基于殘余應力測量的鋁合金框類零件變形預測研究
2017-05-08 18:18:35李曉鵬劉娜
大陸橋視野·下 2016年9期
李曉鵬+劉娜


【摘 要】為了研究材料去除過程中殘余應力的重新分布及該過程所引起的工件變形,假設在該過程中沒有引入另外的應力,采用理論計算和有限元模擬的方法對鋁合金零件求解,計算了在剝層過程中的殘余應力,并分析了剩余部分的殘余應力變化趨勢.結果表明理論解與有限元解獲得了極好的吻合.采用有限元法進一步研究了材料去除過程中,殘余應力對加工變形的影響以及最終殘余應力分布規律的異同。
【關鍵詞】鋁合金;殘余應力;加工變形;框類
1.引言
航空大型整體結構件的加工變形不但影響飛機的正常裝配,還在一定程度上降低飛機的性能和質量,其預測和控制是航空制造業公認的難題。整體結構件的加工變形由切削力、切削熱、裝夾力、工藝路徑、毛坯內應力和切削殘余應力等因素導致,并受到零件結構和加工工藝等因素影響。
切削殘余應力對整體結構件,尤其是薄壁整體結構件的加工變形有著較大影響,對其控制的研究主要針對優化工藝參數、采用高速切削技術等,未見設備性能對殘余應力影響的報道。同時,對鋁合金整體結構件的加工變形研究重點關注了鋁合金材料在切削溫度條件下的本構特性,忽略了鋁合金材料的低溫蠕變特性,暫無關于鋁合金零件加工后蠕變變形的研究。研究常溫下鋁合金整體結構件在內應力和切削殘余應力作用下的蠕變變形,對其加工變形控制也具有重要意義。
2.毛坯殘余應力分析和測量方法概述
基于材料去除的測量方法,其基于宏觀的彈塑性力學,建立切除部分材料所引起的應變與其被測物體所含內應力值的數學關系,通過測量應變或者相關量進而求出原始應力值。這類方法主要有小孔法、逐層法、裂紋柔度法等。
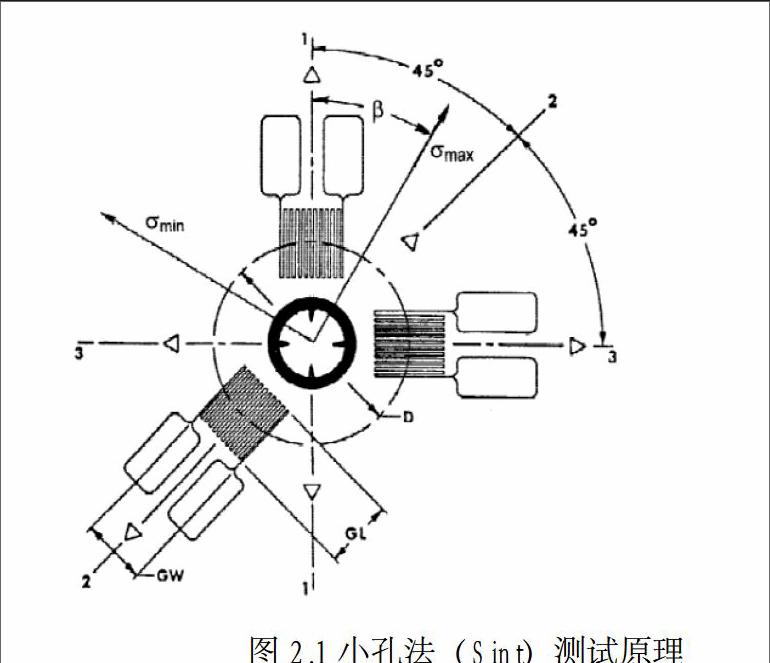
在小孔法中,如圖2.1所示,物體表層的主應力1 與所粘貼的應變片1間存在夾角θ,鉆孔后所釋放應力導致的0度、45度和90度三個方向的應變1 、2 和3 分別被應變片1-3測得,利用公式可計算得兩個主應力和的值和夾角θ的值,式中參數A和B為與彈性模量、泊松比、鉆孔直徑d和應變片尺寸和位置r有關應力釋放系數,可以通過文獻所提方法獲得。近年來科學工作者對小孔法做了大量研究工作,從測量原理到實際操作中的各種工藝因素、誤差來源等進行了深入的研究,使其日趨完善。針對孔位、孔徑、孔深對測量精度造成的影響作了詳細研究,對粘接劑的選擇使用以及粘貼技術問題作了專門研究,對實際操作過程很有指導意義。Schajer針對盲孔法采用有限元數值分析的方法,分別對不同尺寸、形狀的盲孔周圍的應力分布情況進行計算,得出孔深徑比及孔緣孔底形狀對釋放應力的影響。小孔法可以較準確地測量鉆孔處數毫米深度范圍內的應力平均值,測量深度遠大于X射線法等方法,目前已成為工程上最通用的殘余應力測量方法,成為行業標準。
運用小孔法測量大型結構件毛坯內應力需解決三個方面的問題。第一,由于小孔法測量的是數毫米深度范圍內的應力平均值,且測量深度相對于厚度數十毫米甚至數百毫米的毛坯厚度還遠遠不夠,因此需解決如何利用小孔法測量毛坯內部較深位置應力分布的問題。Soete W等提出采用逐層鉆孔的方法,對傳統小孔法進行改進,將一次完成的鉆孔過程分步逐層完成,依據每步釋放的應變計算應力沿孔深方向的分布。但是逐層鉆孔法并沒有解決測量深度的問題,因為小孔法測量極限深度是孔徑的1.2倍,而且隨著孔深逐漸逼近孔徑尺寸逐層鉆孔的精度會急劇下降。第二,小孔法僅能獲得鉆孔處的應力值,相對于毛坯尺寸可認為僅測量了點處(一維)的應力值,為了測量獲得面上(二維)或體內(三維)的應力分布,需進行多點測量,因此還需解決如何基于多個點處的應力數據計算面上和體內應力分布的問題,目前還沒有相關研究報道。第三,小孔法測量效率有待提高。小孔法測量需完成鉆孔和測應變兩個主要步驟,鉆孔需要定位,通常精度需保證在0.1mm內。如采用應變片測應變則需要貼應變片、焊線等。V. V. Balalov, M. Ya, D.V. Nelson和戴福隆等利用云紋干涉技術代替應變片測量應變,結合小孔法建立了各種測量殘余應力實驗方法與系統,可以節約貼片需要的時間,但是搭建云紋干涉的光路也需要耗費大量時間。操作繁瑣且技術要求使得小孔法測量效率低下。雖然業內研究者設計了多種便攜的鉆孔或測應變的裝置,但是對于需要鉆數百甚至數千個孔的大型毛坯測量工程,采用人工測量依然存在操作繁瑣、測量周期長的問題需要解決。
3.毛坯試件應力分布測量
針對上述僅數毫米厚度的薄壁結構內應力測量需求,我們進行了深入系統地研究,并在國內多家相關機構進行了調研,最后采用了鉆孔應變計法。鉆孔應變計法應力測量過程如圖 3.1所示
4.結論
通過理論計算和數據模擬分析得出了如下結論,試驗后初始殘余應力分布規律和模擬過程基本吻合,計算的變形量理論結果和有限元結果能夠很好吻合,研究中的殘余應力都小于材料的屈服應力,所產生的變形都在彈性范圍內。測試中忽略了加工過程引入起的殘余應力和加工熱,所以要使計算和模擬更具有實用性,還需開展熱力耦合實驗研究。
參考文獻:
[1]田榮鑫, 劉維偉, 姚倡鋒,等. 薄壁構件單面銑削殘余應力變形有限元模擬與試驗研究[J]. 航空精密制造技術, 2015, 51(6):1-1.
[2]董輝躍, 柯映林. 殘余應力對加工變形影響的分析與模擬[J]. 航空材料學報, 2005, 25(5):54-58.
[3]周廣濤, 劉雪松, 方洪淵. 縱向預置應力法控制薄板焊接殘余應力與變形[J]. 機械工程材料, 2008, 32(3).
[4]孫杰, 柯映林. 殘余應力對航空整體結構件加工變形的影響分析[J]. 機械工程學報, 2005, 41(2):117-122.
[5]李敬勇, 章明明, 李鷹,等. 預拉伸對鋁合金焊接殘余應力和變形的影響[J]. 熱加工工藝, 2005(12):15-17.