油缸活塞的加工工藝改進
2017-04-18 02:25:16于記偉
現代經濟信息 2016年33期
于記偉
摘要:近年來,隨著工業水平的不斷發展,油缸活塞強化程度的不斷提高,活塞的技術要求也越來越高。活塞好比油缸的中樞部位,在油缸工作中占了極其重要的地位。所以,在制造方面也就需要合理的加工工藝,才能滿足現代社會中高要求的標準。本文以挖掘機油缸活塞為例,結合活塞的結構特點,設計了一套芯軸夾具,不但解決了普通裝夾中出現的問題,還為數控車削加工提供了參考。
關鍵詞:活塞;工藝分析;芯軸
中圖分類號:TK 243.1 文獻識別碼:A 文章編號:1001-828X(2016)033-000-02
前言
在機械加工中,工藝分析是至關重要的,無論是手工編程還是自動編程,在加工前都要對所加工零件進行工藝分析,擬定加工方案,選擇加工設備、刀具、夾具,確定切削用量,安排加工順序,制定走刀路線等。因此程序編制中的工藝分析是一項十分重要的工作。
一、工藝分析
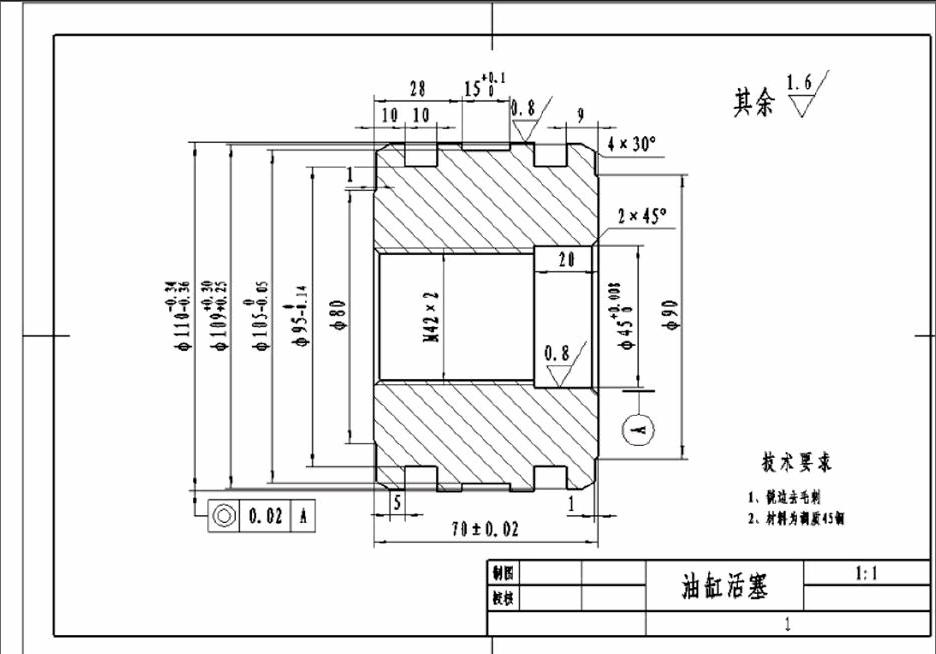
1.分析活塞零件
由圖1可知,該活塞圖紙主要由內、外圓柱面,內、外溝槽、內螺紋組成。本文根據企業需求,選用毛坯材料為45#鋼,進行中小批量生產。
2.確定加工方法
加工方法的選擇原則是保證加工表面的精度和表面粗糙度的要求,由于獲得同一級精度及表面粗糙度的加工方法一般有許多,因而在實際選擇時,要結合零件的形狀、尺寸大小和形位公差等要求全面考慮。
從圖樣上分析,內、外圓的同軸度(0.02mm)的加工精度為數控加工中的難點,也是活塞加工的關鍵部分,其次是內孔、外圓的精度和表面粗糙度值,使用普通刀具材料也是較難以保證的。所以應該選擇合適的刀具按照先粗車后精車的加工原則進行加工。
為了能夠保證此產品的合格率,現有以下兩種加工方法:第一種:傳統加工方法,選擇毛坯料,長度多出30mm左右,其中包括夾持長度(20mm左右)、切斷長度(5mm)和端面精車余量(3mm)。在同一次裝夾下依次完成鉆孔、鏜孔、車螺紋、車內溝槽、車外圓、車外溝槽、倒圓角和切斷等工步。第二種:設計制作芯軸夾具的方法,選擇毛坯料,先加工內孔、內溝槽和內螺紋部分,然后拆下工件,拿到另一臺裝有芯軸的機床上,依靠內外圓和內外螺紋配合、定位加工活塞的外圓、外溝槽、倒角等剩余部分。以上兩種加工方法對比如下所示:
使用夾具前:
(1)毛坯預留裝夾長度和鋸斷長度,浪費材料,提高成本
(2)需要鋸斷,并且外圓較大,切斷相對比較困難
(3)每加工一個活塞對一次刀,浪費時間
(4)打表找正,保證同軸度困難,加工效率低
使用夾具后:
(1)軸向不需要太大余量,節約材料,降低成本
(2)不需要切斷,不用買切斷刀,減少刀具損耗
(3)依靠限位臺階定位,只需開機之后對刀即可,省略對刀時間
(4)不用打表找正,直接加工就能保證同軸度,加工效率高
通過對比,本文選擇第二種加工方法,即制作芯軸夾具。
二、芯軸夾具設計
機床夾具在生產加工中有著不可忽略的作用。首先,使用機床夾具裝夾工件時,能準確確定工件與刀具、機床之間的相對位置關系,可以保證加工精度。其次,提高生產效率,機床夾具能快速地將工件定位和夾緊,可以減少輔助時間,提高生產效率。再者,機床夾具采用機械、氣動、液動夾緊裝置,可以減輕工人的勞動強度。最后,利用機床夾具,能擴大機床的加工范圍。下面對本文夾具的主要部分進行設計和制作。
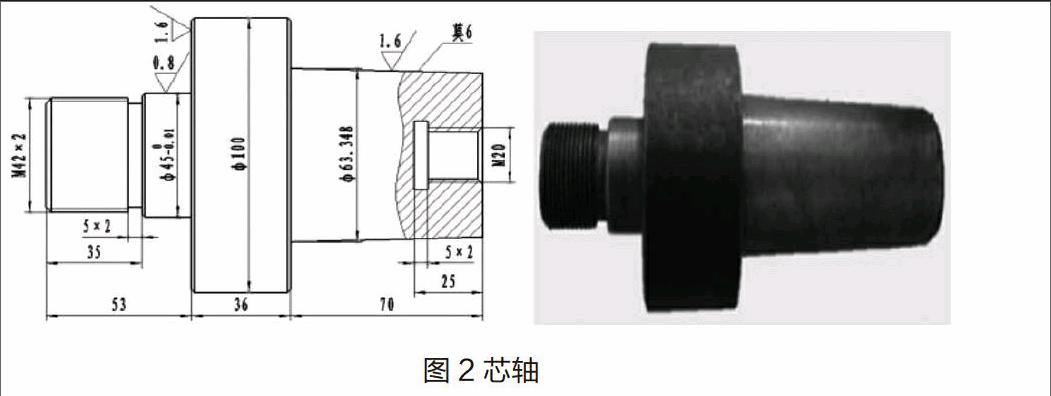
為了保證活塞的內、外圓同軸度能夠達到精度要求,根據活塞的外形尺寸和精度要求設計一個芯軸,如圖2所示:
三、芯軸的制作步驟
1.檢查毛坯尺寸φ100*160;2.伸出100mm,裝夾牢固;3.粗車左端外圓,預留精車余量0.3mm;4.調頭裝夾φ45的外圓;5.粗車錐體部分和螺紋孔;6.調質處理;7.裝夾φ45的外圓,找正夾緊;8.精車錐體和螺紋孔;9.使用拉桿拉緊芯軸;10.精車左端外圓和外螺紋。
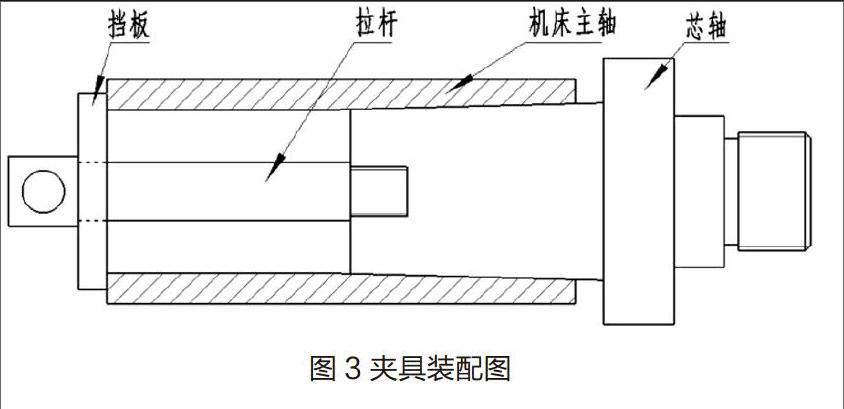
四、芯軸夾具裝配圖
為了保證芯軸不會軸向竄動,在主軸后端,墊一塊合適的擋板,通過拉桿將芯軸牢固的拉緊。如圖3所示。
五、總結
本文使用芯軸夾具工藝方案有以下優點,首先,毛坯不需要留裝夾長度和切口長度,能夠為企業節省大約30%的材料。其次,由于不用每次加工活塞時都對刀,所以省略了對刀時間。再者,毛坯材料適當,不用切斷,減少刀具的損耗和省略了切斷時間。最后,制作的夾具芯軸可以重復利用,能夠用來加工尺寸接近的類似零件,一勞永逸。總之,采用本文設計的夾具,能夠為企業節約材料,節省刀具損耗,減少工人的勞動強度,降低了生產成本,有效地提高了經濟效益。
