P92鋼焊接及熱處理問(wèn)題分析
2017-03-16 20:55:57黃瓊曾小川楊勇
山東工業(yè)技術(shù) 2017年3期
關(guān)鍵詞:焊接工藝
黃瓊+曾小川+楊勇


摘 要:當(dāng)今世界火電機(jī)組朝高效率節(jié)能方向發(fā)展,超超臨界火電機(jī)組被大量推廣。P92鋼材因?yàn)槠淞己玫母邷乜谷渥冃阅芏粦?yīng)用在超超臨界大容量機(jī)組中,但是其較差的可焊性又給現(xiàn)場(chǎng)安裝帶來(lái)一些難題。本文針對(duì)P92鋼在現(xiàn)場(chǎng)焊接和熱處理中出現(xiàn)的不同類型的問(wèn)題分析了其產(chǎn)生的原因并提出了相應(yīng)處理措施。
關(guān)鍵詞:P92鋼材;焊接工藝;金相組織;熱處理
DOI:10.16640/j.cnki.37-1222/t.2017.03.041
現(xiàn)代火電廠機(jī)組趨勢(shì)朝著大容量方向發(fā)展,由此帶來(lái)大容量機(jī)組對(duì)耐熱鋼的要求越來(lái)越高,華潤(rùn)蒲圻電廠二期2×1000MW的4#機(jī)組及茌平信源鋁業(yè)有限公司700MW級(jí)機(jī)組工程5#機(jī)組為我方安裝,為了滿足超超臨界機(jī)組高溫高壓情況下運(yùn)行壽命的要求,過(guò)熱器和再熱器中大量采用了P92鋼材,雖然國(guó)家電力公司能源建設(shè)部專門做出過(guò)P91/P92的工藝導(dǎo)則,但是在實(shí)際焊接中發(fā)現(xiàn)兩者間還是存在不少差別的,為此我們就現(xiàn)場(chǎng)P92鋼材焊接中出現(xiàn)的問(wèn)題和解決方法進(jìn)行了總結(jié)。
1 P92鋼簡(jiǎn)介
P91鋼材的出現(xiàn)就已經(jīng)極大提高了大容量機(jī)組的使用壽命和加工難度[1],為了進(jìn)一步提高鋼材的耐熱性與使用壽命,日本新日鐵公司在P91鋼的基礎(chǔ)上開(kāi)發(fā)出了等級(jí)更高的NF616(T/P92)耐熱鋼,現(xiàn)在被廣泛的用于超超臨界機(jī)組中。P92鋼與P91不同之處在于降低了0.5%的Mo元素含量,同時(shí)加入了1.7%的W元素和0.0035%的B元素,這兩種元素都增加了P92鋼材的強(qiáng)化效果,且P92鋼材的回火顯微組織為雙相馬氏體結(jié)構(gòu),強(qiáng)度在P91基礎(chǔ)上進(jìn)一步提升。P92鋼的高溫強(qiáng)度在590℃~650℃范圍與TP347H等鋼材相當(dāng),高溫蠕變性能比P91高出30%[2]。P92鋼的具體成分及其力學(xué)性能如表1、表2所示。
2 P92鋼材的焊接工藝
SA335P92鋼材含有的合金元素種類繁多,Cr、Mo元素含量高,且W元素的加入使得P92鋼的焊接難度進(jìn)一步加大,P92鋼焊接工藝的執(zhí)行情況一向是焊接工作的重中之重。
現(xiàn)場(chǎng)P92大徑管的坡口嚴(yán)格按照DL/T869-2012規(guī)范制備,焊工上崗前經(jīng)過(guò)嚴(yán)格培訓(xùn)與考核,焊材選用的是經(jīng)過(guò)公司工藝評(píng)定準(zhǔn)許的英國(guó)曼徹特公司CHROMET 92焊條和9CrWV焊絲,焊接方法采用GTAW+SMAW,氬弧焊打底前管道的預(yù)熱溫度為160℃,手工電弧焊蓋面時(shí)的預(yù)熱溫度為220℃,打底前做好封閉氣室充氬保護(hù),氬弧焊打底時(shí)是嚴(yán)格按照工藝評(píng)定來(lái)做的。電弧焊蓋面時(shí)選擇相應(yīng)電流遵循多層多道原則[3],焊前預(yù)熱至焊后熱處理嚴(yán)格按照DL/T819-2002規(guī)程執(zhí)行并有溫控儀全程監(jiān)控。
3 P92鋼焊接中常見(jiàn)問(wèn)題的分析與解決
3.1 問(wèn)題的出現(xiàn)
經(jīng)檢查充氬氣室封閉良好,熱處理過(guò)程符合工藝要求,曲線圖中顯示層間溫度控制正常,工藝符合評(píng)定要求。而在實(shí)際現(xiàn)場(chǎng)中對(duì)焊縫檢測(cè)發(fā)現(xiàn)有三類問(wèn)題:(1)有10%概率發(fā)現(xiàn)微小裂紋;(2)焊縫一周不同深處發(fā)現(xiàn)大小不一點(diǎn)狀缺陷多處,經(jīng)切口發(fā)現(xiàn)均屬于夾渣;(3)大口徑壁厚卻相對(duì)薄的管道(如高溫再熱器管道)焊縫的硬度偏高大約在280HBW以上。
3.2 問(wèn)題的分析
a.眾所周知,P92鋼的合金(尤其是Cr元素含量)含量很高,有極易發(fā)生冷裂紋傾向,氬弧焊打底時(shí)采用150℃以上預(yù)熱溫度,根部裂紋的概率幾乎為零,但是在手工電弧焊蓋面時(shí),由于要求一次焊完,焊接工人可能會(huì)為了趕時(shí)趕工,習(xí)慣性的加大焊接電流導(dǎo)致層間溫度局部偏高,高于350℃,焊縫冷卻速度過(guò)慢,在焊接接頭中引起晶界碳化物析出和過(guò)早形成鐵素體(見(jiàn)圖1),從而形成延遲裂紋,熱處理后會(huì)很明顯表露出來(lái)。現(xiàn)場(chǎng)實(shí)際焊接時(shí)溫度監(jiān)控不是很全面,會(huì)有局部溫度偏高發(fā)生,有較小的概率會(huì)產(chǎn)生延時(shí)裂紋。
b. 焊條選用方面,主要對(duì)比一下藥皮過(guò)渡焊條和焊芯過(guò)渡焊條的使用區(qū)別。根據(jù)現(xiàn)場(chǎng)焊工經(jīng)驗(yàn),發(fā)現(xiàn)使用不同類型的P92鋼焊條時(shí),缺陷與夾渣發(fā)生的概率都不一樣,焊芯過(guò)渡焊條的合格率要高于藥皮過(guò)渡焊條。藥皮過(guò)渡和焊芯過(guò)渡的焊條主要區(qū)別是合金元素的進(jìn)入鐵水中方式不一樣,焊芯是直接等離子化區(qū)域,而藥皮先被高溫等離子熔化,然后摻進(jìn)等離子鐵水中。藥皮過(guò)渡的焊條,藥皮中的合金元素在融入鐵水中稍微滯后,高熔點(diǎn)金屬可能產(chǎn)生熔化不完全的現(xiàn)象。
我們?cè)赑92鋼的焊接中主要采用的是英國(guó)曼徹特公司的CHROMET 92型焊條,該焊條屬于藥皮過(guò)渡型焊條,合金元素存在藥皮中,其合金元素融入焊縫中的速度小于焊芯過(guò)渡型焊條,而且焊接時(shí)線能量輸入會(huì)影響到合金元素的融入均勻性。P92鋼中合金種類多、含量高,尤其是W元素熔點(diǎn)高會(huì)首先凝固,形成晶核,帶動(dòng)Cr、Mo等高熔點(diǎn)金屬吸附在其上形成成分偏析,可能還來(lái)不及固溶到奧氏體晶胞中就偏析在晶界處,形成枝晶偏析或夾雜。因此藥皮過(guò)渡型的P92焊條在焊接必須嚴(yán)格控制焊速和層間溫度,保證合金元素充分融入到鐵水中,否則W元素未熔化或偏析到晶界處,容易逸出晶界產(chǎn)生第二相,使得焊縫極易發(fā)生夾渣,焊接時(shí)必須仔細(xì)清理。
c. P92鋼材的焊接工藝指導(dǎo)與P91相同,但是兩者在焊接時(shí)的金屬流動(dòng)性和凝固沉積時(shí)產(chǎn)生的成分偏析都存在很大差別,P92鋼材與P91鋼比較在合金中添加了W元素,因此其在抗高溫蠕變性能方面也更理想,但是P92鋼材的時(shí)效性也很明顯,尤其是焊接部分,W元素的熔點(diǎn)達(dá)到3410℃左右,遠(yuǎn)高于其他合金元素,使用直徑4.0mm的焊條焊接時(shí)電流過(guò)大,溫度集中,影響到合金元素融入的均勻性使得合金組織容易產(chǎn)生偏析現(xiàn)象,焊接時(shí)如果凝固速度緩慢甚至?xí)诰Ы缣幘奂纬珊谏珚A渣。直徑4.0mm焊條焊接線能量輸入較大,層間溫度偏高,焊縫熔池溫度過(guò)高,晶粒會(huì)充分長(zhǎng)大,形成金相組織也會(huì)比較粗大,焊后熱處理很難將硬度降下來(lái);且晶粒長(zhǎng)大后晶界面積將會(huì)變小,焊接輸入的線能量將會(huì)以缺陷的形式保存在晶粒中,進(jìn)一步降低焊縫的塑韌性,這對(duì)整個(gè)焊縫性能的影響都是不利的。
d. 高溫回火能細(xì)化金屬組織形態(tài),釋放內(nèi)應(yīng)力,增強(qiáng)焊縫抗高溫蠕變性能,提升其使用壽命,是保證焊縫質(zhì)量的重要步驟,對(duì)于P92鋼這種高合金含量的鋼尤其如此。通常按照正常熱處理工藝對(duì)P92鋼材高溫回火能起到細(xì)化組織,降低硬度的作用,但是現(xiàn)場(chǎng)實(shí)際應(yīng)用中發(fā)現(xiàn)對(duì)于一些薄壁大口徑管道(如再熱熱段管道)安照正常工藝進(jìn)行熱處理后,硬度高于規(guī)范要求。
將現(xiàn)場(chǎng)有代表性的主蒸汽管道和再熱熱段管道(均為P92材質(zhì))焊縫做金相分析(見(jiàn)圖2和圖3),再對(duì)比母材金相組織(見(jiàn)圖4),可以明顯發(fā)現(xiàn)P92鋼材金相組織主要為板條狀馬氏體形態(tài),而且焊縫處的組織尺寸要大于母材,這是因?yàn)楹附訒r(shí)能量輸入集中,溫度過(guò)高而冷卻速度較慢導(dǎo)致過(guò)冷度較小,形成晶粒粗大。高溫回火能一定程度上消除其影響,但是并不能完全消除,因此,焊縫處的晶粒組織比母材要粗大。對(duì)比主蒸汽和熱段焊縫處的金相組織,發(fā)現(xiàn)主蒸汽焊縫的馬氏體組織大小又小于熱段焊縫的,結(jié)合焊縫硬度值(現(xiàn)場(chǎng)主蒸汽焊縫的硬度值一般小于熱段焊縫),得出金相組織大小與硬度成正相關(guān)關(guān)系。這就表明相同熱處理工藝下,熱段焊縫的組織形態(tài)劣于主蒸汽焊縫,這可能是導(dǎo)致熱段焊縫硬度偏高的原因。
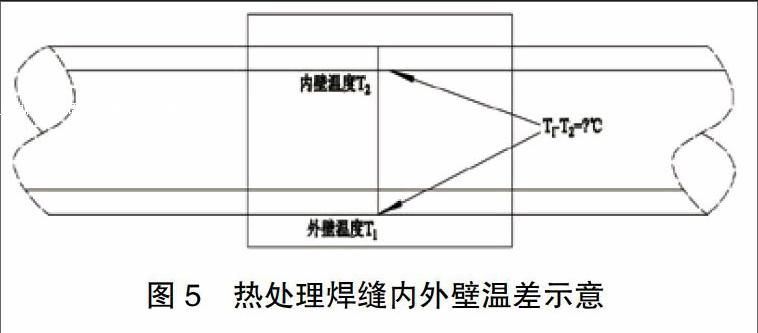
熱處理時(shí)通常都是加熱片包裹在管壁外側(cè),再覆蓋數(shù)層保溫棉,焊縫兩側(cè)加熱寬度不少于4倍壁厚。在達(dá)到恒溫溫度后用測(cè)溫槍測(cè)量管壁外表面溫度T1和內(nèi)表面溫度T2(見(jiàn)圖5),發(fā)現(xiàn)主蒸汽焊縫內(nèi)外壁溫差T1-T2≈5℃,而熱段焊縫內(nèi)外壁溫差T1-T2≈10℃,可見(jiàn)熱段焊縫回火時(shí)的熱量損失很大。管道熱傳導(dǎo)屬于金屬和空氣混合傳導(dǎo),空氣的導(dǎo)熱率明顯高于金屬材料,管道內(nèi)徑越大,空氣中的導(dǎo)熱距離越長(zhǎng),管壁越薄,金屬內(nèi)導(dǎo)熱距離也越短。
可知在垂直于軸線方向上熱段管道(Ф779×40)的熱傳導(dǎo)速率明顯高于主蒸汽管道(Ф550×94)。加上現(xiàn)場(chǎng)實(shí)際安裝中管道中可能有穿堂風(fēng)帶走大量熱量,這也就是造成熱段管道焊縫回火溫度不足,金相組織比主蒸汽焊縫粗大,內(nèi)應(yīng)力釋放不夠完全,硬度偏高的原因。
3.3 問(wèn)題的解決
針對(duì)以上問(wèn)題,經(jīng)分析后提出以下改進(jìn)措施:
a. 在P92鋼焊接時(shí)由于焊接電流過(guò)大容易引起晶界碳化,形成過(guò)早鐵素體,需要增強(qiáng)焊工責(zé)任心,加強(qiáng)現(xiàn)場(chǎng)監(jiān)督,嚴(yán)格按照焊接工藝執(zhí)行,采用小電流,薄層多道焊接;
b. 藥皮過(guò)渡焊條,合金元素溶入稍慢,W元素來(lái)不及溶入晶格中,晶界堆積形成類似晶間腐蝕的微小裂紋,焊芯過(guò)渡焊條此種問(wèn)題不易出現(xiàn),若用藥皮過(guò)渡焊條必須更應(yīng)控制好焊接電流和層間溫度,并仔細(xì)清理層間的藥皮、夾渣;
c. 為嚴(yán)格控制層間溫度,降低成分偏析,阻止晶粒長(zhǎng)大,P92鋼焊接電流不宜過(guò)大,因此選用的焊條直徑不能超過(guò)3.2mm;
d. 板條狀馬氏體的穩(wěn)定形成與回火的恒溫時(shí)間有很大關(guān)系,一般來(lái)講,焊接完成后的馬氏體轉(zhuǎn)變區(qū)間足以完成80%以上組織轉(zhuǎn)變,回火將會(huì)消除焊接時(shí)殘余應(yīng)力,調(diào)整焊縫硬度和強(qiáng)韌性,保留組織。大口徑薄壁管回火時(shí)保溫措施容易出現(xiàn)大量熱損失,焊縫根部溫度達(dá)不到要求[4],形成索氏體組織粗大。決定在熱處理時(shí)采用一定的熱補(bǔ)償措施,焊縫兩邊加熱寬度加寬至5倍壁厚,保溫寬度加寬至6~7倍壁厚,保溫棉加厚至4層以上,加強(qiáng)溫度監(jiān)控,在有穿堂風(fēng)的地方用紙板或保溫棉封住管口,但不宜延長(zhǎng)恒溫時(shí)間,這樣會(huì)降低材料的使用壽命。
采取改進(jìn)措施后,焊縫的質(zhì)量和硬度值均有明顯的改善,合格率達(dá)到了比較理想的狀態(tài)。
4 小結(jié)
對(duì)現(xiàn)場(chǎng)P92焊接中出現(xiàn)的問(wèn)題經(jīng)針對(duì)性分析,采取對(duì)應(yīng)的措施使其可達(dá)到可控制的狀態(tài)。(1)P92鋼焊接應(yīng)當(dāng)采用直徑不大于3.2mm焊條,小電流,薄層多道焊接;(2)不同種類焊條的焊接處理方式不一樣,焊芯過(guò)渡焊條焊接合格率大于藥皮過(guò)渡焊條,當(dāng)選用藥皮過(guò)渡焊條時(shí),應(yīng)特別注意電流和層間溫度控制,并仔細(xì)清理每層焊縫的藥皮、焊渣;(3)為避免大口徑薄壁管熱處理時(shí)的熱損失,對(duì)這類焊縫應(yīng)加寬加熱和保溫范圍,加厚保溫厚度,并封堵好管口。
參考文獻(xiàn):
[1]王則靈.T91/P91鋼的焊接工藝[J].焊接,2005(12):29-33.
[2]傅育文,王炯祥,盧征然等.SA-335P92鋼的焊接[J].動(dòng)力工程,2008,28(05):807-811.
[3]邵小劍.超超臨界機(jī)組主蒸汽P92鋼的焊接[J].電焊機(jī)2008,38(01):58-62.
[4]歐陽(yáng)杰,馮硯廳,王慶.P91鋼焊接及焊后熱處理中的問(wèn)題分析[J]. 河北電力技術(shù),2008,27(03):13-14.
猜你喜歡
科技與創(chuàng)新(2017年1期)2017-02-16 20:34:01
建材發(fā)展導(dǎo)向(2016年6期)2017-01-17 18:20:56
山東工業(yè)技術(shù)(2016年24期)2017-01-12 09:38:25
科學(xué)與財(cái)富(2016年29期)2016-12-27 16:07:51
中國(guó)高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國(guó)科技博覽(2016年22期)2016-11-01 12:31:00
中國(guó)科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國(guó)高新技術(shù)企業(yè)(2015年22期)2015-06-15 21:49:25
