關于大型襯套零件加工刀具選擇和改制技術的探究
2017-05-30 08:40:02趙小剛任青劍黃雨田
科技風 2017年5期
趙小剛 任青劍 黃雨田
摘 要:襯套零件是大型柴油機中的重要部件,其尺寸較大,表層厚度較薄,所以加工起來十分不方便。本文主要分析了大型襯套零件加工刀具的各項性能參數對工件加工質量的影響,并從中選擇較為合適的切削參數,取得了較好的加工效果。
關鍵詞:大型襯套零件;加工刀具;選擇;改制
大型襯套零件尺寸較大,表層厚度較薄,加工難度比較大。通常來說,大型襯套零件的直徑一般為0.75m,總長度為0.92m,但是其壁厚卻只有2.5cm。在對大型襯套零件進行加工時,所選擇的加工設備為臥式車床,所以很容易使大型襯套零件產生形變;零件的制作材料為鉻鎳鈦合金,所以零件具有足夠的韌性,在下刀時,很容易產生粘刀問題;加工時車床持續運行,加工刀具也在不停地下刀、切削,所以一直保持著較高的溫度,難以冷卻,導致加工刀具在后期切削過程中持續磨損。對此,本文對大型襯套零件加工刀具進行合理的選擇與改制,在保證切削質量的同時,盡量減小對刀具的磨損[ 1 ]。
1 加工刀具幾何參數分析
1.1 加工刀具主偏角與切削力分析
1.1.1對主切削力的影響
如果切削面積一定,逐漸增大主偏角,那么會使得切削的寬度持續減小,而切削的厚度持續增加,切削層整體變得越來越厚、越來越窄,所以主切削力是在不斷減小的。如果主偏角增加到一定的范圍,比如60°到75°,由于刀尖的圓弧部分也參與到切削當中來,所以切削層的形狀逐漸發生改變,厚度變薄,寬大增大,因此主切削力會慢慢恢復甚至超過原有切削力。
1.1.2對進給抗力和切深抗力的影響
由進給抗力的計算公式F1=FmsinKr以及切深抗力的計算公式F2=FmcosKr可以看出,在切削分力Fm不變的情況下,主偏角Kr增加,sinKr是不斷增加的,而cosKr是持續減小的,因此,進給抗力增加,切深抗力減小。當主偏角為90°時,進給抗力達到最大值,但是切深抗力并不會減小到0。因為主偏角并不是影響進給抗力與切深抗力的唯一因素,刀刃傾斜角對此也有一定的影響。
1.2 加工刀具偏角與刀刃強度、散熱性能之間的關系
刀尖角對刀刃強度、散熱性能都有一定的影響,增大刀尖角,可以有效提高加工刀具的強度,擴大散熱面積,提高刀具的散熱性能,從而減輕加工刀具的磨損程度。而刀具的主偏角與副偏角的增加,會使得刀尖角減小,從而降低刀具強度,縮小散熱面積,加劇加工刀具的磨損;反之,主偏角與副偏角減小,則會增大刀尖角,擴大散熱面積,減輕加工刀具的磨損。
1.3 修光刃對工件表面質量的影響
修光刃對工件表面質量有較大的影響,所以在選擇修光刃時,一定要謹慎,如果修光刃太長,那么刀具在切削時很容易產生振動,影響表面切削的質量;如果修光刃太短,那么在切削時又達不到修光的要求。在大型襯套零件加工時,由于加工刀具需要持續切削,工作時間較長,如果一次性走刀量太大,那么工件表面很容易產生缺陷。經過計算,最終確定走刀量為0.25mm,修光刃長度為0.55mm。
1.4 修光刃、后角對加工刀具耐磨性能的影響
合適的后角可以有效降低刀具主后刀面與工件表面的摩擦,降低刀具的磨損,同時提高加工工件的表面質量。如果后角設置太大,雖然刀具在切削時可以讓刀刃保持較為鋒利的狀態,但過度使用刀刃反而會使得刀刃磨損速度加快,縮短刀具的使用壽命;如果后角太小,加工刀具與工件表面的摩擦阻力較大,切削時容易產生振動,影響切削質量。因此,必須要合理控制后角的角度范圍。此外,修光刃的長度對于刀具耐磨性也有影響。修光刃長度太短,刀具比較容易磨損;修光刃太長,刀具雖然有一定的耐磨性,但是切削時容易產生振動,影響工件表面加工質量[ 2 ]。
1.5 刀具幾何參數對刀具振動的影響
如果鏜桿剛性比較差,或者幾何參數設置不合理,都會引起刀具切削過程中的振動問題,使得工件表面加工受到影響。增加刀具切削的前角,會使得切削更輕、更快,不會產生振動。所以在切削剛性比較差的工件時,最好是設置較小的切削后角,減輕振動。
1.6 刀刃傾斜角、斷槽寬度與斷屑之間的關系
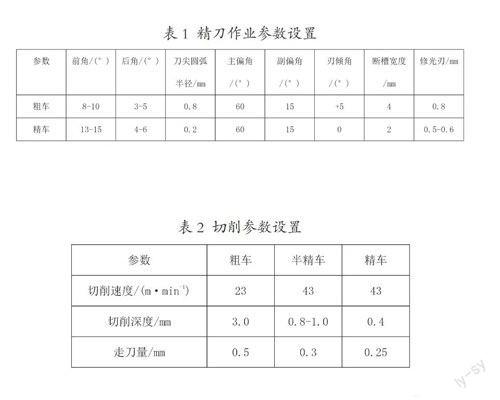
刀刃傾斜角決定了刀具的強度以及斷屑飛出的方向,同時斷槽的寬度與走向也影響了斷屑的排出方向。由于大型襯套零件大多為硬質合金材料,所以在進行精車作業時,如果參數設置不合理,斷屑很容易附著到加工刀具上,劃傷工件表面,降低工件表面的質量。對此,必須合理設置精車作業的參數。經過計算與試驗,得到精車作業各項參數如表1所示,按照這些參數進行精車作業時,斷屑的長度以及排出方向符合設計要求,不會劃傷工件表面[ 3 ]。
2 切削參數設置
經過實驗檢測,取切削效果最好的一組,最終得到的切削參數設置如表2所示。
3 結語
本文對大型襯套零件加工刀具的各項幾何參數進行了分析,并給出了合理的精車作業設置參數與切削加工參數,解決了大型襯套零件加工的實際問題,對大型襯套零件的加工有一定的參考價值。
參考文獻:
[1] 魏林.大型襯套零件加工刀具刃磨技術分析[J].工具技術,2015,49(08):64-65.
[2] 李保國,馬凈照,王惠中,郭巨壽,朱維民,李曉霞.某型號柴油機噴油器襯套加工工藝攻關[J].鐵道機車車輛,2011,31(S1):398-399+404.
[3] 孫義林.一種薄壁襯套的加工工藝研究[J].廣西輕工業,2011,27(10):60-61.
項目名稱:某發射器內腔特種材料發射器加工性能分析與生產工裝系統設計,Gfy 16-02
作者簡介:趙小剛(1981-),男,陜西戶縣人,漢族,工程碩士,講師,研究方向:cad/cam/cae。
猜你喜歡
職業(2016年11期)2016-11-23 20:30:37
南北橋(2016年10期)2016-11-10 16:43:01
財會學習(2016年19期)2016-11-10 04:31:08
中國科技博覽(2016年22期)2016-11-01 14:03:21
新聞前哨(2016年10期)2016-10-31 17:41:16
科技視界(2016年22期)2016-10-18 15:53:02
中國市場(2016年21期)2016-06-06 04:39:51
企業導報(2016年9期)2016-05-26 20:31:26
商(2016年3期)2016-03-11 10:13:12
企業導報(2015年20期)2015-11-30 22:08:07