風之心(下)
2017-03-06 18:56:13火心2000
航空世界 2016年12期
關鍵詞:發動機
火心2000
在世界航空工業領域,美國向來領跑,蘇/俄緊隨其后。而同處一極的歐洲諸雄因諸多原因則長期不能與上述兩強抗衡。這點在戰斗機研制領域也是如此。不過,憑借聯合之勢,倒也精品頻出,例如“狂風”“臺風”戰斗機。向來特立獨行的法國長期對自由獨立的堅持,也建立起了世界級的完善的航空工業體系。早期憑借“幻影”系列戰斗機奠定了“高盧雄機”的世界地位,而后的“幻影”2000戰機也能在世界刮起三角翼傳奇,世紀之交的“陣風”戰機更是在航空工業界占據了一定的地位。
作為歐洲最為頂級的航空工業流派,法國一向特立獨行,頗具法蘭西風采;其他西歐諸雄基本都是聯合作戰。這在航空發動機領域也不例外。法國始終堅持自己單干,研發了阿塔系列、M53、M88系列發動機;而另外諸雄在聯合研制“狂風”“臺風”戰機之時,發動機也采取了聯合研制方法,研制了RB199、EJ200發動機。花開兩朵,各表一枝,現在我們來看看歐洲聯合研制的“風之心”——RB199與EJ200發動機。
總體性能
作為集西歐四國大成,EJ200是新一代中推發動機的杰出代表,可謂是航空工業的尖端技術的巔峰之作。在研發EJ200時,四國拋開先前他們合作的RB199發動機的技術框架,采用雙轉子結構,利用航空材料、氣動技術的進步,重點突出超聲速作戰能力,提高發動機的單位推力,簡化整體結構,減少零部件數量,取得了令人滿意的效果。
鏈接
EJ200發動機的操作性、適用性
1.可靠性
·平均無故障間隔(MTBF):大于100EFH(發動機飛行小時)
·空中停車率:小于0.1/1000EFH
·發動機非計劃換發率:小于1.0/1000EFH壽命(FOC標準)
·熱端部件壽命2000EFH
·發動機設計總壽命高達6000EFH,大約相當于30年的使用壽命(已每年200EFH計算)
2.維護性
·單元體結構:發動機快速修復能力
·先進的視情維護
·方便使用的外場可更換件(LRI)
·廣泛使用孔探儀
·發動機拆換時間小于45分鐘
3.后勤保障
·使用普通維護工具
·容易培訓
·較少的直接維護工時/發動機飛行小時
·發動機可互換
4.發動機狀態監控
·全權限數控裝置
·發動機健康狀況持續監測與事件報告功能。
技術特點
EUROJET在設計之初便為EJ200定下模塊化設計的總基調,整機由15個單元體和數字式發動機控制器及監測單元組成。研制中充分吸取當時航空工業的先進技術,大量使用先進的氣動、材料、工藝、冷卻等技術,并運用一體化研制方案,從而大幅度縮短研制周期(和傳統研發模式相比),減少了研發經費。研發中EUROJET十分注重先進技術與成熟技術的緊密結合,充分優化前期在RB199發動機合作中所取得的技術經驗,并大力借鑒羅羅公司在民用發動機領域的頂級技術,合理安排新技術的應用比例,嚴格遵守循序漸進的原則,逐步擴大原則,所有部件需經充分驗證后方能裝機使用;同時在研制過程中,經歷大量嚴苛的試驗以及飛行考核,確保發動機的可靠性、耐久性、適用性均達到國際先進水平。正是基于這樣的總體指導思想,最終打造出了一臺綜合性能突出,壽命長、壽命周期費用低的先進軍用發動機。
從總體結構分析,EJ200為雙轉子、小涵道比、混合排氣的渦扇發動機,設置了前后兩個主承力框架(即中介機匣框架與位于高低壓渦輪之間的渦輪級間框架)、5個轉子支撐點、兩個滑油腔。發動機采用了3級風扇,5級高壓壓氣機,短環形主燃燒室。高低壓渦輪各一級,平行進氣式,帶鏡像火焰穩定器的加力燃燒室以及收斂—擴散噴管。
壓氣機系統——風扇、高壓壓氣機(德國MTU Aero公司、英國羅羅公司)
作為整個EJ200發動機中的最具技術含量的關鍵部件,壓氣機的研發,當然是由業界大佬羅羅公司擔當,德國的MTU公司也參與此項工作。EJ200在設計之初就定位于未來21世紀的先進發動機,因此,在研制中基本推翻了此前合作產品RB199發動機的技術框架,引入了全新的設計手段(三元黏性非定常計算葉片造型)。提高了增壓比(提高了葉尖切線速度,增大了擴散因子),總壓比達到26,平均級壓比超過1.5。更讓人嘆為觀止的是這樣的總壓比級別僅采用8級壓氣機便達到了。美國同級別的F414發動機(F/ A-18E/F戰斗機的動力系統)則是10級,級壓比1.4;法國“陣風”戰斗機的動力系統M88發動機為9級,級壓比1.427。EJ200的級負荷水平雖然提升許多,但部件效率及喘振余度高,穩定工作的能力不減反增。現簡單介紹壓氣機的各個分系統。
1、三級軸流式風扇
風扇采取整體葉盤(Blish)結構,應用三維計算流體力學(CFD)氣動設計,跨聲速寬弦風扇葉片(3級轉子葉片數分別為20、30和40片),可以在增加效率、提高強度的同時減輕重量。整臺風扇轉子為懸臂支撐,進口直徑為740毫米,單元體長度700毫米。
為了簡化發動機結構,風扇取消了支承點(即進氣匣處不用設置1號軸承)。EJ200之所以能有如此設計,是因為其風扇葉身上沒有設置窄弦葉片常見的阻尼凸肩,進氣機匣也沒有設置導向葉片,而增壓比與平均級壓比分別達到了4.211和1.6147。同時,風扇在設計轉速下,還保有了20%以上的喘振余度。因此,即使取消了進口可變彎度導葉(VIGV),發動機仍具有良好的穩定工作能力。所以便取消了1號支承點。
鏈接
VIGV是航空發動機中經常使用的防喘振措施。一般由前部固定的支板、后部連接可改變角度的導向葉片以及操作機構等組成,其主要作用是當進氣條件處于非設計工況時,調整導葉角度以改變氣流方向,保證發動機能夠穩定工作。國際上同類型發動機,例如美國的F414-GE-400、法國的M88-2發動機都采取了這樣的設計。一般安裝VIGV的進氣機匣在正常情況下還是發動機的主要承力框架,前緣固定的支板作為對外傳力部件,傳遞風扇前支點(即1號軸承)的負荷。
作為面向21世紀的先進發動機,歐洲四國對EJ200是呵護有加,盡量采取了當時四國在航空工業所能取得的最頂級技術。不過,EJ200也并不是一味的采取全新技術,仍采用了部分看似落后,但卻十分成熟的設計方案。如在防喘增穩方面,EJ200的一級風扇機匣沿周向設計了機匣處理裝置,即在機匣內壁對應風扇轉子的部位開設處理槽,讓氣流周期性的進入處理機匣,然后從前端再射入主氣流,形成葉尖區的一股回流。這種設計多見于渦噴發動機,在渦扇發動機上基本不采用(在新一代軍用渦扇發動機種,只有EJ200和蘇聯/俄羅斯的RD-33發動機采用)。與實壁機匣相比,EJ200的這項大巧若拙的設計能夠有效延遲壓氣機不穩定工況的發生,顯著增加喘振余度。同時,構造比較簡單,對于發動機的重量、結構等影響不大。
風扇機匣采用鈦合金制造,沿軸向分成4段圓環,機匣上焊接有靜子葉片(整流葉片)。在進氣機匣的外壁銑出網格狀加強筋以提高機匣強度,第二級處設有引氣口,用于向飛機燃油箱增壓。
2、五級軸流式高壓壓氣機
該壓氣機分為3個部分:前轉子(由第一二級組成,全部由鈦合金制造,第一級轉盤帶短軸,短軸前部加工出圓弧端齒)、后轉子(由第四五級組成,并帶后錐軸,輪盤材料是Inconel高溫合金制造),以及單獨的第三級鈦合金葉盤。
前轉子的兩個輪盤經電子束焊(EBW)形成一個整體,后轉子采用慣性摩擦焊(IFW)焊接,再用短螺栓將兩段部件與第三級葉盤裝配成一個完整的5級軸流式高壓壓氣機轉子。高壓壓氣機第三級設置引氣出口,引出的空氣(390℃)用于冷卻低壓渦輪靜子(導向器);第五級空氣則提供給燃燒室(氣膜冷卻)、低壓渦輪轉子等。
高壓壓氣機的總壓比6.2,級壓比1.44,壓氣機出口總溫773.15K,總壓2.7兆帕,采用等外徑的氣流通道。EJ200在設計之初,為了降低技術難度,縮短研發時間,采用了兩級可調靜子。不過,在隨后的大量試驗中發現,僅用一排調節機構就能滿足壓氣機在各種轉速下具有較好的穩定工作能力,于是,全臺壓氣機一共采用了一級可調靜子(0級——壓氣機進口可調靜葉)。整個壓氣機的葉片均按照三元流設計的小展弦比葉型。壓氣機的前三級都是采用整體葉盤結構,減輕了部件重量。
鏈接
壓氣機系統使用的先進技術
作為EJ200發動機最核心的部件,四國采用了當時其所取得的所有最先進的技術,傾力打造,提高穩定工作余度,同時保持其設計性能。
整體葉盤(Blisk:Bladed-Disk):
顧名思義,整體葉盤是將轉子葉片同轉盤做成一個整體的形式,它是目前新型航空發動機的重要技術。EJ200的3級風扇、高壓壓氣機的前3級均采用整體葉盤,還計劃將后兩級也改為同樣結構,使之成為全整體葉盤的發動機。
相對整體葉盤的一體式結構,傳統葉盤的連接方式是將葉片榫頭安裝在轉盤榫槽中,再用鎖片將其固定。這樣“拼裝”結構,增加了部件重量、零部件數量。同時每個零部件之間也存在一定的間隙。高壓壓氣機一直都處于高速旋轉、高溫的苛刻工作環境中。炙熱的熱氣流在這些間隙中流竄,影響壓氣機的正常運轉。而整體葉盤則無需加配榫頭、榫槽,零部件尺寸也所減小,減重效果也是十分理想(有資料稱,兩者相比可減輕一半的重量)。因此,整體葉盤也成為了當今先進航空發動機的標配技術之一了。
既然整體葉盤具有如此多的優點,那為何在航空發動機工業方面卻為何不大規模普及呢?這主要是因為整體葉盤存在兩大障礙:一是加工問題,二是維修問題。一旦出現葉片受到損傷需要更換時,榫槽連接的葉盤可以單獨更換受損零件,而整體葉盤是無法拆卸葉片的。如果沒解決維修的配套工作,那么整個葉盤就全部報廢。因此,直到20世紀90年代,世界幾大航空發動機工業強國在整體葉盤方面取得技術突破,整體葉盤才逐漸推廣使用。
EJ200在采用整體葉盤時,采取穩步推進的方式,并不是一步到位的全部采用整體葉盤,堅持由點到面,逐步擴大的過程。型號驗證機階段(DVE)僅第三級風扇做成整體葉盤(電子焊接成型),其余壓氣機仍采用榫槽連接,在經過諸多試驗后,設計人員對其作出針對性的改進升級。03批發動機的3級風扇和第三級高壓壓氣機都采用整體葉盤;而到最終批量生產時,整體葉片已是壓氣機的主要結構形式了。未來,準備將利用全整體葉盤的壓氣機。EJ200的整體葉盤所使用的先進加工技術:
之所以整體葉盤能得以在EJ200上大規模推廣,主要是因為四國有了以下幾項技術的突破。
·鍛件數控機床機械加工:通常在五座標數控銑床上將鍛件削成設計要求的形狀。不過,這種加工方法耗時較長,成本也是居高不下;
·電化學加工(ECM):這種加工方法適用于葉盤制造的各個階段(從粗加工到葉片的精加工),加工后的成品無需手工拋光,且質量很高。這種方式是將工件材料被溶解在電解液中,通電后整體葉盤作為正極,葉片形狀的工具為負極。也就是反電鍍工程。與數控機械加工方法相比,ECM可大幅縮短加工時間, EJ200生產型的第三級風扇(直徑650毫米、40片工作葉片),F414、YF120等葉盤均使用該方法制造。
·電子束焊(EBW):即分別生產出葉片與輪盤毛坯,然后再用EBW方法將葉片焊接到輪盤上。這種方法發展多年,比較成熟,早期的EJ200就采用了EBW制造第三級風扇與高壓壓氣機葉盤。
·線性摩擦焊(LFW):此方法的初衷是為了修復整體葉盤的損傷問題,主要針對受損的Blisk葉片,后來推廣到葉盤制造中。屬于一種固態連接技術,類似于擴散連接。EJ200前后兩級風扇正是應用此項工藝的杰出成果,成型后的葉盤連接處看不到焊縫。從發展趨勢看線性摩擦焊有望逐漸取代電子束焊。
此外,還有擴散連接、精鑄拋光(適用于小型發動機)等技術。
高壓壓氣機雙層機匣
EJ200發動機的后兩級高壓壓氣機采用比較常見的雙層機匣。外層機匣作為部件主要的承力結構,內壁則是氣流包容環和靜葉的固定面。隨著技術的成熟,到正式生產時,為了減少發動機承受大機動飛行時載荷對葉尖間隙產生的不利影響,整個壓氣機機匣都采用雙層壁設計。外層機匣由鈦合金制造、連接著中介機匣,承受核心機的外部載荷。
機匣內部做成整環形的分段,各分段用螺栓相連接,這樣可以保證葉尖的均勻間隙。5級壓氣機的前4級采用鈦合金制造,第五級采用鎳合金制造。第三級機匣處設置引氣出口,向低壓渦輪等系統輸出冷卻空氣。
為了方便維修人員檢查部件情況,提高維護性能,在機匣上設置了多個探孔,分別位于前部VIGV、中段第三級靜葉和后部擴散器處。
防鈦火設計
EJ200的壓氣機中大量使用鈦合金材料,尤其是機匣與葉片部分(高壓壓氣機出口級的輪盤、葉片仍是鎳基高溫合金),因此容易引發鈦著火事故。為了避免鈦火的發生,在內機匣對應工作葉片的部位設計了防鈦火的氧化鋯陶瓷涂層。
圓弧端齒聯軸器
所謂圓弧端齒聯軸器就是在兩個轉子連接軸的端面上分別加工出相互嚙合的端齒,然后用短螺栓連接兩段部件,嚙合的齒面形成圓弧形,故得名。這種連軸器端齒傳遞扭矩、定心,用螺栓連接傳遞軸向力,因為具有傳遞扭矩大、能自動定心(解決熱定心問題)、拆卸方便等特點。此技術也被主要航空強國所運用,EJ200也不例外。EJ200全機共有3處使用到該裝置:高壓壓氣機前軸與三號軸承短軸、高壓壓氣機后軸與高壓渦輪前軸以及低壓渦輪后軸同低壓渦輪長軸間。圓弧端齒聯軸器的使用方便了滾珠軸承的拆裝,同時也十分方便的拆卸發動機的單元體,提高了發動機的可維護性。后來在使用中,EJ200發動機的核心機完全可以在“臺風”戰斗機上直接拆卸,大大方便了實際使用。
先進材料
在航空工業界,發動機的性能提升與高新材料的采取息息相關。EJ200的高壓壓氣機使用了名為IMI834新型高溫合金材料。它由英國IMI鈦合金公司于1982年開始研制,是目前投入使用的耐溫能力最高的鈦合金。羅羅公司出品的遄達系列發動機的高溫壓氣機轉子(輪盤、鼓筒、軸等)都是這種材料制造的,其中遄達700系列的整個高壓壓氣機都使用了IMI834材料,成為首個“全鈦轉子”設計的型號。
截止到目前,根據公開資料顯示,在EJ200的發動機中前部的壓氣機轉子均由IMI834材料制造,后兩級轉盤仍采用IN718合金。根據EUROJTET公司的計劃可知,在EJ200的后續改進計劃中,IMI834或者耐溫性能更高的輕質材料(比如高溫鈦基復合材料TMC)會逐漸應用至整臺壓氣機轉子,甚至所有的工作葉片。
寬弦(小展弦比)無凸肩葉片
從渦輪噴氣發動機誕生至今,其風扇葉片發展經歷了幾代設計計算和制造工藝的逐步改進,其生產技術、質量控制、可靠性均已形成規模。隨著航空技術的飛速發展,航空發動機采用的新技術也在不斷增加,寬弦無凸肩葉片就是其關鍵技術之一。它是具有增加發動機壓氣機喘振余度、抗外物損傷、提高發動機的推力,減少葉片數和減輕重量等優點,日益受到航空工業強國重視,也都在各自的當家產品上進行普及推廣使用,例如PW的PW4084、GE的GE90、羅羅的遄達800等發動機。總體來講,寬弦無凸肩葉片發展至今可分為以下幾個階段:
第一階段:窄弦實心風扇葉片階段
早期的風扇葉片出現于20世紀60年代初期,主要用鈦合金材料制造。為了增加葉片剛性和自振頻率,在葉身上距離葉尖1/3處,設有向兩側伸出的阻尼凸肩(減振凸臺)。凸肩在葉片之間相互抵緊,形成一個加強環,例如CFM56-5發動機上的風扇直徑為1.3米,風扇葉片長0.6米,用鈦合金整體鍛件加工而成,其上就有一個完整的加強環。
這個時期的風扇葉片的特點是窄弦、帶凸肩、實心結構。
不過,隨著技術的發展,對大推力發動機的要求越來越高。而這種窄弦實心帶凸肩的風扇葉片的加工工藝不好,制造成本也是居高不下。其次,由于氣流流過凸肩處會產生分離,使氣流效率下降,且實心葉片重量過大,完全不適用與新一代大推力發動機的風扇設計要求。針對窄弦實心帶凸肩風扇葉片的缺點,世界各國立刻展開技術攻關,研發了寬弦空心無凸肩風扇葉片。不過,由于技術含量過高,各國都分階段實現技術突破,主要區別在于葉片是否是空心。
第二階段:寬弦空心無凸肩風扇葉片
針對早期窄弦實心帶凸肩風扇葉片的缺點,英國羅羅率先于20世紀80年代研究成功了鈦合金面板和蜂窩芯板,經過擴散纖焊接成類似“三明治”的寬弦實心無凸肩風扇葉片,正式拉開了寬弦空心無凸肩風扇葉片的新紀元。
第一代寬弦空心無凸肩風扇葉片
羅羅的“三明治”式寬弦實心無凸肩風扇葉片,雖然沒有真正達到空心設計,但其技術性能較窄弦實心帶凸肩葉片已有了較為明顯的技術進步。其被率先應用在旗下的RB211-535E4和由其主導設計制造的V2500發動機上。其葉片弦長比原來增加40%左右。隨后立即投入到了大量的試驗中,和窄弦實心帶凸肩風扇葉片相比,具備以下優點:
·風扇葉片減少了1/3;
·轉子重量減輕了10%~30%;
·得益于“三明治”式的蜂窩芯結構,葉片的減振特點,得到了明顯的優化;
·葉片壽命得到明顯提升;
·因取消了凸肩,葉柵通道面積加大,喘振余度變寬,級效率顯著提升。
換裝了新一代葉片的V2500發動機在實際使用中,曾多次遭受飛鳥撞擊事件,但仍安全落地,證明此種寬弦實心無凸肩風扇葉片的機構設計和制造技術的成功。
第二代寬弦空心無凸肩風扇葉片
羅羅雖然率先研發出第一代寬弦實心無凸肩風扇葉片,但為了避免技術難點,仍采用了實心葉片,并未真正達到寬弦空心無凸肩葉片的要求。因此,在第一代寬弦實心無凸肩風扇葉片定型生產后,立刻在此基礎上展開了技術攻關,于1994年研究成功了第二代寬弦空心無凸肩風扇葉片。這種葉片采用鈦合金3層結構的超塑成形/擴散連接(SPF/DB)組合工藝制成。風扇葉片芯部采用建筑學上的三角形桁架結構,取代第一代的蜂窩芯結構。
這種三角形桁架結構質輕,每片葉片重量比蜂窩芯結構葉片輕15%;承力方面也有明顯提升。羅羅公司將此種技術立刻應用到其生產的“遄達”系列發動機上,大量裝配到波音777、A330飛機上。該發動機風扇直徑2.79米,葉尖速度為457米/秒,每片寬弦葉片重量僅9千克,氣動設計和制造技術均處于當今世界領先水平。
英國人的先撥頭籌,美國的航發絕代雙驕也不閑著。PW公司與羅羅公司同時期前后,也對寬弦空心無凸肩風扇葉片展開技術攻關,并以PW4000系列發動機作為實驗目標,在研發PW4000系列的增推型PW4084發動機時,將風扇葉片的設計由原來的窄弦實心帶凸肩設計改為寬弦空心無凸肩設計,使葉片數量由原來的38片減少到22片;風扇直徑達到2.8米,葉尖速度為387米/秒。其寬弦風扇無凸肩葉片用兩塊經過加工的鈦合金帶筋厚板,首先采用擴散連接(DB)工藝連接,然后用超塑成形(SPF)工藝使葉片成形,最后數控加工葉根和葉型。
眼看著另外兩大勁敵在寬弦空心無凸肩風扇葉片上高歌猛進,作為航空發動機三巨頭之一的GE公司豈能閑著?GE針對21世紀航空工業的需求,研發了GE90發動機,其風扇采用了高韌性環氧樹脂復合材料制造的寬弦實心無凸肩風扇葉片。其風扇直徑3.24米,風扇葉尖速度390米/秒,風扇葉片長1.1米,弦寬0.61米。
作為新一代的風扇葉片,GE公司另辟蹊徑,研究了一種855-7IMT增韌/石墨纖維預浸帶纏繞的寬弦風扇葉片。為了提高葉片抗分層性能和抗撞擊能力,在環氧中加入了用于軍用裝備防護的材料——凱夫拉(Kevlar)微粒;采用模壓成形法制造出此種樹脂基復合材料的寬弦空心無凸肩風扇葉片。這種材料制造出的風扇葉片,抗顫振性能、抗鳥撞能力和低噪聲指標均達到世界領先水平,符合適航證的合格標準。GE90發動機被波音777大量采用,于1995年投入航線運營。
第三代寬弦空心無凸肩風扇葉片——鈦基復合材料寬弦空心無凸肩風扇葉片
隨著第二代寬弦空心無凸肩風扇葉片的大量投入使用,各國又對新一代風扇葉片制造材料和制造工藝展開了新的技術攻關。在新一代風扇葉片研發中,引入了新一代航空航天飛行器結構設計中的“選擇強化”的設計思想,研發了鈦基復合材料制造的第三代寬弦空心無凸肩風扇葉片。
鈦基復合材料(TMC)采用連續纖維來增強金屬基體。連續纖維不僅可以提高材料的高溫強度和剛度,還可以提高其韌性。PW公司研究了連續碳化硅纖維增強的鈦基復合材料寬弦風扇葉片,開啟了寬弦空心無凸肩風扇葉片的大門。這種材料制造的風扇葉片,剛度更高,重量更輕,更耐撞擊,可使發動機風扇減重約14%;英國羅羅公司也在其軍用發動機預研計劃中,開展碳化硅纖維增強的鈦基復合材料整體葉環轉子(Bling)的研究;日本進行了SCS-6/Ti-15-3實心壓氣機葉片的研究
鈦基復合材料風扇葉片的制造過程是:首先將碳化硅纖維(SCS-6)制成預制帶,方法是將單方向排列的SCS-6與鈦絲編織成纖維布,鈦箔和纖維布間隔疊放,按照葉片不同部位的厚度要求確定疊放層數,然后用熱等靜壓法進行碳化硅纖維預制帶的擴散連接。
第二步將SCS-6預制帶和鈦合金(Ti-6Al-4V)制成TMC楔型面板,經X射線、超聲探傷、金相和尺寸檢查合格后,按風扇葉片要求的疊層次序制備葉片毛坯組件,最后采用SPF/DB工藝成形出寬弦空心葉片,葉片面板厚度從根部到葉尖遞減。
寬弦空心無凸肩風扇葉片的技術特點三維粘性設計
隨著時代的進步,在20世紀90年代各航空工業強國將三維黏性計算機流體力學(CFD)應用到航空發動機的風扇葉片設計中,設計出帶后掠或前掠的寬弦風扇葉片,削弱葉片通道中的激波及強度,提高空氣流量2%以上
圓弧榫齒
常規風扇葉片榫齒均做成直線形。如果寬弦葉片設計成較寬大的平行四邊形葉根平臺來包容葉身下部截面的弧形輪廓,就必須加大風扇直徑才能排開所有葉片。而將葉根平臺做成與葉根截面形狀基本一致,即其輪廓也呈弧形,就可以降低榫齒最大寬度,從而減小風扇盤直徑和重量。
整體葉盤結構
整體葉盤將葉片和風扇盤采用一定的焊接方式連接成一體,省去常規風扇連接的榫齒和榫槽,大大簡化了結構、減輕重量。此技術已在美國的F119和英國的EJ200發動機上使用。
寬弦空心無凸肩風扇葉片在軍用發動機上的應用
羅羅公司在EJ200發動機的研制中,采用了寬弦無凸肩的鈦合金復合材料制造的風扇葉片,無需可變彎度進口導流葉片,簡化了發動機的結構。
PW公司為適應美國先進戰術戰斗機F-22的性能需求,研制了F119-PW-100發動機。為了提高F119的級載荷和擴大喘振邊界,PW公司將PW4084發動機上采用的寬弦無凸肩空心風扇葉片的設計應用在F119的第一級鈦合金風扇葉片上,增大了葉片的強度和損傷限度。
中介機匣與1、2號軸承座(英國羅羅公司)
作為EJ200發動機的主要承力部件,中介機匣位于風扇與核心機之間,由鈦合金精密鑄造而成,擔負著軸向與徑向負荷。中介機匣分為內環、外環、8塊支板部件以及軸承機匣(3號軸承)等。支板上設置有分流環,將風扇出口的壓縮空氣分成兩股,即內涵氣流(進入核心機)與外涵氣流(進入外涵道)。
機匣上設置有安裝節,作為發動機的懸掛連接點,向機身傳遞發動機產生的推力,同時上面還設置了發動機功率提取POT(Power Takeoff),又稱為功率分出,主要是用作為戰斗機提供安裝點等,并安裝測量低壓轉子轉速的傳感器。
作為羅羅公司的看家本領,EJ200的1、2號軸承座——風扇轉子兩個軸承安排獨居羅羅公司特色。為了便于風扇軸承的安裝拆卸,將1號滾棒軸承與2號滾珠軸承安裝在一根軸上(稱作為中間軸),并固定在軸承座中,風扇轉子通過套齒聯軸器與前端相連,中間軸后端則與低壓渦輪長軸連接。
主燃燒室(英國羅羅公司)
EJ200的主燃燒室在早期的驗證機、原型機的設計中,為了避免過多的高新技術的采用而耽誤整個發動機的研發進度,直接采用成熟技術——蒸發管式燃油噴嘴。這種技術也在RB199、XG-40等上大量使用。是成熟且可靠的技術,在長期的運行中,這種噴嘴的燃油霧化質量好,燃燒區很短。后來經過大量的技術攻關,從03批發動機開始,將這種成熟但落后的蒸發管式燃油噴嘴升級為氣動霧化噴嘴。這種噴嘴所需油壓較低,噴嘴形狀主要取決于氣流狀態,能在主燃區形成更好的燃油分布,點火范圍更大,適合高壓比的發動機。這種設計已成為當代先進發動機的技術標配。
EJ200的主燃燒室采取短環形先進氣膜冷卻設計,結構緊湊,效率高。燃燒室的內外機匣做成先緩后突擴的前置式二級擴壓器,安裝了114片整流葉片(即高壓壓氣機出口葉片、擴壓器前置入壓氣機的出口段,以縮短燃燒室的長度)。
燃燒室的短環形火焰筒是由鎳基高溫合金鍛坯機加工而成,頭部安裝有20個氣動霧化燃油噴嘴,其中兩個是主噴嘴負責起動噴嘴。火焰筒內還設有兩個點火裝置(主燃燒室的啟動點火)與1個熱射流噴嘴(用于接通加力)。
發動機一旦起動,主燃燒室區的溫度可達到2000℃以上。為了降低溫度,火焰筒壁上采用“Z”形冷卻環,并開設了大量的小孔引入冷卻空氣以形成保護氣膜。除此以外,還在火焰筒內壁(和高溫燃氣接觸面)涂有隔熱層(TBC),提高部件的抗熱腐蝕能力,延長使用壽命。
擴壓器為整體精密鑄造,其流道型面及整體式導向葉片經過磨粒流拋光處理,壓氣機出口高速氣流進入擴壓器內減速擴壓,并分成兩大部分:一部分進入火焰筒頭部,同燃油混合成油霧組織燃燒;另外相當部分的空氣流入燃燒室機匣與火焰筒間的環腔,并不斷地通過氣孔(如補燃孔、摻混孔等)進入火焰筒燃燒。同時,這股氣流因包裹整個燃燒室,起到冷卻作用,也是冷卻氣膜空氣的主要來源。
燃燒室出口處安裝有44片高壓渦輪導向葉片,出口溫度經過諸多先進技術處理,分布均勻,排放低,無可見煙霧,具有出色的過渡態性能以及良好的自點火能力。
燃燒室還開有多個探孔,可供維護人員用孔探儀檢查部件情況。燃燒室機匣上設有P3/T3(高壓壓氣機出口總壓、總溫)探針。
渦輪單元(英國羅羅公司、意大利Avin公司、德國MTU公司)
EJ200的渦輪由高、低壓渦輪各一級。高、低壓渦輪采用了所謂的“對轉渦輪”形式,即渦輪轉向相反的設計形式。兩者的轉速分別為12800轉/分(低壓)、18000轉/分(高壓)。
1、高壓渦輪:為單級軸流式,采用逆時針方向運行。高壓渦輪長期工作在極其惡劣的環境中(高溫、高壓、高轉速),其燃氣溫度大大高于合金的熔點溫度。因此,選用先進的制造材料和冷卻技術是渦輪設計成敗的一大關鍵。渦輪葉片采用三元流設計沿徑向呈曲線(即傾斜葉片),可減少端壁附面層的不利影響,提高了部件效率。渦輪葉片也是CFD氣動設計的成果,使用第二代單晶高溫材料(CMSX-4),先進的無余量熔模精鑄。由于氣動效率高,因此葉片數量減少(64片)。
為了提高冷卻效果,葉片采用復合冷卻形式(對流、沖擊、氣膜冷卻等綜合方法)。內部有復雜的多孔冷卻通道,構造十分復雜。葉片表面采用激光打孔等方法加工出大量的冷卻孔,并經等離子噴涂含鉻-鎳的陶瓷熱障涂層。第二代粉末高溫合金Udimet720(U720)制造的渦輪盤,輪緣處設有螺栓孔,輪盤前部焊接渦輪前軸,軸的前端加工出圓弧端齒,以便同高壓壓氣機轉子后軸連接。
2、低壓渦輪:為單級軸流式,采用順時針運轉方向,共90片帶冠葉片,單晶高溫合金制造。粉末合金的渦輪盤。低壓渦輪葉片的葉片較長,一般采用帶冠設計,可較好解決葉片的振動問題,并能減少漏氣損失,提高部件效率。EJ200的渦輪葉冠做成鋸齒形狀,裝配時葉冠相互靠近扭壓緊,最終在葉片頂部形成一個環。鋸齒形葉冠的減振效果較好,但不能單片裝拆,只能預先壓緊成環狀。然后,整體裝配到渦輪盤上。為了減少漏氣損失,在葉冠部專門裝有封嚴用的篦齒。由于葉片與渦輪機匣的間隙非常小,為了抗磨損,葉冠處噴鍍上硬質耐磨合金,以提高其可靠性和耐久性。不過,增添了葉冠,使葉片的重量增大,運行時葉片的離心力加大。低壓渦輪的軸穿過渦輪盤,與渦輪后部短軸相連,轉子連接使用的是圓弧端齒聯軸器。
3、渦輪導向器:導向器葉片采用氣冷方式,降低了高溫沖擊,單晶材料制造。表面涂有陶瓷隔熱層。渦輪導向器工作時調整燃氣方向,使氣流以設計的角度沖擊渦輪葉片。EJ200的高壓渦輪導向器設置在燃燒室的出口,葉片被高溫氣體所包圍。它是發動機中工作溫度最高的幾個零部件之一。因此,它的冷卻設計是其重要的關鍵指標。
4、渦輪級間承力機匣:該部件沿襲羅羅公司的傳統技術,將低壓渦輪導向器做成傳遞負荷的部件。該承力部件位于高低壓渦輪之間。因此被稱之為渦輪級間承力框架。通常是將傳力用的承力支板與導向器葉片分開制造,裝配時將承力件套裝在導向器內。
EJ200發動機中的高壓渦輪后軸的支承點(4號滾棒軸軸承)和低壓渦輪支點(5號軸承)都安裝在級間框架內,傳遞軸承負荷的徑向支板插入空心的導向葉片,用螺釘固定于機匣上。導向器為鎳基合金鑄造,共有20片寬弦氣冷導葉。
5、渦輪出口機匣:該部件主要包含內椎體、渦輪出口導向葉片,共30片導葉依三元流氣動設計,起著導直渦輪出口氣流,減少畸變氣流的作用。由西班牙ITP公司制造。內椎體主要作用是在擴壓段內形成一個逐漸擴張的通道,對渦輪排除的高速氣流進行減速擴壓。
6、刷式封嚴:與傳統的篦齒密封(又稱為迷宮式密封)相比,刷式封嚴的密封性能更好。具公開文獻介紹,刷式封嚴的泄漏率僅為篦齒密封的1/10~1/2,能使效率提升4%~6%。羅羅公司于20世紀70年代中期首次提出刷式密封的概念,立刻著手相關研究實驗,取得了十分理想的突破。1983年首次將刷式封嚴應用于當時西歐諸國聯合研發的RB199發動機上,實際應用表明,僅在發動機一處或幾處關鍵部位上使用刷式封嚴,發動機的推力增加1%~3%,耗油率降低3%~5%。目前,此項技術已進入大批量應用階段。美國的F119、F135等型發動機都已使用。
在研發EJ200時,刷式封嚴是德國的MTU公司研發,名為HBD的刷式封嚴。安裝在EJ200上的渦輪級間框架內,共有6處,其中3處裝置用于二次氣流密封,另3個是4、5號軸承腔內的密封件。在高壓壓氣機出口、渦輪級間、軸承腔室等處,密封裝置面臨高溫高壓等惡劣的工作環境,但MTU公司研發的HBD刷式封嚴裝置完全達到了相關技術要求。
加力燃燒室與尾噴管(意大利Avio、西班牙ITP公司)
EJ200的加力燃燒室采用平行進氣式熱射流點火方式,分區供油(3級加力-點火/最小加力、部分/內涵加力與全加力)帶15根徑向火焰穩定器,布置在擴壓段出口處。穩定器截面呈“V”形,并傾斜一定角度,其端靠后固定在環壁上,有部分處于外涵氣流中,穩定器下端接近于內椎體。15根徑向噴油桿則插入擴壓段的通道內。這樣的結構設計堵塞比小,可降低流阻損失,提高效率;構造簡單,重量輕,工作可靠,沒發生振蕩燃燒的現象(即產生低頻嗡鳴與高頻嘯聲)。
作為同時代的發動機,外涵流量普遍不大,EJ200也不例外,其涵道比只有0.4。作為混合排氣的發動機,用于內外涵氣流摻混的混合器均采用環形結構(內外涵氣流從各自環形通道平行的流向擴壓段,摻混過程主要是靠兩者的表面湍流混合,也稱為平行進氣式)。環形混合器具有構造簡單,重量輕,損失較小等優勢,對于控制發動機的重量比較有利。
發動機的整個加力段全場1340毫米,直徑720毫米,重量僅有65千克。加力筒體外殼采用鈦合金材料制造,內設有全場的防震隔熱稱筒,襯筒上有8圈通入外涵空氣的“Z”字形環,以形成冷卻氣膜,并噴涂上熱障涂層。
收斂-擴張、全程可調尾噴管主要由收斂(也稱為亞聲速噴管)和擴散(超聲速噴管)兩部分組成。各有12片調節片與封嚴片,噴管外部還裝有一圈外調節片(即魚鱗片)。噴管的收斂擴張調節是由發動機上的DECU系統控制4片液壓作動筒與調節環來完成。
數控系統(DECU)、齒輪箱等附件(德國MTU公司 意大利Avio公司)
1、數控系統:作為發動機的大腦,先進的全權限發動機電子控制器(FADEC)已成為新一代發動機的標配之一。自20世紀80年代,美國PW公司將全權限單通道DEEC(數字式發動機電子控制系統,液壓機械控制作為備份)安裝在其旗下的F100-PW-220發動機以來,全權限數控FADEC逐漸推廣到各種軍民用航空發動機上。
時至今日,FADEC系統已發展使用了三代,美國的F119雙通道FADEC系統代表了軍用發動機數控裝置的最高水平。這代FADEC系統采用了兩個獨立的不同步通道,取消了液壓機械備份系統,具有容錯、自檢、發動機故障診斷與處理等多種功能,能夠根據飛行狀態確定最優的發動機工作參數,還可以與飛控系統交聯,實現飛/推綜合控制。
EJ200的生產型(Tranche 1)安裝了先進的全權限發動機電子控制系統DECU,并配以監測單元EMV,實現了控制系統的數字化和智能化。
2004年12月,Tranche 2階段生產合同正式簽訂,EUROJET公司正式開始生產新批次發動機。在這個批次中,EJ200重點改進FADEC系統,換裝了MTU公司生產的新型監控單——DECMU。DECMU系統是一種數字式、雙通道,可與發動機的飛控系統交聯的新型控制裝置。
資料鏈接
新型DECMU系統具有以下特點:
·重量減少3千克,體積縮小5升(平均每臺發動機);
·得益于新型系統的采用,發動機運算速度提高了20%;
·得益于使用更少的LRE(外物可拆卸換件),可靠性、維護性及后勤保障能力得以大幅度提升;
·簡化飛機/發動機截面;
·簡化了發動機狀態監測的操作(發動機監測單元EMU集成到DECMU中);
·時應將來使用推力矢量技術;
·采用了新型的電路板:
功耗:<100瓦
質量:<13千克
電磁兼容(EMC)/防雷電、核電磁脈沖(NEMP)/抗核加固保護
2、齒輪箱:又稱為附件機匣,屬于發動機的附件傳動系統,位于中介機匣的下部。機匣外殼使用鈦合金制造,內部安裝有一系列的齒輪,其作用是將中央錐傳動軸傳輸的發動機功率(從高壓轉子提取),以一定轉速傳遞給發動機的各種附件,這些部件主要包括:
·功率提取(分出)傳動軸;
·滑油量告警開關;
·滑油箱和滑油濾;
·滑油溫度探測器;
·液壓動力裝置;
·加力燃油控制單元;
·一體化的滑油泵;
·發動機主燃油泵。
未來改進升級計劃
在EJ200還未正式投入生產之時,就已經制訂了諸多改進計劃,比較有代表性改進升級計劃有:
第一階段(2000-2005年)
推力增強型號——稱為“EJ2X0”計劃,改進風扇,增加壓力與總流量。據規劃,推力比基本型號增加20%,不加力推力為72千牛,全加力103千牛。
第二階段(2005-2010年)
新機的推力比基本型號提高30%,不加力推力78千牛,加力推力120千牛。不過,規劃是美好的,但在現實操作中,因預算問題,對于上述的改進升級計劃,并未投入太多的熱情,改進升級計劃也就不了了之了。
雖然改進升級計劃并未得以堅決推進,但技術研發并未就此停滯。雖然冷戰的結束讓諸多軍備計劃或下馬或停滯,但西歐諸國對航空發動機領域卻一點也不松懈,仍然開展了一系列大型預研計劃(其中最著名的項目當屬英國的ACME2以及后來的AMET計劃),并取得了一系列豐碩的成果。反過來,這些一系列新取得的技術成果也為EJ200改進升級奠定了堅實的技術基礎。筆者根據已公開的資料以及當今航空工業所取得技術,推測EJ200近期升級計劃(Tranche 2及3階段)以及未來的發展計劃趨勢(2015-2025年)。
近期升級計劃
通過上文介紹,我們可以知道EJ200的這款面向21世紀的發動機,在西歐諸國不遺余力的打造下,起點之高、技術之先進、影響之大,已經達到歐洲航空工業的巔峰存在。當然西歐諸雄在EJ200定型之時便已展開一系列升級改進計劃。目前正在生產的第二階段發動機,其主要改進措施有:換裝DECMU、進一步優化結構、減輕重量(比如有可能全部采用Blisk的高壓壓氣機,提升新型輕質材料的應用比例等),提高發動機的可靠性、耐久性、可維護性,以及換裝新型噴管等。根據公開的資料,EUROJET可能從以下幾方面著手來改進。
·采用先進的材料/加工工藝;
·采用先進的壓氣機氣動設計,以提高發動機的推力和降低耗油率;
·提高熱燃氣流路部件(熱端部件)的耐溫能力。開發應用高溫材料與冷卻技術;
·安裝新型發動機噴管——推力矢量噴管。
遠期發展趨勢
雖然EJ200集歐洲之大成,但不可否認,其整體水平較世界頂尖水平如美國的 F119、F135發動機仍存在一定的差距。因此,針對E2020年后的軍事需求,通過對EJ200分步實施氣動、結構、材料等各方面的改造。以EJ200為基礎,研發出類似于美國F119、F135發動機的第五代高推比發動機。作為當今“工業王冠”中最閃耀的寶石,航空發動機可不是筆者在此寥寥數語就可道出其中的高精尖。筆者只根據國際上航空發動機工業研發規律對2025年的EJ200做出簡單的展望。
壓氣機系統改進
為了追求更高推比,壓氣機基本都向著更高級壓比、級負荷水平以及更效率方面發展。當然前提必須滿足失速余度。其中風扇采用掠形技術是其中的關鍵技術,也是解決葉尖切線速度過高(大于馬赫數1.2)而導致損失系數增加的技術難點之一。這也是當今先進航空發動機壓氣機(比如兩級風扇壓比4.5,單級壓比2.5,葉尖進口馬赫數接近1.8)主要發展趨勢。
與傳統風扇相比,前掠葉片方案可以有效降低激波強度和相應的損失。部件的效率和喘振余度都得到明顯改善。未來EJ200有可能使用兩級前掠風扇,其增壓比完全有可能達到4.5~5.0(如果使用3級風扇,壓比可能在5.2~5.7之間)。當然,前掠風扇葉片的穩定余度比常規風扇相對較低,需要采取一些擴壓措施。
采用切實可行的措施減輕壓氣機的重量,也是實現高推重比的關鍵之一。目前,壓氣機在發動機重量體積等方面仍占據相當大的比重,而整體葉環Bling以其突出的減重效果,有可能成為新一代壓氣機的標準結構。羅羅公司和MTU公司針對此項技術已開展了相關的技術研究工作,并試制出了全尺寸試驗樣機,估計再有10年時間,其實用裝備定能大規模應用。
同時,采用諸多新材料也是提高EJ200整體水平的重要節點。鈦基復合材料TMC逐步實用化、加工工藝成熟為整體葉環推廣應用創造了條件。還有諸多新型高溫金屬基復合材料等輕質材料的采用可以提升壓氣機出口溫度極限,允許采用更高壓比的設計方案。據公開資料,MTU公司已將EJ200總壓比提升到39的水平。
燃燒室的改進
作為整個發動機上溫度最高的部件,燃燒室的耐高溫部件研發一直都是航空工業的重中之重。目前,采用第四代航空發動機的主燃燒室的溫度均可達到1000~1100℃的水準。而第五代發動機的溫度更高,出口溫度也進一步提高。因此給燃燒室設計帶來了諸多困難。而解決這一矛盾的方式只能是提升零部件的耐高溫性以及更先進的冷卻技術。作為航空發動機的冷卻技術,目前只能采用外部冷卻氣流沖擊高溫部件這一方法。然而,一款發動機不管如何設計,其空氣的流量是一定的。若想提升發動機的推比,只能提升渦輪溫度。這又要求參與燃燒的空氣量增加,相應的用于冷卻筒壁及摻混空氣量的冷卻空氣隨之減少。這就造成新一代發動機的燃燒室的可用冷卻空氣大幅減少。與此同時,冷卻空氣的溫度和燃氣溫度增加,使得燃燒室的溫度大幅提升。這樣就會導致以目前的氣膜冷卻下的壁溫將超過1000℃的警戒線。如此溫度以目前的制造材料和冷卻技術已無法承受如此之高的溫度。因此,需要采用新的制造材料和采用新的冷卻手段來解決問題。
針對上述問題,世界各國都投入大量資源進行技術攻關。目前,比較有代表性的是美國雙雄PW、GE研發的浮動壁燃燒室和羅羅研發的多孔復合層板結構。這兩種技術,三巨頭都有所涉足,均取得了較為理想的技術成果,并均投入了各自的軍民用產品中。作為羅羅公司主導的后一種技術手段,一般是利用兩層或多層金屬板焊接而成。這種冷卻手段的主要原理是利用對流冷卻。這種技術不僅能有效降低火焰筒壁溫,減少冷卻空氣量,同時減少排氣污染,延長部件使用壽命。因此,可大幅度提升發動機的可靠性和耐久性。
在新材料方面,羅羅公司也不落后,研發了新型的陶瓷基復合材料(CMC)、碳-碳復合材料,制造出相關的零部件。其耐溫能力更高,可以滿足新一代推力(推重比12~15)發動機的設計需要。
渦輪革新
作為新一代發動機,其進口溫度均達到了2000~2200K(甚至更高),以現在的高水平冷卻技術以及制造材料均不能應對,只能采取新的制造材料和新的冷卻手段。
在新材料方面,除了上文提高的陶瓷基復合材料、碳-碳復合材料等,還有一種鎳-鋁金屬間復合材料則開辟了新的航空發動機天地。這類材料介于高溫金屬和陶瓷基復合材料之間的新型材料,填補了兩者之間的空白,其具有很高的使用溫度,而且具備很好的抗腐蝕性和高蠕變能力。這種材料是公認的制造航空發動機熱端部件(如導向器葉片、機匣部件等)的理想材料。
在冷卻技術方面,采用超冷多孔層板冷卻、瓦片式渦輪葉片、先進熱障涂層等技術,能夠在冷卻空氣量減少的情況下具有相當高的冷卻效果。最近羅羅公司采用新研發的第四代單晶合金(RR3010)制造的渦輪葉片,再結合新研發的冷卻技術,仍能保持葉片在極高溫度下正常工作。
EJ200的主要型號
EJ200MK101,基本型號,1999年11月定型,隨后進行了小批量生產,隨即生產了28臺。在隨后的一年里,這28臺發動機累計運行超過1.5萬小時,飛行時間達到了3000小時;2000年底首臺生產型正式交付;2001年2月3日,羅羅公司宣布完成首臺生產型發動機裝配和試驗。這一年共生產了19臺。
2001年3月,基于MK101型的完美表現,NETMA正式授權EUROJET該發動機的技術合格證,同時四個參研國各自在自己的裝配線上進行MK101的裝配生產,并完成產品的驗收試驗,準備將發動機移交給各個合作伙伴們。在此后的兩年里,MK101低速生產了34臺,安裝在相關戰斗機上。截止到2003年5月,這34臺發動機在超過3200次飛行中累計超過3700發動機飛行小時,并有2萬小時的臺架試驗。
當然,作為一款國際合作的發動機,MK101在初期的生產中并不只是簡單的技術定型,仍采用新技術對發動機進行改進改型,它們的推力額定值都是相同,只有細節上的差異。
EJ200-01A,中間推力約為6000daN,最大推力9000daN,是最初的調試用發動機。
EJ200-1C,配裝在研制飛機上,用于早期飛行試驗。
EJ200-03A,配裝在“臺風”DA5驗證機上,1997年開始試飛。
EJ200-03B,在EJ200-03A基礎上改進了壓氣機,并采用了新的氣動霧化噴嘴。
EJ200-03ZA,供最后的研制階段使用,批準EJ200從1999年12月起開始生產。
EJ230,預計改進型,基于1998年的Tranche1改進,風扇增加了10%的流量,增壓比增加到4.6,中間推力增加20%,達到7200daN,加力推力增加15%,達到10300daN。隨著諸多新技術新材料的投入使用,其技術指標也相應提升。該驗證目標的中間推力和加力推力要比原始的EJ200提高30%。不過,四國因諸多原因放棄該計劃,于2007年終止了該計劃。
EJ200MK200,未來作為單發飛機的動力系統,安裝ITP公司的矢量噴嘴。不過,至今仍未有EJ200的第二使用對象,MK200也處于技術研發中。
技術數據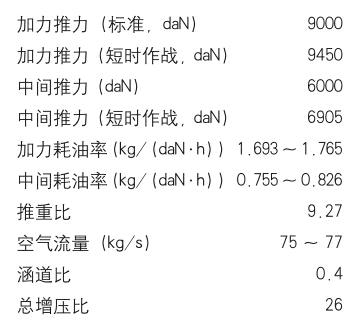
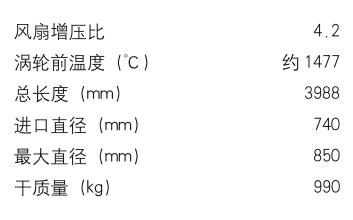
EJ200小結
作為歐洲最頂級的軍用動力系統,EJ200發動機集四國之長,為“臺風”戰斗機量身打造出一顆強勁的“心臟”。正是在這顆強勁“心臟”跳動下,“臺風”戰斗機在世界上掀起了一股強勁的“臺風”。作為世界級的航空發動機,四國可不會只將EJ200局限于“臺風”戰斗機上,以其先進的核心機為基礎,稍加改造便可派生出諸多不同類型的動力系統,開創歐洲航空工業的新篇章。
結語
作為歐洲最頂級的兩大航空工業結晶,RB199、EJ200發動機在設計之初便始終貫徹聯合研發的指導思想。在其中雖經歷諸多波折,但各個參與國仍不遺余力全力支持,最終得以一嗅“工業之花”的芳香氣息。
其實,在這兩款發動機的研發過程中,我們可以看出作為當今最為頂級的工業體系,航空工業是集高技術、高難度、高投資為一體的“寡頭體系”行業,除了最頂級國家,一般國家很難涉足,但西歐諸雄通過聯合作戰形式,各使所長、避其所短,最終共同登頂。這一模式,也成為后來國家值得研究的地方。
此時,我們回顧這兩款發動機的研發,我們可以發現在其研發中,國家意志完全得以完美執行,演化為對其毫無保留的絕對支持,且都能采用當時能取得的技術成果。當然,對于國際上諸多先進技術也是虛懷若谷的虛心接受。這也是我國航空工業最值得學習的地方。(續完)
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15