精密軸承鋼球圓度測量誤差分離技術研究
2016-12-19 17:19:11王自力
中國高新技術企業
2016年1期
關鍵詞:測量
王自力
摘要:圓度誤差實際上屬于滾動軸承表面工作重要質量指標,會在一定程度上影響軸承的動態性能和工作精度。為了可以有效地提高整體質量,需要適當控制設計和測量的精度和圓度。基于此,文章研究了精密軸承鋼球圓度測量誤差分離技術。
關鍵詞:精密軸承;鋼球圓度測量;誤差分離技術;滾動軸承;動態性能;工作精度 文獻標識碼:A
中圖分類號:TH711 文章編號:1009-2374(2016)01-0017-02 DOI:10.13535/j.cnki.11-4406/n.2016.01.009
現階段,石油化工、精密機床、航空航天、軍事國防等領域已經廣泛應用精密軸承,滾動軸承的關鍵部件就是鋼球,測量誤差與一致性會在很大程度上影響精密軸承的使用壽命和運動精度,促進測量誤差分離技術的發展,提高軸承精度。
1 基本概述
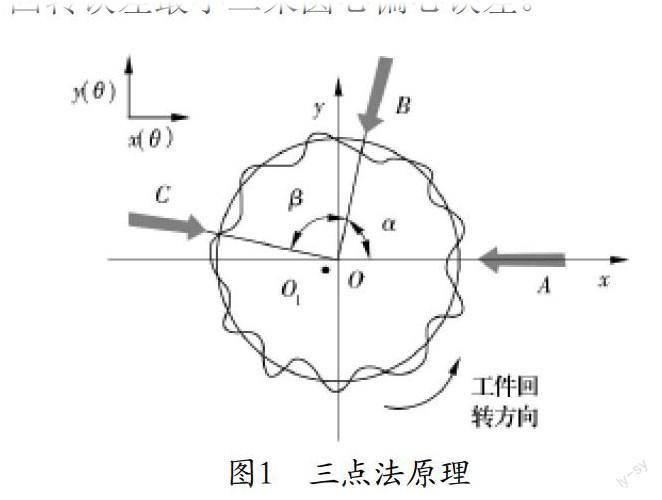
實際測量鋼球球形誤差的時候需要使用圓度儀,合理的測量球體中三個相互成90°平面赤道圓度誤差,在進行測量的時候需要在圓度儀主軸上放置鋼球,需要隨著主軸進行相應的旋轉,利用測出的球體最小和最大半徑來測量出截面實際圓度誤差。但是在使用這種方式進行測量的時候,已經具有納米級的圓度儀精度,主軸旋轉精度在±25m,處于相同數量級的精度,因此,使得主軸回轉誤差會在一定程度上影響精密軸承鋼球測量精度,所以需要利用圓度儀分離技術來盡可能降低誤差。利用這種誤差分離技術來測量精密鋼球圓度誤差的主要思路實際上就是,被測球體輪廓具有不變的特征,在處理傳感器輸出信號的時候需要利用數學算法,最后分離各種信號,以便于能夠得到實際需要的測量誤差。……
登錄APP查看全文
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
