CMT焊接在直縫鎳基復(fù)合管制造中的應(yīng)用
2017-02-04 18:40:57劉建立
中文信息 2016年9期


摘 要: 通過對N08825+L415MS鎳基復(fù)合管焊接性能分析,以及氬弧焊(GTAW)、等離子焊(PAW)和CMT焊接特性對比,提出了在復(fù)合管生產(chǎn)中采用CMT方式進行耐蝕層堆焊的思路,經(jīng)焊接工藝評定試驗,證明了該焊縫具有良好的耐蝕性能。將該工藝應(yīng)用于產(chǎn)品生產(chǎn),焊縫成形美觀,焊接效率高,達(dá)到了預(yù)期效果。
關(guān)鍵詞: CMT焊接 雙金屬復(fù)合管 鎳基耐蝕合金
Abstract: By analyzing the welding performance of N08825+L415MS clad pipe, and comparing welding characteristics of GTAW, PAW and CMT, proposed the use of CMT overlay welding corrosion layer in clad pipe manufacture, the welding procedure qualification test proved the weld seam have fine corrosion resistance property. Apply this technology in manufacturing, will have fine appearance of welding seam and high welding efficiency, achieved the expected effect.
Key words: CMT Welding; Bimetal lined pipes; Nickel-based alloy
中圖分類號:TG4 文獻(xiàn)標(biāo)識碼:A 文章編號:1003-9082(2016)09-0292-02
引言
隨著全球能源開采領(lǐng)域向海洋深處以及高含H2S、CO2、Cl-等強腐蝕介質(zhì)油氣田延伸,油氣開發(fā)及輸送條件更為復(fù)雜,對輸送含腐蝕介質(zhì)的管道性能要求也越來越高,使用傳統(tǒng)單一的防腐技術(shù)及材料已不能滿足油氣田發(fā)展需要,應(yīng)用雙金屬復(fù)合管可有效解決單一金屬材料的工程腐蝕問題,發(fā)揮其在苛刻腐蝕環(huán)境下的安全、經(jīng)濟優(yōu)勢。而雙金屬復(fù)合管的制造在我國尚處于起步階段,各廠家的生產(chǎn)工藝也不盡相同,主要有機械復(fù)合和冶金復(fù)合兩種結(jié)構(gòu)形式。
我公司接某項目一批直縫鎳基復(fù)合管制作任務(wù),材質(zhì)為N08825+L415MS,規(guī)格φ610×(3+18),合同要求復(fù)合管須采用爆炸復(fù)合板經(jīng)預(yù)彎-折彎-焊接而成,力學(xué)和耐蝕性能應(yīng)滿足技術(shù)條件要求,產(chǎn)品數(shù)量大,工期緊。本文主要針對耐蝕層堆焊部分進行研究,通過對比氬弧焊GTAW和CMT焊接各自的特點,經(jīng)焊接工藝試驗,確定了合適的CMT規(guī)范參數(shù),并成功應(yīng)用于本項目復(fù)合管縱焊縫耐蝕合金層的堆焊,焊縫成形良好,耐腐蝕性能等均滿足用戶要求,保證了產(chǎn)品按時交貨。
一、焊接性能分析及工藝的選擇
1. N08825與L415MS焊接性分析
N08825是一種鎳-鐵-鉻固溶強化合金,在室溫下金相組織為奧氏體,具有抗氯離子應(yīng)力腐蝕開裂、抗點蝕以及縫隙腐蝕等能力,與管線鋼L415MS在化學(xué)成分、物理性能、力學(xué)性能等方面均有較大的差異。因此,在進行耐蝕層焊接時焊材的選擇尤為重要,為防止基層對復(fù)層焊縫的稀釋以及合金元素?zé)龘p、氧化等因素,應(yīng)選擇合金成分較高的焊材,同時應(yīng)選用熔深較淺的焊接方法進行耐蝕層的堆焊。
據(jù)資料介紹,S和Si在825合金焊縫中容易偏析,S和Ni形成Ni-NiS低熔點共晶,Si和O等形成復(fù)雜的硅酸鹽,在焊縫金屬凝固過程中,在焊接應(yīng)力作用下可能產(chǎn)生晶間裂紋或高溫低塑性裂紋[1]。另外,N08825與L415MS兩種材料的熱膨脹量相差較大,在焊接熱循環(huán)作用下接頭處會產(chǎn)生較大的焊接殘余應(yīng)力。
因鎳基合金導(dǎo)熱性差,如果焊接時電流過大,速度過慢等容易引起焊縫晶粒粗大,進而使得晶粒邊界上集中脆性的低熔點共晶體而產(chǎn)生裂紋,因此,應(yīng)選用較小的焊接線能量并嚴(yán)格控制層間溫度。另外,由于鎳基合金焊縫金屬表面張力大,流動性差,易氧化等特點,焊接時應(yīng)加強對熔池及高溫區(qū)的保護,以及采用氬加少量氦的混合氣來改善焊縫流動性,使焊縫成形良好,又不易被氧化。
2.焊接方法的選擇
目前國內(nèi)直縫冶金復(fù)合管生產(chǎn)工藝基本同純碳鋼管相類似:刨邊-預(yù)彎-折彎-合縫預(yù)焊-基層內(nèi)焊-基層外焊-耐腐蝕層堆焊,基層內(nèi)、外焊大多選用多絲埋弧焊,耐蝕層堆焊一般采用氬弧焊(GTAW)、等離子焊(PAW)以及電渣焊(ESW)等進行焊接。本項目復(fù)合管復(fù)層為鎳基合金N08825,其焊接難度大,焊縫耐蝕性能要求高,電渣焊因熱輸入大、稀釋率高,焊縫性能很難滿足要求;氬弧焊和等離子堆焊的焊縫性能優(yōu)良,但其效率均比較低,根本無法滿足產(chǎn)品按時交貨,因此我們考慮采用CMT焊來進行復(fù)合管耐蝕層的堆焊。
CMT(Cold Metal Transfer)冷金屬過渡技術(shù)是福尼斯( Fronius)公司開發(fā)的一種革新技術(shù),其獨特的熔滴過渡控制方式使其具有焊接熱輸入小,能有效減小焊接變形;電弧更加穩(wěn)定,焊接過程無飛濺;焊縫稀釋率低,性能優(yōu)異;焊接效率高等特點。據(jù)介紹理論上其熔敷效率最高可達(dá)6kg/h,普通氬弧焊實際生產(chǎn)大約6-9kg/8h(每班),而CMT焊實際生產(chǎn)大約25kg/8h,焊接效率是氬弧焊的2-3倍[2]。
二、焊接工藝評定試驗
1.焊接材料
由于N08825合金與L415MS化學(xué)成分差異較大,同時考慮到基層對復(fù)層焊縫的稀釋以及合金元素?zé)龘p等因素,選用合金成分更高的ERNiCrMo-3焊絲進行焊接試驗,焊絲直徑為φ1.0,化學(xué)成分見表1。
2.試驗用母材化學(xué)成分及力學(xué)性能
焊接試驗采用母材為API SPEC 5L-L415MS,規(guī)格為δ18×500×200mm,化學(xué)成分及力學(xué)性能見表2和表3,試板尺寸及焊縫見圖1。
3.焊接工藝措施及規(guī)范參數(shù)
根據(jù)上文焊接性能分析,鎳基合金耐蝕層堆焊的難度較大,要獲得合格的焊縫性能,必須通過嚴(yán)格的工藝措施來保證。焊接前用砂輪機打磨去除堆焊區(qū)域母材表面的鐵銹及其他雜物,露出金屬光澤,并用丙酮清洗去除油脂等。采用槍體加拖罩聯(lián)合保護方式,對熔池及焊縫高溫區(qū)域進行保護,槍體為95%的Ar+5%的He混合氣,拖罩為純氬(≥99.99%),同時嚴(yán)格控制層間溫度在100℃以內(nèi)。焊接規(guī)范參數(shù)見表4。
4.試驗結(jié)果
按ASME Ⅸ卷焊接和釬焊評定以及相關(guān)試驗標(biāo)準(zhǔn)對試板進行PT檢測、彎曲試驗、化學(xué)分析、耐腐蝕試驗等一系列測試,各項試驗均合格,結(jié)果如下:
4.1 滲透檢測
對焊縫表面進行100%滲透檢測,未見圓形或線性顯示,試驗結(jié)果合格。
4.2 彎曲試驗
對試板進行側(cè)彎試驗,試樣厚度10mm,彎心直徑40mm,彎曲角度180°,4件試樣受彎面均無開口缺陷,試驗合格。
4.3 宏觀及微觀金相檢查
對焊縫截面拋光后,用侵蝕劑進行侵蝕,用5倍放大鏡進行觀察,焊縫及熱影響區(qū)截面熔合良好,無氣孔、夾雜以及裂紋等缺陷。焊縫組織致密,微觀組織為奧氏體加微量析出物。
4.4 硬度測試
對堆焊層進行HV10硬度測試,三個測試值分別為:210,215,215,滿足用戶技術(shù)條件要求。
4.5 化學(xué)分析
對距熔合線2mm處焊縫金屬進行化學(xué)成分測試,試驗合格,結(jié)果見表5。
4.6 耐腐蝕性試驗
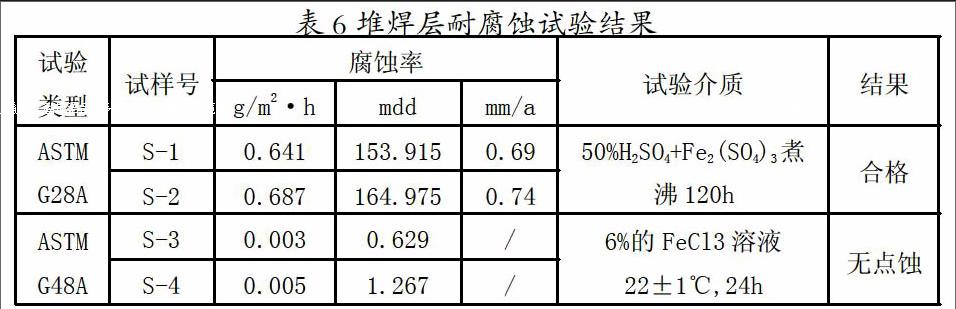
對堆焊層焊縫金屬分別進行ASTM G28A和ASTM G48A試驗,均滿足技術(shù)條件要求,其中ASTM G28A試驗要求腐蝕率小于1mm/a,試驗結(jié)果見表6。
三、實際應(yīng)用
為提高復(fù)合管生產(chǎn)效率,我公司率先引進4套CMT內(nèi)焊系統(tǒng),焊機型號為Fronius公司TPS4000CMT焊機,利用脹緊的鋼絲繩作為焊接小車導(dǎo)軌,配合焊槍擺動器、激光跟蹤系統(tǒng)以及視頻監(jiān)控系統(tǒng)等,完成雙金屬復(fù)合管耐蝕層的焊接。
我們根據(jù)本項目復(fù)合管材質(zhì)及規(guī)格進行分析,同時考慮工期等因素,決定采用該CMT內(nèi)焊系統(tǒng)來進行耐蝕層的焊接,焊接現(xiàn)場及焊縫外觀見圖2。經(jīng)對比,耐蝕層采用CMT比氬弧焊堆焊效率提高了近3倍,焊縫成形良好,X射線檢測一次通過率達(dá)99.5%以上。通過取樣進行化學(xué)成分、耐腐蝕性試驗等,各項指標(biāo)均滿足技術(shù)條件要求,順利完成工作任務(wù)。
四、結(jié)語
1.經(jīng)焊接試驗表明,針對N08825+L415MS復(fù)合管耐蝕層堆焊,選擇合適的焊接程序及工藝參數(shù),采用CMT焊接可以獲得性能良好的焊縫,表面成形好,焊接效率較高。
2.通過對焊縫的ASTM G28A和點蝕等耐腐蝕試驗證明,N08825+L415MS鎳基復(fù)合管采用CMT堆焊的焊縫具有優(yōu)良的耐腐蝕性能,能夠滿足其服役環(huán)境的應(yīng)用要求。
3.由于CMT焊接的熔深較淺,因此在坡口設(shè)計時應(yīng)充分考慮其特性,避免產(chǎn)生未熔合等缺陷。
參考文獻(xiàn)
[1]房茂義.Incoloy825鎳基耐蝕合金的焊接 [J].1999(3):55-56.
[2]于建平.CMT焊接在堆焊(包覆)鎳基耐蝕合金層中的應(yīng)用 [J].石油化工設(shè)備技術(shù),2013(5):49-52.
作者簡介:劉建立,(1978-),本科,工程師,四川驚雷科技股份有限公司工藝處副處長,主要從事壓力容器、復(fù)合鋼板以及雙金屬復(fù)合管焊接工藝研究及應(yīng)用。