核電站用217噸起重雙鉤產(chǎn)品的開發(fā)研制(上)
2017-06-05 09:27:24趙艷敏劉賀王重鑫沈陽鑄鍛工業(yè)有限公司
鍛造與沖壓 2017年5期
文/趙艷敏,劉賀,王重鑫·沈陽鑄鍛工業(yè)有限公司
核電站用217噸起重雙鉤產(chǎn)品的開發(fā)研制(上)
文/趙艷敏,劉賀,王重鑫·沈陽鑄鍛工業(yè)有限公司
核電站對(duì)環(huán)吊的要求是重載、精確、安全,這樣就對(duì)環(huán)吊的各組成部件提出了更高的要求。217t吊鉤是217/10+190+5t環(huán)吊的必用、關(guān)鍵部件,材質(zhì)為DG34CrNiMo,起重噸位大,吊鉤本身的使用工況多樣化,形狀不同于以往常規(guī)吊鉤。采用的檢驗(yàn)標(biāo)準(zhǔn)為德國KTA3903《核電廠用起重設(shè)施的檢驗(yàn)與使用》,并具體規(guī)定了檢驗(yàn)項(xiàng)目和具體指標(biāo),相對(duì)我公司以往生產(chǎn)的吊鉤的檢驗(yàn)標(biāo)準(zhǔn),檢驗(yàn)項(xiàng)目不僅有常溫的屈服強(qiáng)度和應(yīng)變時(shí)效沖擊,還有抗拉強(qiáng)度、延伸率以及0℃低溫沖擊性能要求。
217t吊鉤設(shè)計(jì)、制造技術(shù)在國外已經(jīng)相當(dāng)成熟,國內(nèi)使用一直依賴進(jìn)口。隨著我國核電能源建設(shè)的發(fā)展,核電起重機(jī)呈批量化投入和使用,對(duì)217t吊鉤國產(chǎn)化的研制時(shí)機(jī)也日漸成熟。為此,我們開展了核電217噸吊鉤國產(chǎn)化研制課題研究,并一次試制成功,填補(bǔ)了國內(nèi)生產(chǎn)空白。
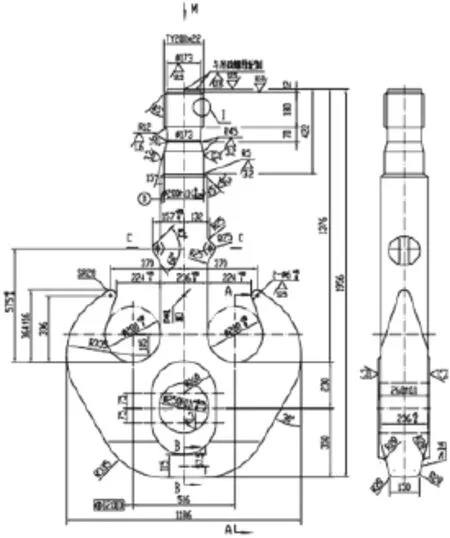
圖1 217噸吊鉤零件圖
核電217t吊鉤尺寸及技術(shù)要求
217t吊鉤尺寸如圖1所示,交貨重量2400kg,材質(zhì)為DG34CrNiMo。鉤頭部分厚度為260mm,鉤頭至鉤尾的長度為944mm,均大于以往生產(chǎn)的吊鉤的尺寸。
力學(xué)性能指標(biāo):σs>590MPa、σb>800MPa、δ5>13%、AkU>34J(-20℃、0℃)。
超聲波探傷技術(shù)標(biāo)準(zhǔn):按德國KTA3903《核電廠用起重設(shè)施的檢驗(yàn)與使用》中B4.2.2要求執(zhí)行。單個(gè)缺陷最大當(dāng)量為φ4,缺陷在任一方向上不允許有延伸,缺陷底波降低量<6dB,不允許有密集區(qū)缺陷。另外,除采用直探頭外,還要求對(duì)鉤桿及鉤腔部位采用斜探頭檢測(cè)。
研制過程
小試棒試驗(yàn)
由于首次鍛制DG34CrNiMo材料的吊鉤,針對(duì)如此大噸位的吊鉤的低溫沖擊性能檢驗(yàn)?zāi)芊駶M足要求,國內(nèi)既沒有可用標(biāo)準(zhǔn)可循,也沒有成形的經(jīng)驗(yàn)可供參考。為了掌握DG34CrNiMo材料是否能滿足所需的強(qiáng)度要求,并且滿足低溫沖擊性能要求,我們首先從小試棒的試驗(yàn)開始進(jìn)行探索。
該試驗(yàn)?zāi)M吊鉤在胎模鍛造時(shí)的工藝和悶制火次的n頻次和n+2頻次,按悶制時(shí)的加熱溫度及鍛后回火溫度,在5MN水壓機(jī)上鍛制材質(zhì)為DG34CrNiMo、尺寸與217t吊鉤鉤桿直徑相同的試棒鍛件3件。
小試棒經(jīng)等溫退火后取其中2件分別進(jìn)行了低溫-20℃和0℃的力學(xué)性能檢驗(yàn)和金相分析。第1個(gè)試件在-20℃時(shí)的沖擊功平均值A(chǔ)k=119J,0℃時(shí)的沖擊功平均值A(chǔ)k=141.67J,晶粒度7級(jí),金相組織為回火索氏體。第2個(gè)試件在-20℃時(shí)的沖擊功平均值A(chǔ)k=132J,0℃時(shí)的沖擊功平均值 Ak=145J,晶粒度7級(jí),金相組織同為回火索氏體。
小試棒的鍛制過程及檢驗(yàn)結(jié)果證明,DG34CrNiMo材料的鍛造工藝和低溫機(jī)械性能均符合要求。至此,材料上的初步試驗(yàn)成功為后續(xù)的217t吊鉤制造提供了良好的數(shù)據(jù)支持,確定了進(jìn)一步生產(chǎn)的可行性。
胎模設(shè)計(jì)與制造
采用胎模鍛制吊鉤,有鋼錠投料小、吊鉤實(shí)體呈纖維分布等優(yōu)點(diǎn),纖維方向的性能要優(yōu)于垂直(橫切)方向的性能,有利于保證工件的強(qiáng)度,還可以減少機(jī)械加工量。本次試制生產(chǎn)217t吊鉤使用的上、下胎模由我公司自行設(shè)計(jì)、制造,為我公司首例,從而也增大了217噸吊鉤鍛件生產(chǎn)的難度。
吊鉤的鍛制胎模圖紙的設(shè)計(jì),需要考慮材料在鍛造過程中不同尺寸的熱收縮率、各部分的熱收縮對(duì)其余部位的影響、分型面材料的滯留尺寸、去除氧化皮及打磨成形的難易程度、加工余量、制造順序的合理設(shè)置以及吊鉤批量化生產(chǎn)時(shí)胎模的壽命等諸多因素,而最終胎模模腔內(nèi)尺寸要保證吊鉤坯料經(jīng)加熱、悶制、冷卻收縮后的尺寸應(yīng)滿足圖紙及制造公差要求。參照100噸雙鉤的模具圖紙,最終確定了國內(nèi)最大噸位的吊鉤胎模設(shè)計(jì)圖樣,輪廓尺寸為2120mm×1760mm×500mm、材質(zhì)為ZG310-570、主體壁厚500mm。吊鉤胎模采用鑄造成形。
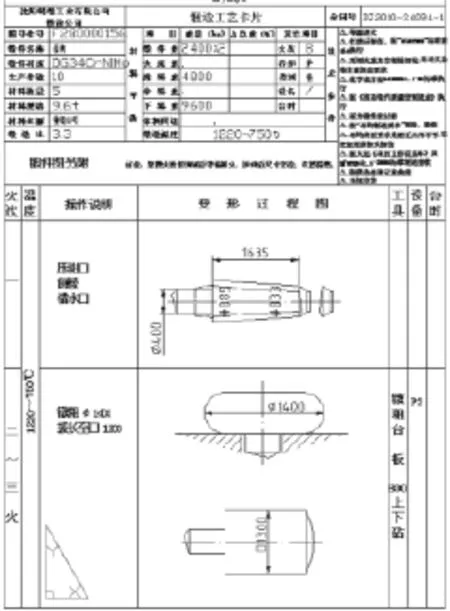
圖2 217t吊鉤鍛造工藝卡第一頁
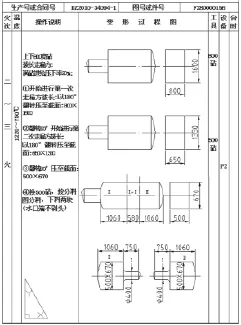
圖3 胎模鍛鍛造工藝卡第二頁

圖4 胎模鍛鍛造工藝卡第三頁
217噸雙鉤鍛造工藝
217t吊鉤鉤頭部分投影面積大,厚度尺寸大,其坯料成形過程內(nèi)部質(zhì)量達(dá)標(biāo)較為困難。用常規(guī)的鍛造成形方法鍛造,雖然鍛造比、坯料截面變換等鍛造工藝參數(shù)符合鍛造通用技術(shù)標(biāo)準(zhǔn),但由于217t雙鉤鍛件尺寸形狀的特殊性,按傳統(tǒng)工藝方法由于受到水壓機(jī)鍛造特點(diǎn)及冶金輔具使用的束縛,很容易忽略了橫向料寬比對(duì)鍛件鍛造成形過程的影響。橫向料寬若控制不當(dāng),會(huì)影響吊鉤的內(nèi)部質(zhì)量,滿足不了超聲波探傷及機(jī)械性能要求。因此結(jié)合該雙鉤鍛件成形過程中坯料尺寸、變形參數(shù)的瞬時(shí)變化,采取工藝措施,通過對(duì)縱向砧寬比、橫向料寬比兩個(gè)主要變形參數(shù)進(jìn)行優(yōu)化控制,同時(shí)兼顧成形過程中鍛造比、溫度、壓下量等其他技術(shù)參數(shù)控制,制定出坯料鍛造工藝方案。
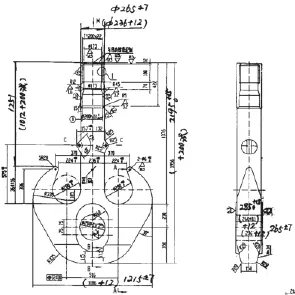
圖5 胎模鍛吊鉤交貨圖
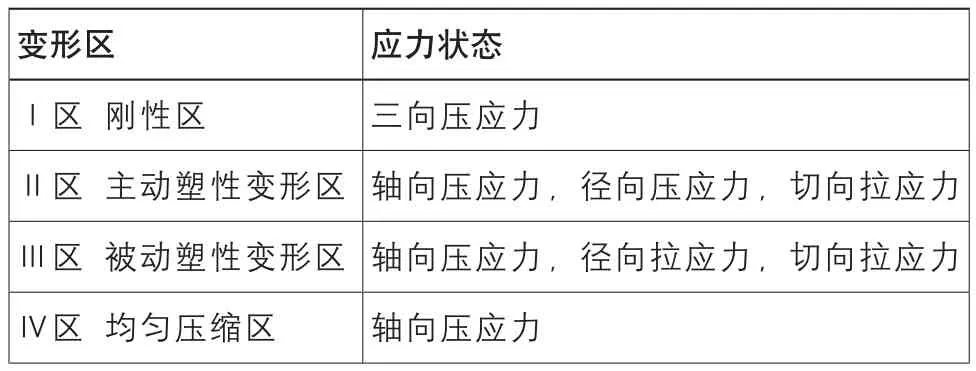
表1 各變形區(qū)應(yīng)力狀態(tài)
(1)鉤坯鍛造工藝方案分析。
217t吊鉤鉤坯為寬板類鍛件,成形過程為兩次鐓拔成形。鍛件的內(nèi)部質(zhì)量是由合理的工藝過程來保證的,坯料變形過程歸根結(jié)底是鐓粗過程。近年來提出的剛塑性力學(xué)模型的拉應(yīng)力理論認(rèn)為鐓粗體在鐓粗時(shí)由于受上下表面摩擦力的影響,在整個(gè)變形過程中各部分應(yīng)力、應(yīng)變是不均勻的,應(yīng)力的大小、方向也是不斷變化的,有利于塑性變形的應(yīng)力狀態(tài)隨著變形過程的進(jìn)行變得不利。
為此我們借助剛塑性拉應(yīng)力力學(xué)模型,對(duì)坯料鐓粗后的拔長過程分析如下:
根據(jù)剛塑性拉應(yīng)力力學(xué)模型及靜水應(yīng)力切應(yīng)力力學(xué)模型(詳見圖6)可看出,變形體在平板間鐓粗,拉應(yīng)力引起的萌生與擴(kuò)展的裂紋都存在于被動(dòng)塑性變形Ⅲ區(qū)內(nèi)。當(dāng)尺寸0.5<A/H<1時(shí),在鐓粗體的被動(dòng)變形區(qū)(Ⅲ區(qū))中心存在二向拉應(yīng)力σx(軸向)和σy(橫向)。隨著鐓粗體由圖6a)變形到圖6c)狀態(tài),此時(shí)A/H=1,進(jìn)入到靜水應(yīng)力區(qū),有利于塑性變形。當(dāng)鐓粗過程中達(dá)到圖6d)所示狀態(tài)A/H>1時(shí),坯料內(nèi)部的死區(qū)(剛性區(qū)Ⅰ區(qū))相遇,由于上下剛性Ⅰ區(qū)相交的公共區(qū)域內(nèi)產(chǎn)生附加橫向拉應(yīng)力,從而引起剪切變形,導(dǎo)致大鍛件內(nèi)裂層缺陷形成機(jī)理。隨著A/H數(shù)值的不斷增大,在靜水應(yīng)力區(qū)內(nèi)引起剪切變形強(qiáng)度急劇增強(qiáng)。此剪切應(yīng)力超過材料的抗剪強(qiáng)度,就會(huì)在剪切變形劇烈處引起呈層狀出現(xiàn)、平行于接觸面的剪切裂紋,鍛件中就會(huì)出現(xiàn)內(nèi)部夾層裂紋性缺陷,產(chǎn)生剛性滑動(dòng)撕裂效應(yīng)(RST效應(yīng))。
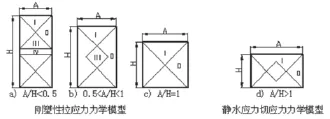
圖6 剛塑性拉應(yīng)力力學(xué)模型及靜水應(yīng)力切應(yīng)力力學(xué)模型
由此可看出,鋼錠的鍛透程度、內(nèi)部裂紋的萌生和鍛件成形質(zhì)量,均與變形坯料的尺寸變化直接有關(guān)。反映在拔長工序中體現(xiàn)在對(duì)相對(duì)送進(jìn)量(砧寬比)、料寬比和壓下量等方面進(jìn)行有效地控制。
217噸吊鉤鉤坯成形出成品過程中,寬高比逐漸增大,若不采取工藝措施,不可避免造成由于上下剛性區(qū)相交的公共區(qū)域內(nèi)產(chǎn)生附加橫向拉應(yīng)力,在伴隨終鍛溫度降低的情況下,很容易造成吊鉤的質(zhì)量出現(xiàn)問題。
《核電站用217噸起重雙鉤產(chǎn)品的開發(fā)研制(下)》見《鍛造與沖壓》2017年第7期
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03