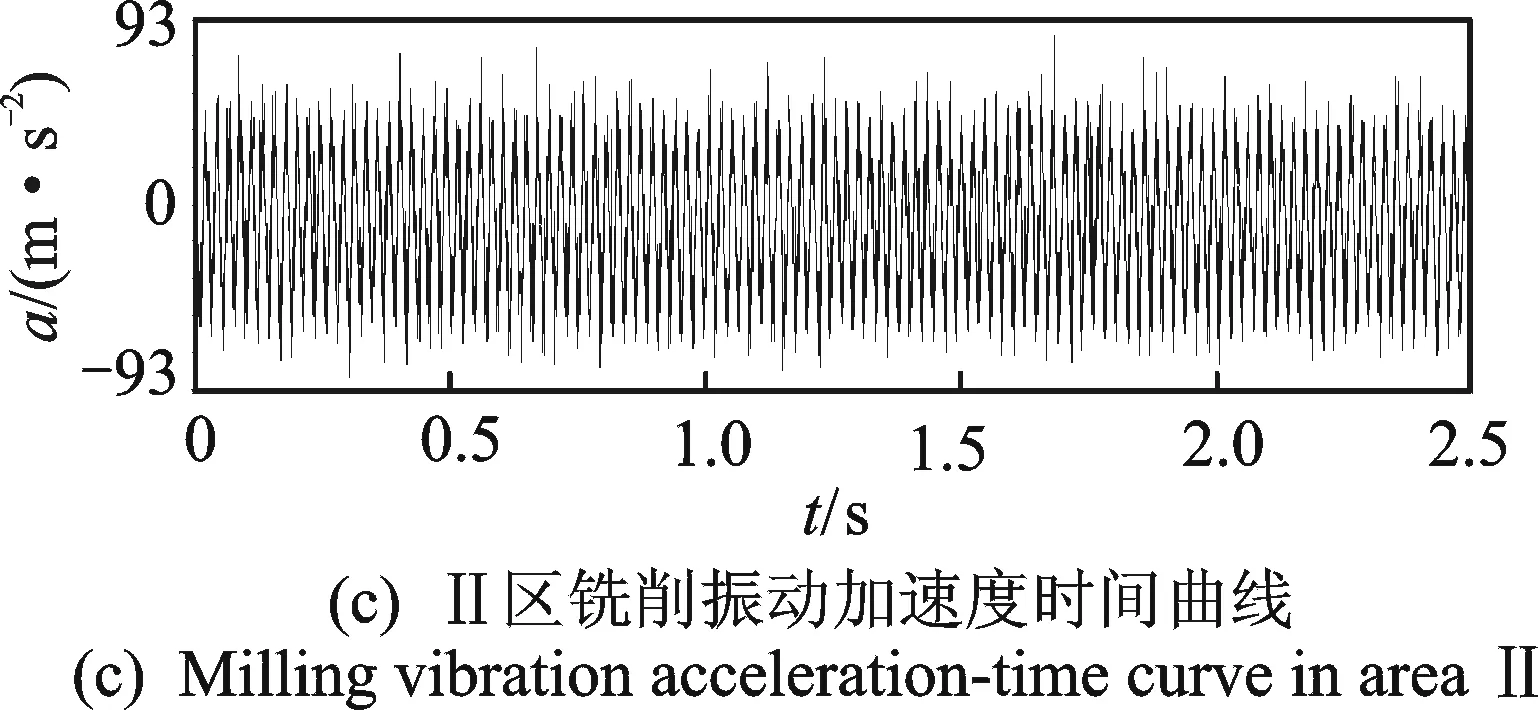
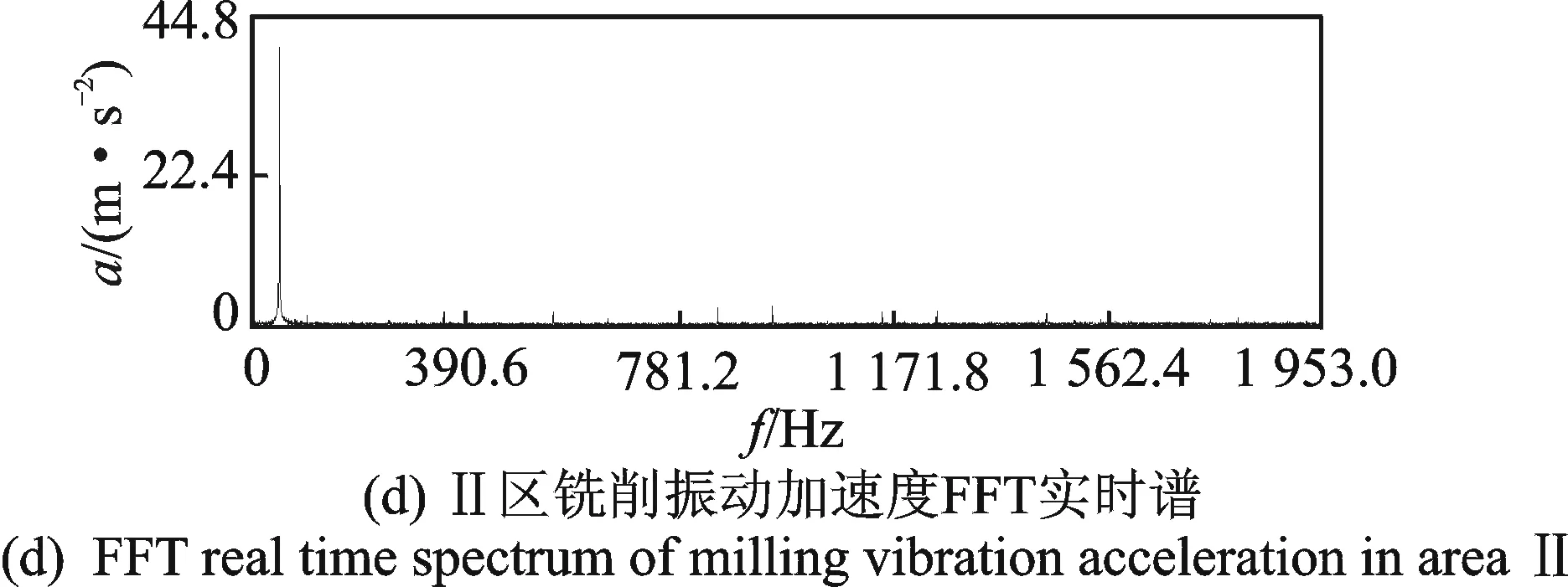
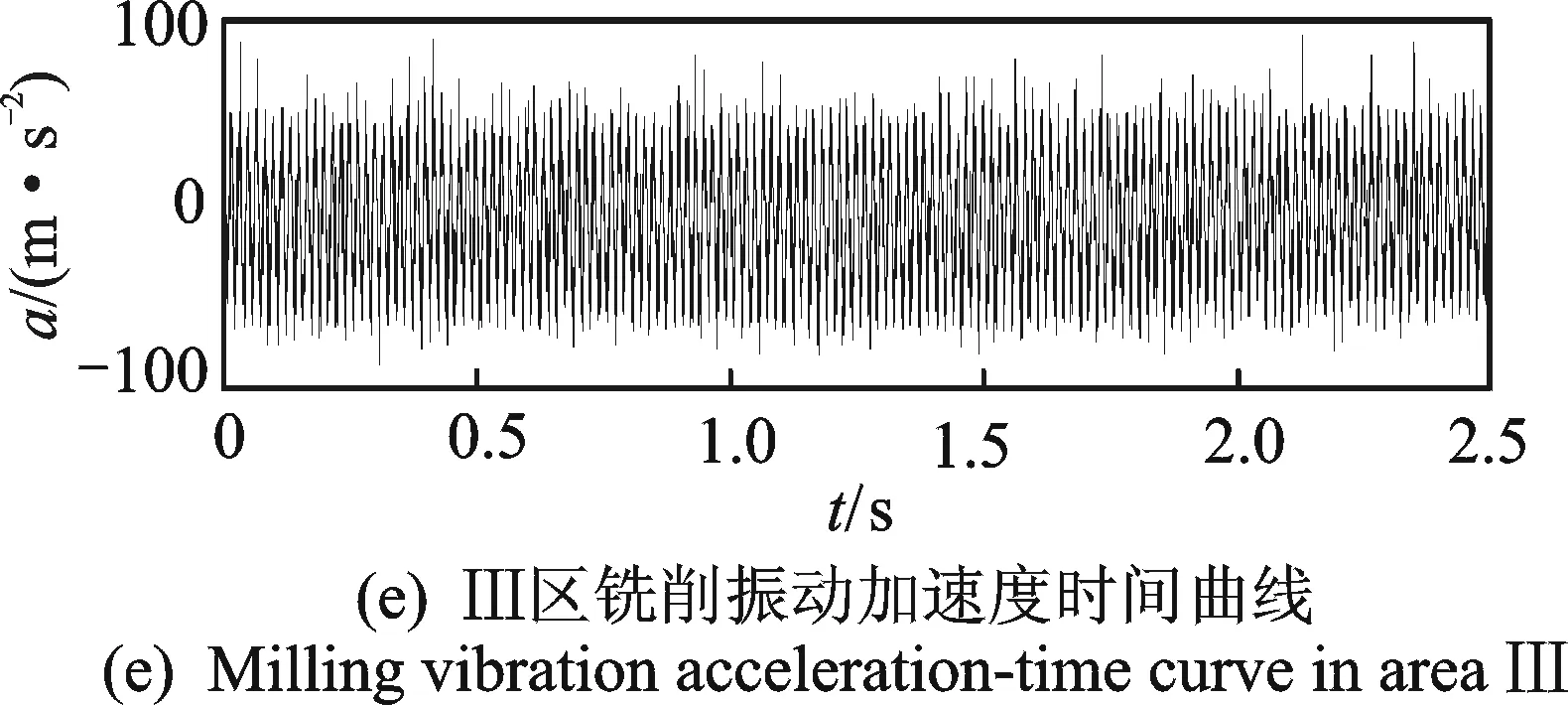
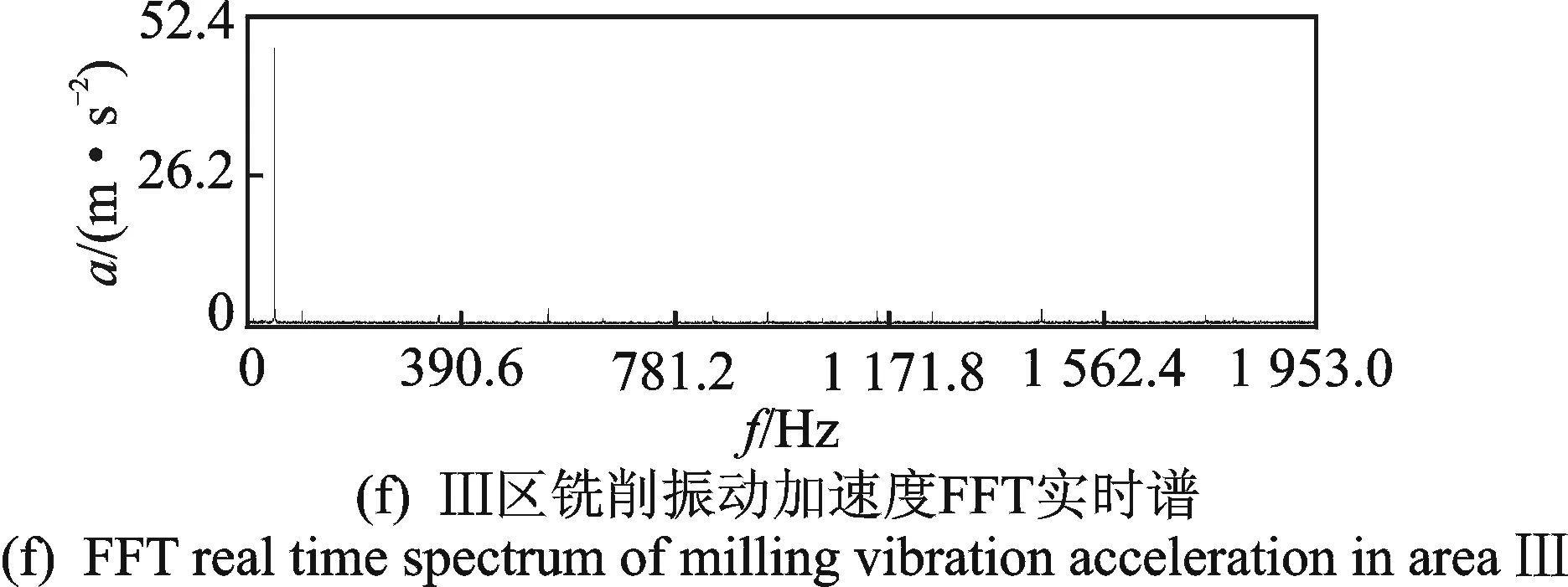
圖8 重型銑削振動信號曲線圖Fig.8 Heavy milling vibration signal curve graph
結合實驗與模型分析結果可知,在大懸伸狀態下重型銑削振動直接影響工件的已加工表面形貌、刀具的使用壽命和機床系統的穩定性。針對重型銑削偏心跳動引起的重型銑削振動應采用必要的預防控制措施。結合重型銑削加工的特點,在考慮實際生產加工效率的同時,合理選擇加工參數,適當減小軸向切深和進給速度,選用結構剛度大的刀盤與主軸并優化進給系統剛度,同時選用刀齒密度小的刀盤。刀齒密度的減小使同時參與切削的齒數減少,銑削力減小,進而增大了重型銑削的穩定性。同時在加工過程中應盡量避免主軸處于大懸伸量狀態,銑削系統應對銑削振動采取主動控制措施,盡可能減小銑削水室封頭過程中的重型銑削振動。
6 結 論
1) 分析了加工水室封頭重型銑削振動的主要來源,針對重型銑削加工水室封頭外球面現場實驗得到的已加工表面形貌進行分析,得到了單一參數下懸伸改變量對已加工表面振動波紋分布的影響規律。結果表明,重型銑削過程中刀具與工件間的相互振動是形成已加工表面形貌的主要原因。
2) 通過建立重型銑削刀具偏心跳動模型、刀具與主軸系統變形模型和進給系統剛度模型,結合重型銑削加工特點,建立了考慮刀具偏心跳動的銑削軌跡模型和瞬時銑削厚度模型。獲得了考慮重型銑削刀具偏心跳動、刀具與主軸系統輕微變形和進給系統剛度影響下重型銑削微元瞬時切削半徑表達式。獲得重型銑削瞬時銑削厚度模型,建立以瞬時切削厚度為函數的重型銑削力模型,通過實驗數據對刀具偏心跳動模型進行數值計算與驗證,分析表明重型銑削振動存在復雜的耦合效應。
3) 通過分析重型銑削實驗測得的振動信號,闡述了實際加工過程中重型銑削振動的影響因素及規律,并驗證了預測結果的準確性,為進一步研究重型銑削振動沖擊特性奠定了基礎。
[1] 程耀楠, 劉獻禮, 李振加,等. 極端重載切削條件下的刀-屑粘結失效[J]. 機械工程學報, 2012, 48(19): 169-176.
Cheng Yaonan, Liu Xianli, Li Zhenjia, et al. Tool-chip adhering failure under extremely heavy cutting[J]. Journal of Mechanical Engineering,2012,48(19): 169-176.(in Chinese)
[2] 嚴復鋼, 何耿煌, 劉獻禮. 極端重載條件下高效切削刀具技術[J]. 哈爾濱理工大學學報, 2011, 16(6): 11-16.
Yan Fugang, He Genghuang, Liu Xianli. Extreme under heavy load and high efficiency cutting tool technology[J]. Journal of Harbin University of Science and Technology, 2011, 16(6): 11-16. (in Chinese)
[3] 江浩, 龍新華, 孟光. 側銑加工振動與表面輪廓形成[J].上海交通大學學報,2008, 42(5): 730-735.
Jiang Hao, Long Xinhua, Meng Guang. The cutting vibration and surface profile generation in peripheral milling[J]. Journal of Shanghai Jiao Tong University, 2008, 42(5): 730-735. (in Chinese)
[4] Kenkichi I, Keiichi Y, Tetsutaro H. Chatter control in screw thread turning by spindle speed variation[J]. Transactions of the Japan Society of Mechanical Engineers, Part C, 2004, 70(5): 1529-1534.
[5] Rojas J, Liang C. Experimental investigation of active machine tool vibration control[J]. Smart Structures and Materials, Proceedings of SPIE, 1996, 2721: 373-384.
[6] 吳石, 劉獻禮, 肖飛. 銑削顫振過程中的振動非線性特征試驗[J]. 振動、測試與診斷, 2012, 32(6): 935-940.
Wu Shi, Liu Xianli, Xiao Fei. Experimental study of the nonlinear characteristics of vibration in milling chatter[J]. Journal of Vibration, Measurement & Diagnosis, 2012, 32(6): 935-940. (in Chinese)
[7] 王保升. 瞬時銑削力模型參數辨識及其試驗研究[D]. 鎮江:江蘇大學, 2011.
[8] 李成鋒. 介觀尺度銑削力與表面形貌建模及工藝優化研究[D]. 上海:上海交通大學, 2007.
[9] Paris H, Peigne G, Mayer R. Surface shape prediction in high speed milling[J]. International Journal of Machine Tools and Manufacture, 2004, 44: 1567-1576.
[10]李滬曾, Spur G. 機床切削振動仿真計算的結構動力學模型[J]. 同濟大學學報, 1995, 23(5): 541-546.
Li Huzeng, Spur G. Structure dynamic model simulation machine cutting vibration[J]. Journal of Tongji University, 1995, 23(5): 541-546. (in Chinese)
[11]李滬曾, 徐炳楠. 機床相對激振試驗分析[J]. 振動、測試與診斷, 1998, 18(2):143-148.
Li Huzeng, Xu Bingnan. Experimental analysis on vibration of machine tool[J]. Journal of Vibration, Measurement & Diagnosis, 1998, 18(2): 143-148. (in Chinese)
[12]Masatoshi H, Atsuo T, Ho Y J. Behavior of cutting heat in high speed cutting[J]. Journal of JSPE, 1998, 64(7): 1067-1071.
[13]陳勇, 劉雄偉, 俞鐵岳, 等. 再生振動和刀具偏心對立銑加工精度綜合影響的研究[J]. 工具技術, 2006, 40(5): 28-32.
Chen Yong, Liu Xiongwei, Yu Tieyue, et al. Research on influences of regenerative vibration and cutter eccentricity on machining accuracy in end milling[J]. Tool Technology, 2006, 40(5): 28-32. (in Chinese)
[14]Chen Hongyu, Du Junyi, Deng Lintao. The comparison and analysis of SA508 series steel used for nuclear reactor pressure vessel forgings[J]. Heavy Castings and Forgings, 2008(1): 1-3.
[15]Takasu S, Masuda M. Influence of study vibration with amplitude upon surface roughness in diamond machining[J]. Annals of the CIRP, 1985, 34(1):463-467.
[16]張軍, 唐文彥, 強錫富. 切削振動條件下的表面輪廓仿真分析[J]. 工具技術, 2000, 34(2): 43-47.
Zhang Jun, Tang Wenyan, Qiang Xifu. Simulation analysis of surface profile with cutting vibration[J]. Tool Technology, 2000, 34(2): 43-47. (in Chinese)

10.16450/j.cnki.issn.1004-6801.2016.04.010
國家自然科學基金資助項目(51205095);黑龍江省教育廳科學技術重點資助項目(12541z006)
2014-07-16;
2014-11-27
TH113
程耀楠,男,1977年9月生,博士、教授、碩士生導師。主要研究方向為重型切削理論與刀具技術、槽型優化技術與難加工材料高效加工技術。曾發表《極端重載切削條件下的刀-屑粘結失效》(《機械工程學報》2012年第48卷第19期)等論文。
E-mail: yaonancheng@163.com
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
