DC06冷軋薄板深沖開裂的原因分析及解決對(duì)策
2016-12-20 03:56:25付延宜周建明
中國(guó)高新技術(shù)企業(yè) 2016年30期
付延宜 周建明
摘要:文章針對(duì)新鋼冷連退DC06冷軋板開發(fā)初期,用戶深沖加工件時(shí)在應(yīng)力集中位置開裂的現(xiàn)象,通過對(duì)退火板的力學(xué)性能、金相組織的比較,對(duì)熱軋、冷軋、連退的工藝分析,與國(guó)內(nèi)品牌DC06退火板的性能和金相組織的比較,找出差距,制訂工藝改進(jìn)措施,措施實(shí)施后,深沖開裂問題得到解決。
關(guān)鍵詞:DC06冷軋板;深沖開裂;應(yīng)力集中;退火板;金相組織 文獻(xiàn)標(biāo)識(shí)碼:A
中圖分類號(hào):TG142 文章編號(hào):1009-2374(2016)30-0071-02 DOI:10.13535/j.cnki.11-4406/n.2016.30.034
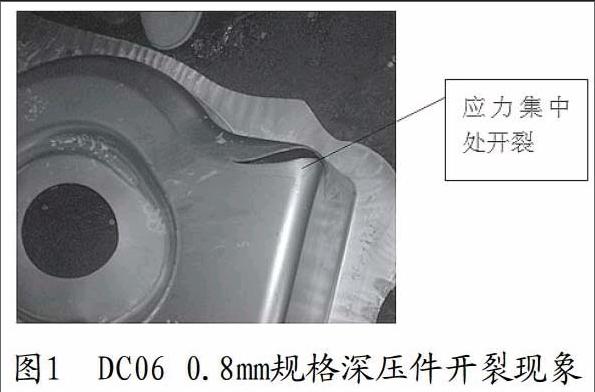
新鋼冷軋連退1550mm連續(xù)退火線在投產(chǎn)后開發(fā)深沖板初期,用戶用DC06冷軋板沖壓件加工時(shí),部分產(chǎn)品存在應(yīng)力集中區(qū)局部開裂現(xiàn)象,開裂件比例~0.1%,如圖1所示:
沖壓開裂位置在沖壓件的應(yīng)力集中位置,裂紋角度與軋向~45°方向,沖壓件其他位置未出現(xiàn)沖壓裂紋。由于開裂樣件帶回不便,回廠后重點(diǎn)對(duì)本廠生產(chǎn)的DC06退火卷進(jìn)行三個(gè)方向性能對(duì)比分析,關(guān)注退火卷縱向、橫向、45°方向性能的均勻性,改善45°方向、縱向r值和延伸率指標(biāo)。對(duì)此,我們對(duì)DC06冶煉材質(zhì)成分、熱軋、冷軋的退火工藝進(jìn)行了分析,與國(guó)內(nèi)品牌DC06樣板進(jìn)行檢測(cè)比較分析,本文側(cè)重于退火板的金相和性能分析,找出熱軋、冷軋工藝的改進(jìn)措施,改善退火卷性能均勻性。
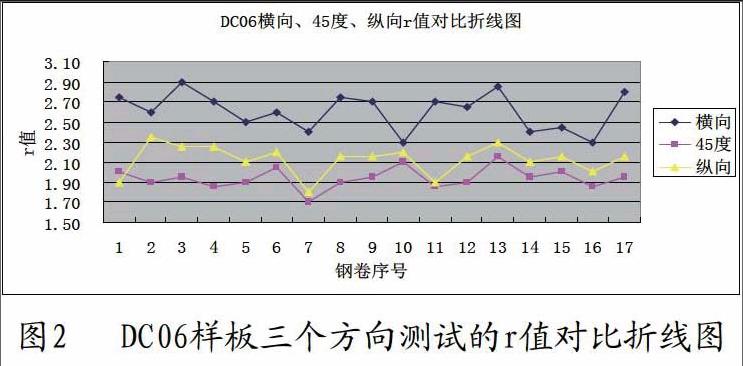
1 DC06退火板橫向、45°、縱向三個(gè)方向測(cè)試的r、A80、Rp0.2性能對(duì)比
1.1 r值
圖中數(shù)據(jù)橫向r值最高,縱向r值波動(dòng)偏大,45°方向r值偏低。
附:r值的定義:塑性應(yīng)變比,在單軸拉伸應(yīng)力作用下,試樣厚度方向真實(shí)塑性應(yīng)變和寬度方向真實(shí)塑性應(yīng)變比:
r=εb/εa
式中:
εb——厚度方向真實(shí)塑性應(yīng)變
εa——寬度方向真實(shí)塑性應(yīng)變
1.2 延伸率A80值
1.3 屈服強(qiáng)度 Rp0.2值
1.4 金相
1.4.1 DC06樣板相圖。
1.4.2 金相組織及晶粒度
2 國(guó)內(nèi)某冷軋品牌產(chǎn)品DC06的樣板分析
2.1 DC06的樣板力學(xué)測(cè)試
2.2 某冷軋品牌產(chǎn)品DC06金相分析
3 分析與討論
3.1 金相組織及晶粒度
相圖比較,我廠DC06的金相組織與國(guó)內(nèi)某品牌DC06均為鐵素體+析出物,DC06晶粒度以7.0~8.5級(jí)合適,我廠DC06晶粒度不均勻,且鋼卷的帶頭、帶尾晶粒偏細(xì)。
晶粒度不均勻主要與熱軋的工藝制度相關(guān),加熱、終軋、卷取溫度。
帶頭、帶尾晶粒與卷中間比偏細(xì),與熱軋終軋至卷取之間鋼帶的的冷卻有關(guān),使用“U”冷卻可避免這一問題。
3.2 力學(xué)性能
我廠的DC06性能判定標(biāo)準(zhǔn)如表3,力學(xué)性能按橫向性能判定,檢測(cè)樣板的性能均在判定標(biāo)準(zhǔn)范圍內(nèi)(見圖2~圖4),但在使用時(shí)其沖壓性能與國(guó)內(nèi)的品牌產(chǎn)品有差距。橫向、45°方向、縱向力學(xué)性能(見圖2~圖4),相差較大,對(duì)深沖性能產(chǎn)生影響。
45°方向塑性應(yīng)變比r值和延伸率A80比橫向、縱向低,屈服強(qiáng)度偏高,在沖壓件加工時(shí),45°方向的應(yīng)力集中區(qū)域首先產(chǎn)生開裂。
其中r值是衡量冷板深沖性能的重要指標(biāo),{1 1 1}晶面平行于板軋面的比例較高,<1 1 0>方向?yàn)橹骰品较颍瑒tr值高、Δr低,板材的抗厚度減薄能力強(qiáng),深沖性能好,各向異性小。
4 改進(jìn)措施及效果
從改善DC06退火卷的金相組織,晶粒均勻化,提高性能穩(wěn)定性,以減少性能各向異性等實(shí)施改進(jìn)。
4.1 改進(jìn)措施
4.1.1 熱軋:熱軋精軋F(tuán)7的壓下率:13%~17%,避開臨界變形區(qū),采用較低的鋼坯加熱溫度,開軋溫度:1000℃~1050℃,熱軋終軋溫度:900℃~930℃,在略高于Ar的單相區(qū)軋制,終軋后快冷,卷取溫度:730℃~750℃,以利熱軋得到細(xì)小彌散均勻的鐵素體晶粒和析出物、Ti化合物等粗大的組織,有利于r值提高和塑性的改善,形成{1 1 1}織構(gòu)。
帶頭、帶中、帶尾的晶粒度差,熱軋終軋至卷取采用“U”形冷卻工藝。
適當(dāng)了提高卷取溫度,使再結(jié)晶溫度下降,r值提高,但卷取溫度高于770℃,由于熱卷堆放保溫,容易產(chǎn)生表層晶粒長(zhǎng)大(如圖7)和較厚氧化鐵皮。
4.1.2 酸軋:DC06冷軋壓下率的提高,形變能提高,有利于提高r值,受酸軋?jiān)试S熱卷最大厚度的限制,酸軋壓下率≥70%~85%,條件允許,壓下率最好控制在77%~80%。
4.1.3 連退:采用較高的退火溫度,加熱段/均熱段板溫:840℃,有利于提高r、n值,穩(wěn)定工藝速度,以保證性能的穩(wěn)定性;采用大輥徑平整工作輥,降低平整延伸率至0.4%以下,有利于提高r、n值;選擇合適的酸軋、平整工作輥的粗糙度,深沖板板面粗糙度目標(biāo)值:1.2±0.2μm,提高沖壓變形時(shí)板表面油層的吸附力。
4.2 效果
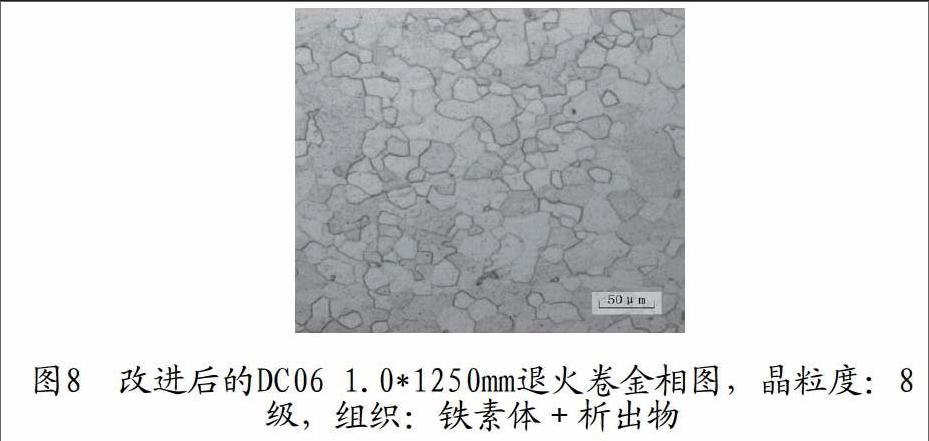
措施實(shí)施后,提高了DC06退火卷的性能穩(wěn)定性,性能各向異性減小,金相組織如圖8,晶粒均勻度提高。
沖壓加工圖1產(chǎn)品未出現(xiàn)角部開裂,DC06深沖板由最初的試用,轉(zhuǎn)為批量訂單,隨著用戶的拓展,深沖冷軋板成為冷軋廠目前的主導(dǎo)產(chǎn)品。
參考文獻(xiàn)
[1] 康永林.現(xiàn)代汽車板工藝及成形理論與技術(shù)[M].北京:冶金工業(yè)出版社,2009.
[2] 王野.不同冷軋壓下率和退火條件對(duì)Ti-Nb-IF鋼組織及性能的影響[A].2011年中國(guó)鋼鐵年會(huì)論文集[C].2011.
[3] 高興昌.冷軋帶鋼表面粗糙度的影響因素及復(fù)制率研究[A].2011年中國(guó)鋼鐵年會(huì)論文集[C].2011.