油霧分離器環(huán)形蜂窩體加工工藝
2017-03-09 09:40:42胡立山李洪波
時(shí)代農(nóng)機(jī) 2017年12期
關(guān)鍵詞:變形
胡立山,李洪波
(新航集團(tuán),河南 新鄉(xiāng) 453000)
1 工藝性分析
整體組件六邊形孔壁薄,不易加工,可拆分成單片,每個(gè)單片加工半個(gè)六方形,然后再疊加到一起整體釬焊。可以克服拼焊結(jié)構(gòu)蜂窩體單片強(qiáng)度不高、易脫焊、易變形的缺點(diǎn),如圖1、圖 2、圖 3 所示。
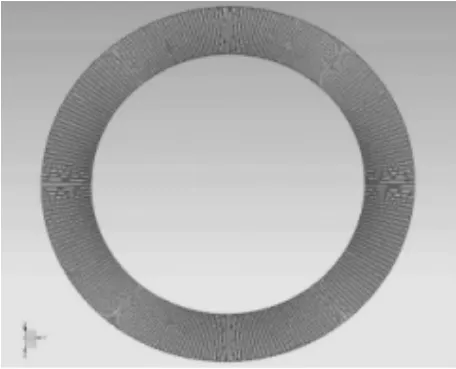
圖1 實(shí)體圖
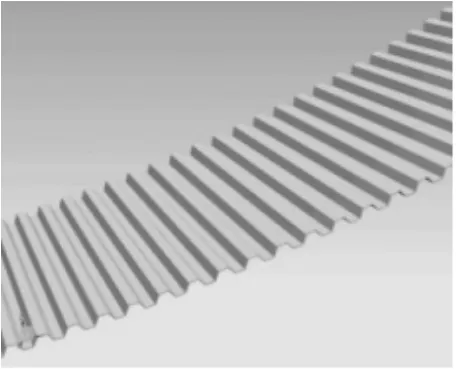
圖2 局部放大圖
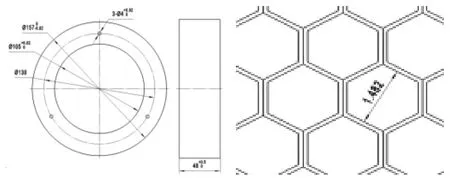
圖3 零件圖
(1)單片的成型工藝分析。單片可采用沖壓成型,整體一次成型,材料不易流動,在成型過程中,零件屬于彎曲變形,彎曲的同時(shí),零件的外圓、內(nèi)孔直徑都會收縮,變小,如果一次整體成型,板料受到凸、凹模的摩擦阻力作用,外圓、內(nèi)孔的材料不能收縮,會造成斷裂,變形。采用多次分組成型可以解決以上問題,并且多次分組沖壓,誤差不會累積,最終波形均勻一致。
(2)沖壓次數(shù)的確定。每次沖壓的波形過多,會造成材料流動困難,拉裂;每次沖壓次數(shù)過少,造成效率降低。初步確定每次沖壓9個(gè)波形,則沖壓次數(shù)n=126/9=14次。
(3)沖壓定位的確定。由于采用多次沖壓,所以沖壓時(shí)的定位問題很重要,如果定位不準(zhǔn),波形與波形之間要么會重疊,要么波距大,導(dǎo)致波形不均勻,零件疊加時(shí),不能均勻地組成六邊形。為解決這一問題,可在展開料上沖工藝孔,每次沖壓均以工藝孔定位。
2 沖壓工藝計(jì)算
2.1 展開尺寸的計(jì)算
根據(jù)圖紙,可計(jì)算出單個(gè)波形的長度L=3.537,如圖4所示。
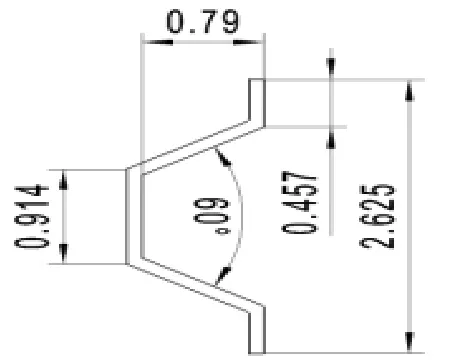
圖4 單個(gè)波形圖
展開料的內(nèi)徑尺寸:d’=L×126/3.14=Φ141.93外徑尺寸:D’=d’+2l=Φ193.93
(l:為零件環(huán)形寬度)
料片上還要留出工藝孔的位置,所修正后的展開尺寸:
內(nèi)徑:d=d’-10=Φ131.93
外徑:D=d’+20=Φ213.93
2.2 工藝孔的確定
(1)孔的位置。每次以兩孔定位,并且這兩個(gè)孔的位置應(yīng)盡量遠(yuǎn),可在零件環(huán)形外側(cè)、內(nèi)側(cè)分別作工藝孔,這樣定位更準(zhǔn)確。初步確定定位孔的中心圓直徑:
d外=D-6=131.93-6=Φ125.93
d內(nèi)=d+8=213.93+8=Φ221.93
(2)孔的個(gè)數(shù)。因?yàn)闆_壓次數(shù)為14次,每次兩個(gè)孔定位,則圓周共有定位孔14×2=28個(gè)。
(3)定位孔的直徑。成型工藝孔的直徑小于等于每波的寬度(0.914)。由于波形沿徑向呈放射狀,所以兩孔的直徑要一大一小。考慮到孔的加難度和定位銷的強(qiáng)度問題,孔直徑應(yīng)盡量大,根據(jù)圖紙尺寸,大孔的直徑選Φ1.2mm,小孔的直徑Φ0.8mm。
(4)工藝流程確定。下料——沖孔落料——檢驗(yàn)——成型——清洗——組裝疊加,粘貼焊料箔——整體焊接——線切割。
3 設(shè)計(jì)沖壓模具及選擇沖壓設(shè)備
(1)凸、凹模設(shè)計(jì)。由于零件要沖壓14次,所以凸、凹模只設(shè)計(jì)9個(gè)相對應(yīng)波形即可,如圖5、圖6所示。
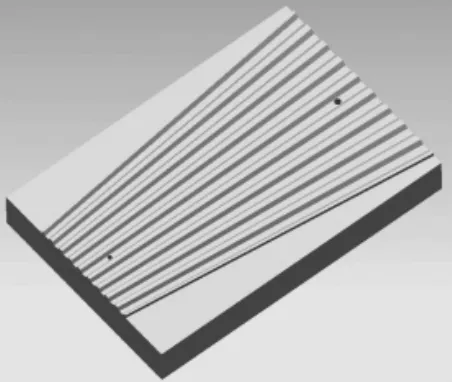
圖5 凹模
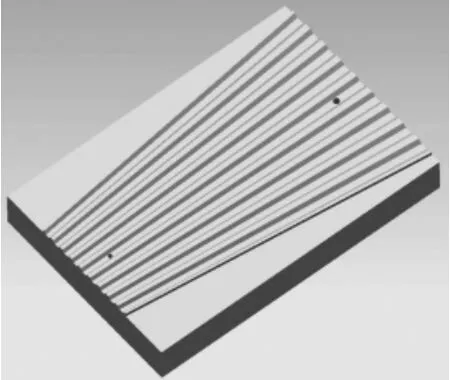
圖6 凸模
(2)受力分析。彎曲是一種塑性變形工序,塑性變形時(shí)總包含彈性變形,當(dāng)彎曲載荷卸除以后,塑性變形保留下來,而彈性變形將完全消失,使得彎曲件在模具中所形成的彎曲半徑和彎曲角度在出模后發(fā)生變化。同于彎曲時(shí)內(nèi)、外區(qū)切向應(yīng)力方向不一致,因而彈性回復(fù)方向也相反,即外區(qū)彈性縮短而內(nèi)區(qū)彈性伸長,這種反向的回彈就大,加劇了彎曲件圓角半徑和角度的改變。所以,與其他變形工序相比,彎曲過程的回彈現(xiàn)象是一個(gè)不能忽視的重要問題,直接影響彎曲件的精度。但是校正彎曲的回彈相對較小。所以,可以初步確定模具的工作部分尺寸,然后試模時(shí)修正。
(3)模具材料選擇。產(chǎn)品材料為0.1mm厚不銹鋼(0Cr18 Ni9),成型深度很淺,成型力不大,模具凸、凹模可采用45#鋼,淬火硬度HRC35~40,目前的數(shù)控技術(shù)及刀具完全能夠加工。
(4)確定沖壓設(shè)備。零件整體屬于校正彎曲,根據(jù)公式:
F=Sq=1326×90=119340N
式中,S為校正部分投影面積;q為校正所需單位壓力,查表得90MPa。
根據(jù)以上數(shù)據(jù),可選擇16噸壓力機(jī)。
4 零件的焊接
根據(jù)產(chǎn)品零件要求,把一定數(shù)量的單片焊在一起,要保證焊接牢固、可靠,并且蜂窩狀波形相互對應(yīng)均勻,組成完整的六邊形,不應(yīng)有錯位。焊接后,孔不能被堵住,否則會影響分離油霧的性能。焊接方法選用真空爐釬焊最為合適。釬焊是利用比母材熔點(diǎn)低的金屬材料作為釬料,加熱母材到一定溫度(高于釬料,低于母材),熔化的釬料潤濕填充至處于固態(tài)的母材間隙,形成一種牢固接頭的方法。釬焊變形小,接頭光滑美觀,適合于焊接精密、復(fù)雜和由不同材料組成的構(gòu)件,如蜂窩結(jié)構(gòu)板、透平葉片、硬質(zhì)合金刀具和印刷電路板等。真空爐釬焊氣氛、爐溫可控,加熱均勻、焊件變形小。
(1)選擇釬劑。不銹鋼材料的熔點(diǎn)1440℃,應(yīng)選硬釬焊,硬釬料主要用于焊接受力較大、工作溫度較高的工件。常用的硬釬料有:銅基釬料、銀基釬料(應(yīng)用最廣的一類硬釬料,具有良好的力學(xué)性能、導(dǎo)電導(dǎo)熱性、耐蝕性。廣泛用于釬焊低碳鋼、結(jié)構(gòu)鋼、不銹鋼、銅以及銅合金等)、鋁基釬料(主要用于釬焊鋁及鋁合金)和鎳基釬料(主要用于航空航天部門)等。其中鎳基釬劑具有良好的力學(xué)性能、導(dǎo)電導(dǎo)熱性、耐蝕性,并且焊接牢固可靠性好。成本較低,所以釬劑選擇鎳基釬劑最為合適。形狀以箔狀最佳,不容易堵孔。
(2)夾具材料的選取。夾具材料選用,最根本就是要保證:在釬焊溫度下,夾具材料的剛性要大于釬焊零件材料,這樣在釬焊過程中,焊件的變形始終受夾具的限制,焊件及其配合尺寸可以依靠夾具裝配得到保證。真空釬焊工作溫度在900℃左右,釬焊時(shí)間3~6h,一般情況選擇1Cr18Ni9Ti可以滿足使用要求,1Cr18Ni9Ti屬奧氏體不銹鋼,具有高溫抗氧化性,重要的是在釬焊溫度時(shí)還有足夠的熱強(qiáng)性,故而,釬焊夾具基本框架及主要工作部件采用1Cr18Ni9Ti是非常合適的;對于一些配合尺寸及精度要求高的零件,夾具設(shè)計(jì)必須要涉及螺紋副以及定位孔軸配合,材料選擇不合適,熱穩(wěn)定性差,釬焊溫度下夾具零件之間會有“咬死”現(xiàn)象,而選用鑄鐵與1Cr18Ni9Ti配合交替使用就可以較好地解決這個(gè)問題。
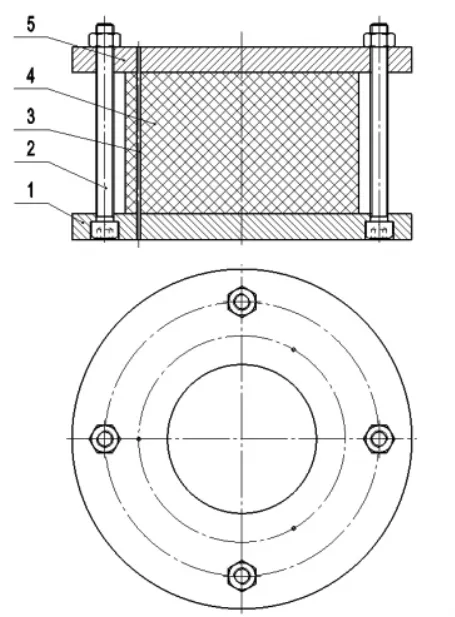
圖7 焊接夾具
(3)焊接夾具的設(shè)計(jì)。釬焊時(shí)釬焊零件應(yīng)裝配定位,以確保零件之間的相互位置和釬焊要求的接頭間隙。釬焊夾具要涉及到釬焊零件的固定、裝配、進(jìn)爐、釬焊、出爐整個(gè)過程,夾具是否合理和實(shí)用直接影響到釬焊質(zhì)量。為保證蜂窩狀波形相互對應(yīng)均勻,夾具定位很重要,定位不準(zhǔn)很難保證波形均勻。所以,以成型時(shí)所用的工藝孔,為定位是最佳辦法。成型后,孔的中心圓的直徑有所變化,經(jīng)測量,成型后的Φ1.2mm的中心圓直徑為Φ165mm。在焊接夾具上作3個(gè)Φ1.2這位銷孔。根據(jù)尺寸繪制夾具圖,如圖7所示。
(4)焊前組裝。把箔狀釬劑切成環(huán)形,均勻的粘貼在單片蜂窩體之間。然后組裝到釬焊夾具里,保證定位準(zhǔn)確。擰緊夾具螺釘時(shí),力不能過大也不能過小,要保證沿周高度一致,這樣焊接出來的組件厚度才能一致。
5 完成最后工序
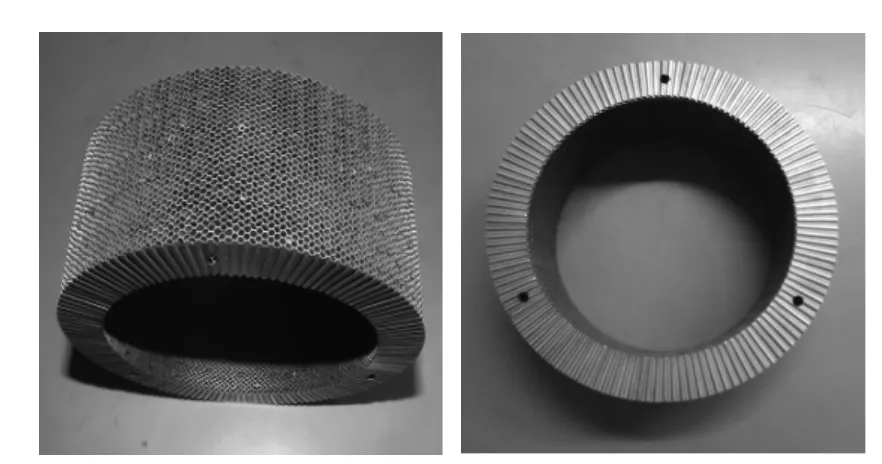
圖8 零件照片
由于組件焊好后,雖然整體強(qiáng)度有所增加,但采用機(jī)加方法加工最后工序,會把零件壓傷。采用電加工,線切割的方法,裝夾力小,并且能保證+0.01mm的加工精度。切外圓、內(nèi)孔及3-Φ4.5孔達(dá)圖紙要求。零件加工完成。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36