C型鋼的冷彎成形工藝參數分析及優化
2017-04-08 05:55:37李子軒束學道郭德林王英位杰周子榮
哈爾濱工程大學學報 2017年3期
李子軒, 束學道, 郭德林,王英, 位杰, 周子榮
(1.寧波大學 機械工程與力學學院,浙江 寧波 315211;2.浙江省零件軋制成形技術研究重點實驗室,浙江 寧波 315211;3.中冶建筑研究總院有限公司,北京 100088)
C型鋼的冷彎成形工藝參數分析及優化
李子軒, 束學道, 郭德林,王英, 位杰, 周子榮
(1.寧波大學 機械工程與力學學院,浙江 寧波 315211;2.浙江省零件軋制成形技術研究重點實驗室,浙江 寧波 315211;3.中冶建筑研究總院有限公司,北京 100088)
針對正交試驗設計方法在工藝參數水平較多時,試驗數量巨大,甚至無法進行的缺點,本文提出了利用均勻試驗的方法來研究多水平工藝參數對C型鋼成形質量的影響。先是采用MSC.Marc 對C型鋼的整體及各層的應力應變分布進行了分析。然后,將基于均勻試驗設計獲得的計算結果樣本在MATLAB中對數據進行了回歸分析,得到了優化的工藝參數。結果表明:合理的工藝參數能夠降低板材成形的邊部最大等效應變,有效改善了冷彎產品的質量。
C型鋼;等效應力;均勻試驗設計;回歸分析;最大等效塑性應變;冷彎成形
冷彎成形作為一種塑性成形的加工工藝,其所生產的產品與國民生活息息相關,隨著冷彎型鋼市場需求的逐年增長,對成形產品的質量也提出了更高的要求[1-3]。在冷彎成形的眾多產品中,C型鋼作為建筑施工的金屬骨架、吊頂等廣泛的應用于賓館、候機樓、車站、游樂場、工廠、寫字樓、頂棚等場所,其成形質量的好壞也影響著這些場所的使用。而冷彎產品的質量取決于合理的成形工藝參數[4-6],因此,探尋合理的成形工藝參數對提高冷彎成形產品的質量有著重要的工程應用意義。對冷彎成形工藝參數的研究發現當軋輥間距大于成形長度時,產生回彈,而軋輥間距過小時,板材彎曲褶皺;而間距的增大會減小板材邊緣的異常塑性變形,而有限元仿真中進給速度施加在板材的前端或是板材與軋輥的接觸面上,對成形產品縱向應變的大小并無明顯的影響[7-9]。摩擦系數,板材的進給速度對板材的成形應變影響較小,而成型角增量的減小能有效降低成形應變并減小成形產品的彎曲缺陷[10-11]。仿真結果中的縱向應變可以通過有限元軟件得到,然而實驗中的板材應變的測量較難實現,通過對軋機軋輥的改造,使得應變測量儀可以通過上下軋輥的間隙而對板材成形的應變進行測量[12]。
本文以C型鋼作為研究對象,以UC40冷彎機作為試驗機,采用底線水平法而不是上、下山法布置軋輥[13-14],通過MSC.Marc對C型鋼進行了成形過程的仿真,分析了板材不同層面及整體的應力、應變分布情況,此外,選取軋輥間距和板材進給速度兩項工藝參數作為研究對象,以等效應力和等效應變作為成形質量的指標,摒棄了無法進行因素多水平試驗的正交試驗設計[15],而采用了均勻試驗設計與有限元仿真相結合的方法,對C型鋼成形的工藝參數進行了分析和優化。
1 C型鋼成形的模型建立
1.1 模型的基本參數
本文所使用的C型鋼的基本尺寸及成形道次的輥花圖如圖1(a)、(b)所示,加拿大的喬治·哈姆斯[16]以及日本的小奈弘[17]都提出過關于冷彎產品成形道次的計算公式,但由于冷彎產品的種類繁多,應用廣泛,這些公式也并不具有普適性,不能給行業人員提供有效的理論參考;本文所采用的冷彎機共有十個道次,將其劃分為四部分:第一部分為第一道次,作為咬入段,用于3 mm處的折彎,軋輥的咬入角為90°;第二部分為第二、三道次,用于5 mm處的折彎,軋輥成形角分別為(60°、90°);第三部分為四到九道次,用于19 mm處的折彎,由于板材的塑性變形較大,故在此采取6個道次成形,軋輥成形角分別為(19°、38°、57°、74°、85°、90°);第四部分為第十道次,作為過彎道次,成形角為95°,其目的是矯正回彈。另有兩道次立輥L1和L2,分別位于第三、四道次間和第十道次后,同樣為了矯正回彈。根據結構對稱性,也為了減小計算量,提高求解效率,采取板材的一半進行建模,結構模型如圖2所示。

圖1 C型鋼的基本尺寸及成形過程Fig.1 Basic dimensions and forming process of C-channel steel

圖2 冷彎成形的仿真模型Fig.2 The simulation model of cold roll forming
其中,模型的軋輥全部設置為剛體,板材采用雙層八節點實體單元element7建模,建立的板材模型厚度為0.5 mm,寬度為47.5 mm,長度為47.5 mm,并對單元進行局部加密的網格劃分,加密網格主要集中在成形第一、二部分道次的區域,即板材的邊部。由于冷彎成形的特點為金屬的塑性變形且具有回彈,故本文使用彈塑性有限元的方法,設置的板材彈性模量為210 GPa,泊松比為0.3,板材的進給速度為150 mm/s,軋輥間距為210 mm,板材與軋輥間的摩擦系數為0.2。
此外,板材的等效應力-等效應變關系[18]為
1.2 模型初始條件的設立
實際的冷彎機下輥為驅動輥,上輥為從動輥,板材咬入冷彎機后,靠軋輥間轉動的摩擦力帶動板材進給,為了簡化模型,便于計算,本文的模型將軋輥的上下兩輥均設置為驅動輥,在板材的尾部設立推板,通過給推板一個不變的進給速度來帶動板材的進給;為了保證進給過程中板材的理想進給,還需要對板材施加邊界條件作為約束,施加的邊界條件如圖3所示,在作為對稱面的板材節點上固定了節點在Y、Z、Rx及Rz方向的自由度,避免板材在進給成形過程中出現滑移、褶皺等現象。

圖3 板材的邊界條件Fig.3 Boundary conditions of the strip
2 結果分析討論
2.1 板材應力應變的分層分析
雖然本文所采用的板材為0.5 mm厚的帶鋼,但為了深入的研究和分析各層的應力及應變,并沒有對薄壁實體采用殼單元或殼-體單元,而是采用了element7的體單元,雖然增大了計算量及計算時間,但體單元更真實的模擬了板材的實際成形狀況,故在劃分網格時將帶鋼在厚度上劃分成雙層厚度為0.25 mm的單元,并將板材定義為頂層、中間層、底層三層,如圖4所示,便于分層分析,并取位于板材中段的節點B1和節點B2作為分析對象;本文的等效應力為等效的馮·米塞斯應力(以下簡稱等效應力),圖5(a)為板材中段的頂、中、底三層的等效應力分布,等效應力的幾個峰值點分別位于C型鋼成形的過彎段,三層的應力分布趨勢相同,應力值相差較小,但板材的內層受力略大于中層和外層,圖5(b)中板材等效塑性應變(以下簡稱等效應變)的分布也證實了這點,等效應變的峰值點位置也與等效應力的大體相同。
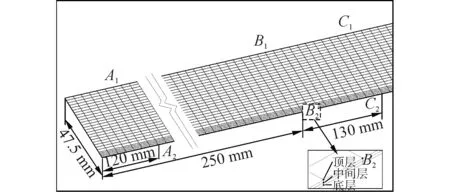
圖4 測量節點分布Fig.4 The distribution of measurement nodes
2.2 板材整體應力應變分布及分析
取圖4中板材前段節點A1、A2及板材后段節點C1、C2作為測量節點,對板材前段和后段對比分析。
圖6(a)中的板材等效應力云圖顯示了板材成形到第九道次后應力的整體分布,可見板材咬入段的成形質量較差,咬入段過后,成形質量有明顯改善,由圖6(b)可知,在經過同一道次時,后段的等效應力大于前段,這主要與所設置的推板的推力有關,圖中的C型鋼成品為UC40冷彎機實驗所得,由此可知仿真與實驗的成形產品具有較好的一致性。由圖7(a)、(b)可以看出板材的大應變主要集中在咬入段和折彎處,且板材后段的等效應變也略大于前段。
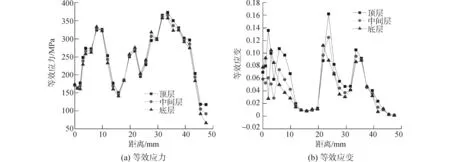
圖5 節點B1至節點B2間三層應力和應變分布Fig.5 The stress and strain distribution of three layers from node B1 to node B2

圖6 等效應力整體分布及前、后段應力對比Fig.6 Equivalent stress distribution and stress comparison between front part to behind part of the strip

圖7 等效應變整體分布及前、后段應變對比Fig.7 Equivalent strain distribution and strain comparison between front part to behind part of the strip
3 冷彎成形工藝參數的均勻試驗設計
3.1 試驗方案設計
均勻試驗設計是采用均勻設計表安排試驗,而用回歸分析的方法進行數據分析的一種試驗設計方法[19],相比于正交試驗設計,均勻試驗設計只考慮試驗范圍內試驗點的均勻分散,不考慮試驗點的整齊可比,但水平因素相對較多時,并不需要進行正交試驗平方次的試驗次數,從而使用較少的試驗次數能夠較多的因素水平數。本文以板材的進給速度和軋輥間距兩項因素為研究對象,各取5個水平,如表1。

表1 因素水平表
為了提高仿真試驗結果的準確度,本文采取了比仿真試驗次數增加一倍的均勻設計表U×10(10)10進行仿真試驗設計,將均勻設計表理論上的10水平變為5水平的重復仿真試驗,從而增加了仿真試驗數據的準確度及可信度。本文采用的10組均勻試驗方案如表2所示。

表2 試驗方案及結果
3.2 結果分析
根據上述的試驗方案進行仿真試驗,測量結果為A1、A2間的節點在第三道次折彎處的最大等效應變,所得數據如表2所示,均勻試驗設計并不能按照正交試驗設計一樣進行方差分析,只能進行直觀分析或是回歸分析,直接觀察可知:表2中的試驗方案3所測得的最大等效應變值最小,如果僅從這十組方案中選擇工藝參數,方案3即為較優方案。由于均勻試驗試驗點分布的均勻性,經過大量實踐證明,較優解與最優解的結果相差不大。
將表2中的數據導入Matlab進行回歸分析以求解最優方案,采用二次多項式的回歸方式得到仿真試驗數據的擬合方程為
y=0.097 014-3.746×10-6v+7.897×10-6d+ 1.317×10-8v2-1.1503×10-8d2
式中:y為最大等效應變,v為板材的進給速度,d為軋輥間距,兩項工藝參數的影響指標見表3,由逐步回歸分析得到的標準化逐步回歸系數的大小可以作為影響等效應變的參考指標,由表3可知軋輥間距d對等效應變的影響大于板材的進給速度v;由線性回歸分析得到的Fα為因素的臨界水平值,以判定因素的影響是否顯著,F為數據的實際水平值,通過F與Fα的比較發現,兩工藝參數的影響均不顯著,可見進給速度和軋輥間距兩項工藝參數均不是影響產品質量的關鍵因素,但仍有一定的影響作用;對回歸方程求解偏導,得到的最優條件為v=142.2 mm/s,d=343.3 mm,近似可得v=140 mm/s,d=340 mm,進行仿真驗證,得到的數據如表2中的優化所示,可見優化組的工藝參數相比前十組方案的等效應變均要小,由于兩項工藝參數對板材成形的等效應變影響都很小,故優化后的應變值并沒有明顯的降低,但一定程度上減小了等效應變的峰值,可以作為工藝參數選用的參考,實際生產中,該兩項參數的選取還要結合電機、場地大小等進一步考慮獲得。
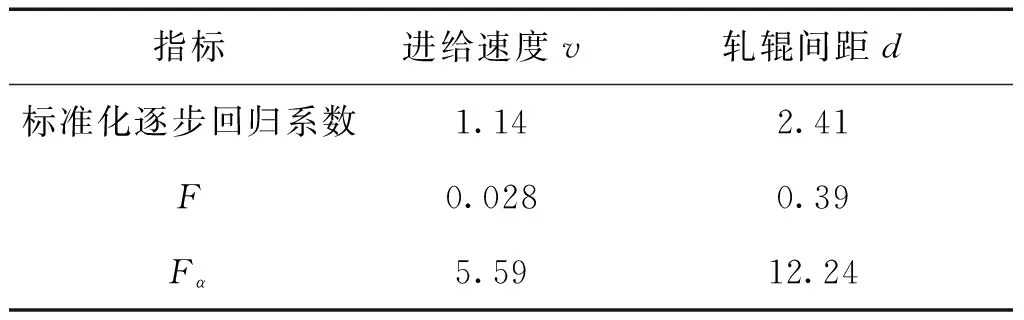
表3 工藝參數的影響指標
4 結論
1)板材采用體單元建模,雖然增加了計算時間,但更加真實地模擬了成形過程,分層分析發現總體上板材內層受到的應力相對于中層和外層較大,所產生的變形也較大,由于成形過程中板材折彎處的異常應變易使得附近區域產生異常應變,故在設計時更應著重考慮控制折彎處內層的應力應變。板材后段產生的等效應變也略大于板材的前段,由成形過程也易知板材在進給咬入段的成形質量較差,這主要是由于成形道次的第一部分咬入角太大且僅有一個道次,因此為了改善C型鋼的成形質量,可以減小咬入角并增加咬入段的成形道次。
2)相比于正交試驗設計,利用均勻試驗設計與有限元仿真模擬相結合的方法,能夠對具有大量水平的因素進行組合試驗且避免了龐大的試驗次數,可以用于冷彎成形工藝參數的優化,在實際生產中,對工藝參數設計具有一定的參考價值。
3)本文所采取的均勻試驗設計因素采用5水平,且只將一個關鍵道次的等效應變作為指標,不管是因素、水平還是指標的數量都相對較少,進一步的研究可增加以上三者的試驗基數;而針對于本優化方案的結果,可根據兩因素對成形質量的影響程度在優化參數的數值附近進一步細化水平并進行試驗,使得所得的結果更為精確;以上仿真試驗的相關數據也需要實驗的驗證。
[1]DAVIS J M. Recent research advances in cold-formed steel structures[J].Journal of constructional steel research, 2000, 55:267-288.
[2]MACDONALD M, HEIYANTUDUWA M A, RHODES J. Recent developments in the design of cold-formed steel members and structures[J]. Thin-Walled Structures, 2008, 46:1047-1053.
[3]SCHAFER B W. Review: The direct strength method of cold-formed steel member design[J]. Journal of constructional steel research, 2008, 64:766-778.
[4]曾國. 多道次輥彎成形冷彎型鋼殘余應力有限元仿真與實驗研究[D]. 上海:上海交通大學,2009. ZENG Guo. Simulation and experimental study on residual stresses for multi-stand roll-formed sections[D]. Shanghai: Shanghai Jiao Tong University, 2009.
[5]ZENG G, LI SH, YU ZQ, et al. Optimization design of roll profiles for cold roll forming based on response surface method[J]. Materials and Design, 2009, 30:1930-1938.
[6]付志強. 異型管連續輥彎成型工藝及計算機輔助設計系統研究[D].秦皇島:燕山大學,2014. FU Zhiqiang. Research on continuous roll forming process and the computer aided design system of shape tube[D]. Qinhuangdao: Yanshan University, 2014.
[7]HONG S, LEE S, KIM N. A parametric study on forming length in roll forming[J]. Journal of materials processing technology, 2001, 113(1-3): 774-778.
[8]BUI Q V, PONTHOT J P. Numerical simulation of cold roll-forming processes[J]. Journal of materials processing technology, 2008, 202(1-3): 275-282.
[9]HEISLITZ F, LIVATYALI H, AHMETOGLU M A, et al. Simulation of roll forming process with the 3-D FEM code PAM-STAMP[J]. Journal of materials processing technology, 1996, 59(1/2): 59-67.
[10]SAFDARIAN R, NAEINI H M. The effects of forming parameters on the cold roll forming of channel section[J]. Thin-walled structures, 2015, 92: 130-136.
[11]BIDABADI B S, NAEINI H M, TEHRANI M S, et al. Experimental and numerical study of bowing defects in cold roll-formed, U-channel sections[J]. Journal of constructional steel research, 2016, 118: 243-253.
[12]SENANAYAKE R S, COLE I M, THIRUVARUDCHELVAN S. The application of computational and experimental techniques to metal deformation in cold roll forming[J]. Journal of materials processing technology, 1994, 45(1-4): 155-160.
[13]BIDABADI B S, NAEINI H M, TAFTI R A, et al. Experimental investigation of the ovality of holes on pre-notched channel products in the cold roll forming process[J]. Journal of materials processing technology, 2015, 225: 213-220.
[14]李登超. 冷彎型鋼及焊管生產技術[M]. 北京: 化學工業出版社, 2011: 20-21.
[15]胡盛德, 郭志旺, 肖頤, 等. 利用正交試驗設計優化冷彎成形工藝參數[J]. 軋鋼, 2015, 32(3): 44-47. HU Shengde, GUO Zhiwang, XIAO Yi, et al. Optimization of cold roll forming process parameters by orthogonal experimental design[J]. Steel rolling, 2015, 32(3): 44-47.
[16]喬治·哈姆斯. 冷彎成型技術手冊[M]. 劉繼英, 艾正青, 譯. 北京: 化學工業出版社, 2009: 178-186. HALMOS G T. Roll forming handbook[M]. LIU Jiying, AI Zhengqing, trans. Beijing: Chemical Industry Press, 2009: 178-186.
[17]小奈弘, 劉繼英. 冷彎成型技術[M]. 北京: 化學工業出版社, 2008: 9-13.
[18]李大永, 蔣勁茂, 彭穎紅, 等. 輥彎成形過程仿真與參數優化[J]. 系統仿真學報, 2007, 19(4): 893-896. LI Dayong, JIANG Jinmao, PENG Yinghong, et al. Study on roll forming process simulation and roll diameters optimization[J]. Journal of system simulation, 2007, 19(4): 893-896.
[19]王巖, 隨思漣. 試驗設計與MATLAB數據分析[M]. 北京: 清華大學出版社, 2012: 208-232.
Analysis and optimization of process parameters in cold roll forming of C-channel steel
LI Zixuan1,2, SHU Xuedao1,2, GUO Delin3, WANG Ying1,2, WEI Jie1,2, ZHOU Zirong1,2
(1. Faculty of Mechanical Engineering & Mechanics, Ningbo University, Ningbo 315211, China; 2. Zhejiang Provincial Key Laboratory of Part Rolling Technology, Ningbo 315211, China; 3. Central Research Institute of Building and Construction Co., Ltd, Beijing 100088, China)
Because of the multi-level process parameters on orthogonal experimental design requires many experiments to test and, even so, testing can never really be completed. In this study, we applied a uniform experimental design method to investigate the effects of multi-level process parameters on the forming quality of C-channel steel. First, we used MSC’s Marc software to analyze the stress and strain distributions of C-channel steel both integrally and layer by layer. Then, in Matlab, we performed a regression analysis of the calculation results based on our uniform experimental design and obtained the optimized process parameters. The results show that the equivalent plastic strain at the edge of the plate was decreased and the product quality was effectively improved due to the optimized process parameters.
C-channel steel; equivalent stress; uniform experimental design; regression analysis; maximum equivalent plastic strain
2016-03-14.
日期:2017-01-11.
國家自然科學基金項目(51475247);浙江省科技計劃項目(2016C31018);寧波市自然科學基金項目(2015A610099).
李子軒(1991-), 男, 碩士研究生; 束學道(1968-), 男, 教授, 博士生導師.
束學道,E-mail:shuxuedao@nbu.edu.cn.
10.11990/jheu.201603043
TG335.5
A
1006-7043(2017)03-0446-06
李子軒, 束學道, 郭德林,等.C型鋼的冷彎成形工藝參數分析及優化[J]. 哈爾濱工程大學學報, 2017, 38(3):446-451.
LI Zixuan, SHU Xuedao, GUO Delin,et al.Analysis and optimization of process parameters in cold roll forming of C-channel steel[J]. Journal of Harbin Engineering University, 2017, 38(3):446-451.
網絡出版地址:http://www.cnki.net/kcms/detail/23.1390.u.20170111.1509.006.html
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
今日農業(2020年19期)2020-12-14 14:16:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
中學物理·高中(2016年12期)2017-04-22 11:53:03
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03