鍛造自動(dòng)化對工藝和壓力機(jī)的技術(shù)要求(下)
2017-06-05 09:27:24徐祥龍中國鍛壓協(xié)會(huì)頭腦風(fēng)暴專家?guī)炖錅鼐懡M首席專家
鍛造與沖壓 2017年5期
文/徐祥龍·中國鍛壓協(xié)會(huì)頭腦風(fēng)暴專家?guī)炖錅鼐懡M首席專家
鍛造自動(dòng)化對工藝和壓力機(jī)的技術(shù)要求(下)
文/徐祥龍·中國鍛壓協(xié)會(huì)頭腦風(fēng)暴專家?guī)炖錅鼐懡M首席專家
《鍛造自動(dòng)化對工藝和壓力機(jī)的技術(shù)要求(中)》見《鍛造與沖壓》2017年第3期
③自動(dòng)化鍛造對滑塊頂出的要求。
壓力機(jī)滑塊頂出機(jī)構(gòu)又稱為打料機(jī)構(gòu),其功能是將粘在上模的鍛件脫離模具。因此,滑塊打料大都利用頂出橫梁退料,這種打料模式稱為回程打料或上死點(diǎn)頂出。
但是在自動(dòng)化鍛造壓力機(jī)上,為保證自動(dòng)化持續(xù)進(jìn)行,坯料必須在每個(gè)成形工序中可靠地留在下模內(nèi)(指立式鍛造壓力機(jī)),并在工作臺(tái)頂出裝置驅(qū)動(dòng)下被平穩(wěn)頂出下模,保持并直到被步進(jìn)梁夾鉗或機(jī)器人的機(jī)械手夾持傳送到下一工位。
所以,滑塊的上死點(diǎn)頂出對多工位自動(dòng)化鍛造基本上沒有用途。
④滑塊的下死點(diǎn)頂出。
在多工位自動(dòng)壓力機(jī)上廣泛使用的是滑塊下死點(diǎn)頂出裝置。它的作用是在滑塊剛開始回程時(shí)就將坯料推離上模,并在滑塊回程的一段行程(下死點(diǎn)前80~120mm)中將坯料“按住”在下模內(nèi)。這樣一來,原來在自動(dòng)化生產(chǎn)中令人傷透腦筋的“跳料”問題被得到可靠的遏制。
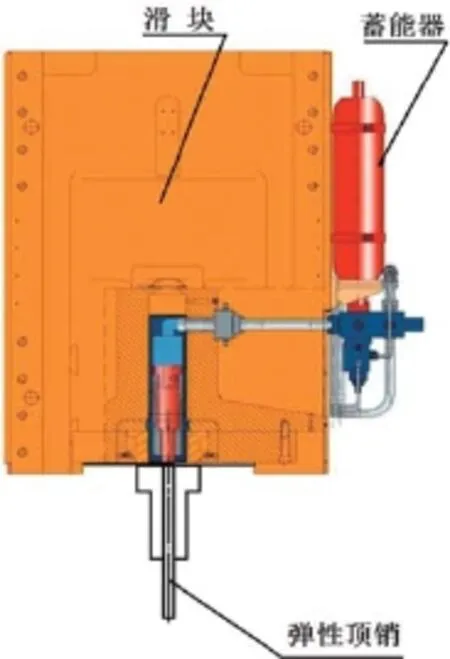
圖14 典型的滑塊下死點(diǎn)頂出裝置圖
如圖14所示為典型的滑塊下死點(diǎn)頂出機(jī)構(gòu),這是一種液壓彈性頂出裝置,頂出力不大,20MN的5工位溫鍛壓力機(jī),滑塊上每個(gè)工位的頂出力只有100kN,但頂出行程達(dá)到100mm,足以將可能發(fā)生“跳料”的坯料及時(shí)“按緊”在凹模腔里。
在滑塊回程離開下死點(diǎn)100mm左右時(shí),工作臺(tái)頂出裝置有可能已經(jīng)開始驅(qū)動(dòng),這時(shí)候如果滑塊回程不及,有可能會(huì)發(fā)生剛性撞擊。所以,滑塊下死點(diǎn)頂出結(jié)構(gòu)大都是具有緩沖的彈性頂出裝置。圖14介紹的是帶有蓄能器的液壓頂出裝置,圖15所示為用氮?dú)鈴椈沙洚?dāng)滑塊頂出元件圖示。
除彈性頂出裝置外,機(jī)械式鍛造壓力機(jī)也有用剛性頂出機(jī)構(gòu)實(shí)現(xiàn)滑塊的下死點(diǎn)頂出的。滑塊剛性下死點(diǎn)頂出機(jī)構(gòu)復(fù)雜,在滑塊里布置困難。但使用耐久可靠,不易發(fā)生故障。
⑤多工位液壓冷鍛壓力機(jī)的滑塊下死點(diǎn)頂出。
多工位長行程液壓機(jī)十分適合于軸類鍛件的冷鍛成形生產(chǎn)。圖16所示為上下基本對稱的長軸冷鍛成形,兩端基本對稱。在冷鍛成形生產(chǎn)時(shí),上、下模與鍛件間的摩擦力差不多。滑塊回程時(shí),鍛件有時(shí)留在下模,有時(shí)粘在上模。為從上模卸下鍛件,必須使用設(shè)有滑塊頂出裝置的液壓機(jī)。
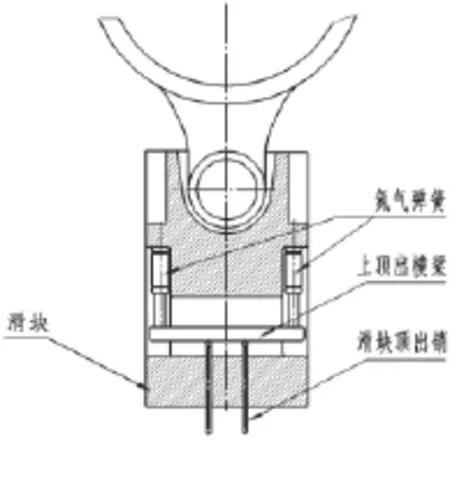
圖15 用氮?dú)鈴椈沙洚?dāng)滑塊頂出元件圖示
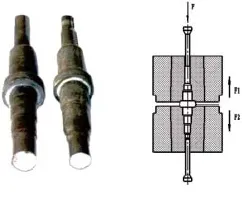
圖16 上下基本對稱的長軸冷鍛成形
但通用液壓機(jī)大多沒有滑塊頂出機(jī)構(gòu)。有的冷鍛液壓機(jī)在滑塊的活塞桿里內(nèi)置了頂出油缸,但受活塞尺寸限制,頂出油缸直徑不能太大,因此滑塊頂出力較小,有時(shí)不足以將留在上模的工件頂出來。
假設(shè)我們對液壓控制系統(tǒng)進(jìn)行改造,使滑塊頂出油缸與回程油缸同時(shí)接通,鍛件在滑塊回程力作用下,上下模同時(shí)對工件施加拉力。由于工件基本對稱,因此上下模對工件摩擦力基本相同,這時(shí),滑塊頂出活塞只要施加不大的頂出力,就足以將對稱軸留在下模。
滑塊頂出油缸雖然可以與回程油缸同時(shí)工作,但液壓機(jī)回程時(shí)載荷很輕,液壓系統(tǒng)壓力不足以升高到滑塊頂出油缸正常工作的壓力。因此,普通液壓機(jī)在回程時(shí)不一定能確保將工件“按住”在下模,也很難利用滑塊頂出機(jī)構(gòu)來遏制“跳料”。
重慶江東機(jī)械公司為了滿足我公司提出的下死點(diǎn)頂出要求,在16MN—4工位液壓冷鍛壓力機(jī)上新設(shè)計(jì)了電氣—液壓控制回路,在滑塊回程時(shí),液壓系統(tǒng)分隔出2臺(tái)油泵組成一個(gè)相對獨(dú)立的分系統(tǒng),專門用于對滑塊頂出油缸供油。通過系統(tǒng)隔離,主系統(tǒng)和滑塊頂出系統(tǒng)的油壓互不影響,有效實(shí)現(xiàn)了滑塊下死點(diǎn)頂出功能,使對稱軸的多工位冷鍛成形能夠可靠實(shí)現(xiàn)自動(dòng)化生產(chǎn)。
國外的多工位冷鍛液壓機(jī),液壓系統(tǒng)一般為2~4臺(tái)大功率油泵,因此不大可能在回程時(shí)分出一個(gè)滑塊頂出系統(tǒng)來。在這種場合下,采用蓄器隔離供油的方法,實(shí)現(xiàn)滑塊下死點(diǎn)頂出功能。因此,可以用機(jī)器人或步進(jìn)梁實(shí)施自動(dòng)化生產(chǎn),而無需擔(dān)心工件粘留上模而使自動(dòng)化生產(chǎn)失敗。
鍛壓自動(dòng)化對成形模具的技術(shù)要求
有了鍛造壓力機(jī)的滑塊下死點(diǎn)頂出機(jī)構(gòu),還需要對鍛造模具作出專門設(shè)計(jì),使之具有下死點(diǎn)頂出功能,即在鍛造壓力機(jī)偏心軸轉(zhuǎn)離下死點(diǎn)時(shí),將坯料或鍛件推離上模腔,并在滑塊從下死點(diǎn)上升的有限距離(例如:100mm)內(nèi),將坯料或鍛件“按”在下模腔內(nèi),保持穩(wěn)定,使步進(jìn)梁或機(jī)器人的夾鉗能有充分的機(jī)會(huì)完成正確的夾持和送進(jìn)。
(1)從臥式冷鐓機(jī)移植過來的彈性頂銷技術(shù)。
臥式冷鐓機(jī)是一種高度自動(dòng)化的鍛造設(shè)備,臥式冷鐓機(jī)的模具和坯料是橫置的,在臥式鍛造機(jī)設(shè)計(jì)中,坯料在送料夾鉗松開前,是由沖頭和凹模中的彈性頂銷來前后夾緊的,這種夾緊一直維持到下一工序的送料夾鉗將坯料夾住為止。
圖17所示為立式自動(dòng)化鍛造壓力機(jī)上的鐓粗模組。這個(gè)模組移植了臥式冷鐓機(jī)的沖頭內(nèi)置彈性頂銷的坯料控制技術(shù)。由于立式機(jī)組上的坯料或鍛件有重力的約束,彈性頂銷對坯料的彈壓過程并不需要全行程控制,而是只要保證將坯料留在下模,并有效遏制“跳料”現(xiàn)象即可。
(2)應(yīng)用卸料器的滑塊下死點(diǎn)頂出裝置。
圖18所示為等速萬向節(jié)殼體溫鍛的反擠壓工序,應(yīng)用卸料器來實(shí)現(xiàn)滑塊下死點(diǎn)頂出的案例。
在等速萬向節(jié)溫鍛反擠壓成形時(shí),由于凹模與坯料的接觸面積大于沖頭的接觸面積,一般情況下坯料會(huì)留在下模內(nèi)。但由于潤滑和其他原因,坯料不時(shí)會(huì)粘連在沖頭上被帶離凹模,這將使自動(dòng)化鍛造節(jié)拍中止,有時(shí)還會(huì)引起意外事故。
在反擠壓沖頭上套上一個(gè)卸料環(huán)能可靠地將坯料推離沖頭,并在一定時(shí)間內(nèi)將坯料“按住”在凹模中。這個(gè)卸料器同時(shí)還兼有沖頭的噴霧冷卻、潤滑作用。
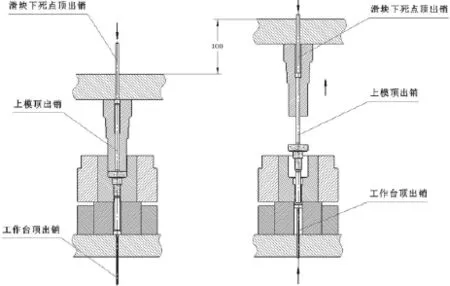
圖17 立式自動(dòng)化鍛造壓力機(jī)上的鐓粗模組
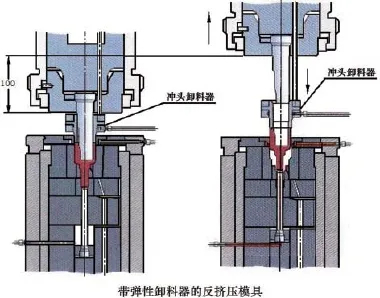
圖18 等速萬向節(jié)殼體溫鍛的反擠壓工序
結(jié)論
(1)自動(dòng)化鍛造生產(chǎn)不是步進(jìn)梁裝到多工位壓力機(jī)上立刻就可以正常實(shí)現(xiàn)自動(dòng)化生產(chǎn);
(2)自動(dòng)化鍛造的持續(xù)順利進(jìn)行,與鍛造工藝的適應(yīng)性改進(jìn)分不開;
(3)自動(dòng)化鍛造的正常化,與鍛造壓力機(jī)的退料頂出系統(tǒng)關(guān)系極大。