夾持式高速交叉鋪網機控制的研究
2017-03-09 07:23:18山東日發紡織機械有限公司何旭平彭國印石懷海
紡織機械 2017年1期
關鍵詞:檢測
山東日發紡織機械有限公司 何旭平 彭國印 石懷海/文
產品開發
夾持式高速交叉鋪網機控制的研究
山東日發紡織機械有限公司 何旭平 彭國印 石懷海/文
通過分析鋪網小車的往返相對運動,用PLC控制與各個監測信號的相互配合,建立起全新的交叉鋪網控制系統。在保證成網質量的同時,提高出網速度。
鋪網小車 PLC 控制
1 引言
傳統鋪網機生產的產品所具有的現象是中間略薄、兩端較厚,而且所生產的非織造布產品的克重越大,邊部兩端與中間的厚度所產生的差異就越大。高速鋪網機運動速度快,部件的運動質量大,慣性力也隨之增大,在鋪網的往復過程中,為減少兩邊換向時纖網的超喂影響,必須精確控制上下小車及前簾驅動電機與后簾驅動電機的頻繁起停的加減速時間。如果小車加減速時間過短,就會造成動態沖擊力很大,導致運動過程的不穩定,這將直接影響鋪網的速度。對此,需規劃出最優的加減速控制規律曲線,在減小小車沖擊的同時也將保證小車平穩的運行。
傳統的梳理機出網速度相對恒定,在鋪網小車運動過程中翻轉反向加速/減速使纖網超喂,導致纖網兩邊厚,中間薄,在后續的加固過程中,由于張力因素而使纖網產生橫向收縮以及針刺機對纖網中部針刺作用強的緣故,也造成產品邊部重量較高。這說明在鋪網時,若將邊部鋪網較薄、中間鋪較厚,經過纖網的橫向收縮以及后面的針刺加工,就有望得到橫向均勻的非織造布。
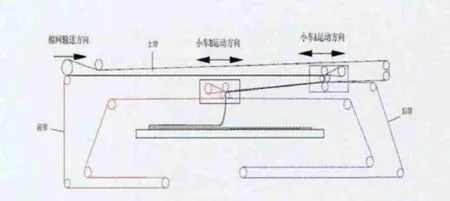
圖1 纖網在鋪網機的運動方式
2 鋪網機運動控制
纖網從梳理機輸出后,經皮簾送到前簾上,有上簾壓持,進入前簾和后簾的V型夾口中,因兩簾呈傾斜狀態,逐漸將薄纖夾緊。兩簾夾持的纖網經傳動羅拉后改變方向,在鋪網小車A中被前簾和后簾夾持,經鋪網小車A的往復運動鋪疊在成網簾上,由成網簾輸出。纖網的運動方式如圖1。
鋪網層數等于輸出纖網的總面積除成網后的總面積:
N:鋪網層數;
V2:鋪網簾的往復速度(m/min);
W:道夫輸出的薄網寬度(m);
V3:成網簾的薄網速度(m/min);
L:成網簾上鋪疊成的纖網寬度(m);
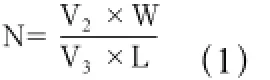
為避免由于兩端梳理纖網的張力及鋪網完成后續加固過程中因牽伸導致的纖維橫向收縮,造成纖網厚度在幅寬方向上呈類似二次曲線的凹形不勻分布,即兩端厚中間薄,影響產品的質量。需要對各運動部件的速度曲線進行優化調整,改變纖網截面厚度分布,即控制鋪網百分比的曲線變化,實現纖網截面輪廓修整功能。下圖2為鋪網各驅動速度檢測曲線,本設計采用積分算法+凸輪控制算法,實現鋪網換向的均勻性和同步性。
圖2 鋪網各驅動速度檢測曲線
3 上位機介紹
上位機采用工控機+組態模式,全部用戶操作通過觸摸按鈕及對話框來實現完成。系統使用虛擬主軸及梳理機的喂入速度作為所有軸運行的參考速度;系統曲線通過SIMOTION運動控制軟件規劃每根軸的CAM運動曲線;組態軟件中預留CAM曲線規劃點設定,以方便現場根據不同材質及克重需求對運行曲線進行修調;組態軟件具有配方設定、存儲、調用等功能。
上位機控制所能完成的要求具體如下:
1、各執行機構可以在手動模式下進行獨立操作;
2、各監測點及執行機構所有的狀態在人機界面內均可以觀察顯示;
3、小車零點校準可以在斷電后儲存,并且在絕對值編碼器配合下長期保持;
4、各傳動機構生產相關的參數都可以進行獨立的調修及聯機修調;
5、曲線可以實時規劃、儲存、調用和修改;
6、工藝相關參數具有配方記錄及調用功能;
7、生產速度:最高車速≤120m/min,出網速度≤80m/min;
8、預留一定比例的控制點,以便于后期加裝、更改門保護類產品或產品升級改動。
4 控制系統介紹
高速鋪網機控制系統采用西門子SIMOTION控制器控制,驅動器要求性能穩定,便于維護,控制精度高,執行速度快,滿足大慣量大扭矩輸出需求。
底簾升降調節電機具有供電檢測、過載保護功能;張力調節氣缸控制具有雅鹿檢測及設定功能;上下小車實時位置由絕對值編碼器檢出;糾偏調節由氣缸及光電檢測傳感器組合控制。
4.1 CPU配置
本系統采用西門子SIMATIC S7-300系列6ES7315-6TG10-0AB0作為PLC控制平臺,輸入點數8,輸出點數8,擴展方便,分布式模型控制,運算能力非常強大,目前伺服的控制周期為1ms,可滿足高速的控制要求。通訊模塊完成與上位機的數據傳輸,該模塊主要檢測輸入上下小車的零點及前限位,輸出檢測伺服使能信號及指示燈,并同時將電機的編碼器信息、上下車的絕對編碼器位置及設備的輸入/輸出狀態,返回到觸摸屏。整套系統完成人機界面、運動規劃、I/O邏輯運算、故障診斷及通訊等功能;
4.2 擴展模塊
擴展DI模塊選用6SE7321-1BH02-0AA0,輸入點數16,主要檢測前后糾偏,碳簾限位,小車后限位,伺服驅動報警等信號;擴展DO模塊選用6SE7322-1BF01-0AA0,輸出點16,主要控制前后簾糾偏升降,手動喂入反轉及故障停車等執行信號;擴展AI模塊選用6SE7331-7KB02-0AB0,主要接收并處理糾偏信號及設備的速度信號;擴展AO模塊選用6SE7322-5HF00-0AB0,主要負責喂入輸出等動作的速度給定。
4.3 接口模塊
接口模塊選用IM174模塊,控制器與IM174之間的通信專門通過PROFIBUS使用IM174特定額消息幀類型來進行,主要作用是完成CPU與伺服驅動器之間的數據通訊。
下圖3為系統結構框圖,
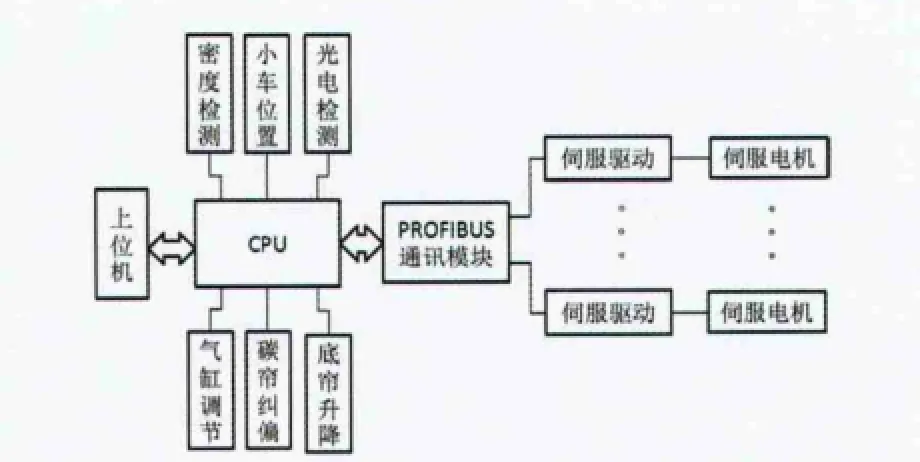
圖3 系統結構框圖
4.4 光電傳感器的選用
碳簾糾偏所用的光電傳感器使用洞頭耀星電子生產的GUX-UD4524PA/4L(3L),PNP常開,具有四個檢測點,可根據檢測信號數來設定糾偏電機的糾偏程度。
4.5 伺服控制系統
采用西門子推出的SINAMICS S120伺服驅動器。CPU集成SIMOTION控制器內核,通過PROFIBUS-DP通訊口等時同步通訊模式,實現總線、分布式運動控制系統。伺服電機選用西門子FK和FT系列,組態時通S7TConfig調試軟件,使用自動配置方式,可以自動將所有西門子伺服電機及驅動器參數讀取,免去繁瑣的伺服參數配置過程。減速機選用弗蘭德,性能穩定,故障率低,速度位置控制精度高,往復運行沖擊小,滿足可靠運行速度至少達120m/min。伺服控制結構圖如圖4。
5 系統軟件設計
位于STEP 7編程庫中的T-CPU運動控制專用指令功能塊,通過簡單調用運動控制指令功能塊,完成復雜的運動控制任務。同時,可以借助強大的SIMATIC 平臺,順利完成SIMATIC HMI操作畫面的開發,SIMATIC NET通訊工作的開發,遠程診斷維護工作的開發,等等。本系統采用PLC梯形圖編程控制實現各種的邏輯順序。
下圖5為鋪網系統主控制檢測流程,

圖4 伺服控制結構圖
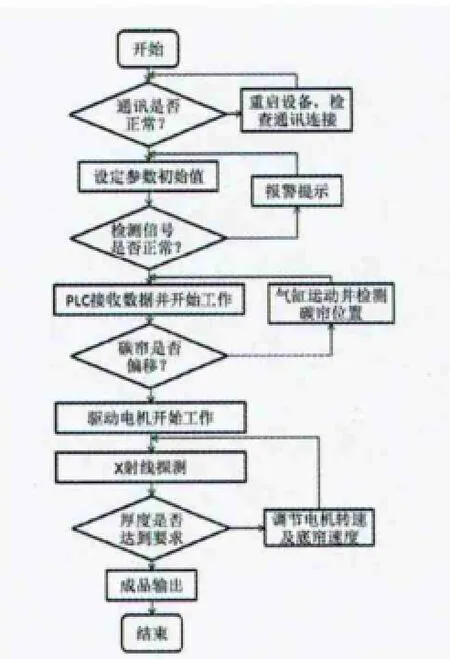
圖5 鋪網系統主控制檢測流程
6 結束語
整個系統采用全位置閉環控制,外部使用絕對值編碼器或磁致伸縮尺檢測鋪網小車實時絕對位置可以有效的解決鋪網小車因為皮帶打滑而引起的位置偏差及累計偏差。在設定及校準好基準點后可以長期保持,簡化開機動作。該控制系統可以保證性能穩定,故障率低,速度位置控制精度高,往復運行沖擊小,滿足鋪網工藝需求。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48