連桿斷裂流線分析及對策
2017-06-05 09:27:24金永福東風鍛造有限公司
鍛造與沖壓 2017年5期
文/金永福·東風鍛造有限公司
連桿斷裂流線分析及對策
文/金永福·東風鍛造有限公司

金永福,鍛造工藝主任工程師,主要從事鍛造工藝的開發及工裝的設計。主持開發的連桿復合切邊工藝項目獲得了鍛造公司科技項目二等獎,主持開發的曲軸鍛造工藝優化設計及研究應用項目獲得東風汽車公司科學技術進步獎三等獎。擁有專利7項。
連桿是汽車與船舶等發動機中的重要零件,它連接著活塞和曲軸,其作用是將活塞的往復運動轉變為曲軸的旋轉運動,并把作用在活塞上的力傳給曲軸以輸出功率。連桿在工作中,除承受燃燒室燃氣產生的壓力外,還要承受縱向和橫向的慣性力。因此,連桿既受交變的拉壓應力、又受彎曲應力,在一個復雜的應力狀態下工作。
連桿斷裂分析
新改型的福田康明斯的2.8L連桿,在美國做臺架試驗時,從小頭孔處斷了(圖1)。美國CTC對失效連桿做了流線分析,認為連桿流線不好是造成連桿斷裂失效的原因。“流線不好”是造成連桿斷裂失效的原因,那什么是“流線不好”呢?
流線定義
鍛造流線也稱流紋,在鍛造時,金屬的脆性雜質被打碎,順著金屬變形沿主要伸長方向呈帶狀分布,這樣熱鍛后的金屬組織就具有一定的方向性。流線分布可根據鍛造工藝改進進行優化,良好的流線可以使鍛件機械性能更好。相反,如果流線有重大缺陷,如亂流、穿流、金屬流線亂等現象出現,會影響鍛件的力學性能。

圖1 小頭加工孔徑后流線呈斷開狀
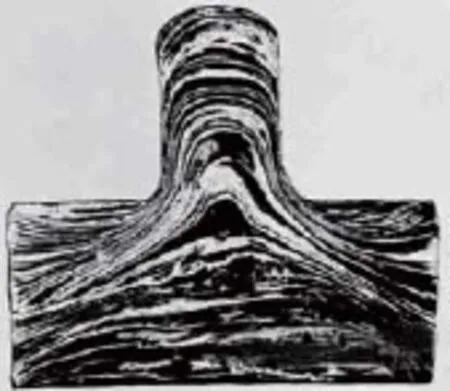
圖2 鍛造流線
流線標準
目前各個主機廠家,對連桿的鍛造流線的要求描述的都不十分清晰,一些廠家要求:連桿縱剖面的金屬宏觀組織,其纖維方向應沿著連桿中心并與外形相符,不得有紊亂及間斷,不得有突然的改變或回流,不允許有折疊、裂紋、分層、夾渣等缺陷。
從康明斯提供的連桿流線標準圖示(圖3)可知,流線纖維方向和連桿中心方向(受力方向)大致同向,與其外形形狀的法線方向夾角不能小于45°,且沒有明顯的斷開狀態。
新2.8L連桿鍛造工藝
新2.8L連桿客戶來圖是鍛件圖,小頭形狀如圖4,沒有孔,機加工時鉆孔。其鍛造工藝流程是:加熱——輥鍛——預鍛——終鍛——精鍛——切邊——沖大頭孔——精壓。用窮舉法,對鍛件流線有影響的因素有原材料、輥鍛、預鍛和鍛件工藝設計。
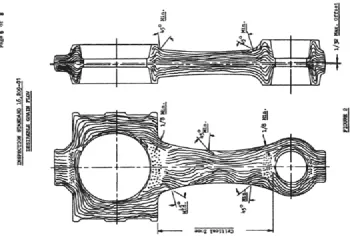
圖3 康明斯連桿流線標準圖示
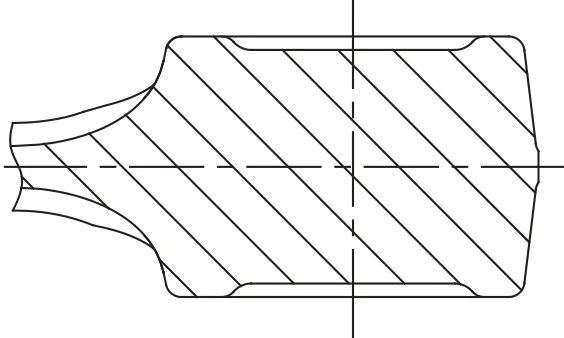
圖4 小頭豎向剖面圖
現有連桿流線分析
我們對未加工的鍛件沿分模面進行了解剖流線分析,見圖5。小頭與桿部過渡區,因有飛邊被切除,顯示有斷開的流線,角度大于45°,符合標準要求。但小頭中間部分為直條狀,設想,鉆孔后流線勢必為斷開。這樣,如圖1所示,小頭孔壁處的流線就不再連續。猶如從兩頭拽一把用皮筋捆綁的筷子,一端拽這部分,另一端拽另一部分,很容易拽開。
由此可見,現有工藝生產的連桿流線分布不好,不符合標準中“不得有紊亂及間斷,不得有突然的改變或回流” 的要求。那什么又是造成“流線不好”的原因呢?

圖5 小頭水平剖面圖流線
對策及實施驗證
前文中提到,對鍛件流線有影響的因素有原材料、輥鍛、預鍛和鍛件工藝設計。
原材料對流線的影響
連桿所用的原材料都是熱軋鋼圓棒料,其軋制方向沿中心線方向,即流線方向沿中心線方向(圖6)。原材料流線方向與輥鍛軋制方向一致,且沒有材料去除。原材料、輥坯、鍛件三者的中心線在成形時都是相同方向,故排除原材料對流線的影響。
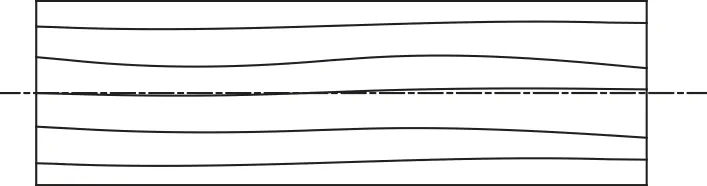
圖6 原材料流線
輥鍛對流線的影響
輥鍛的作用是,使棒料拔長,橫截面面積接近對應橫截面面積,即使連桿鍛造成形后飛邊較小且寬度一致,降低原材料投入。輥鍛的特點是,輥鍛方向與原材料流線方向一致(圖7),且沒有材料去除,輥鍛過程對流線不會產生斷流缺陷。
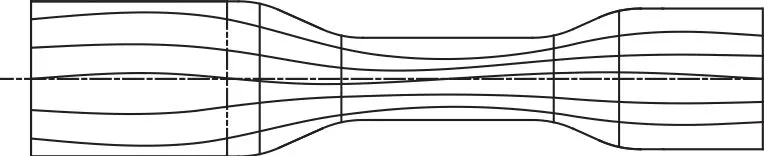
圖7 最終輥坯流線
但為了提升延伸率,當展寬指數Be1(絕對展寬量△b與絕對壓下量△h的比值,一般取0.3~0.7)過小的話,容易失穩,類似鐓粗的失穩,導致輥坯流線沿中心分布不均,如圖8所示。
輥鍛設計一般都是用CAD軟件,設計者只對部分參數根據現場經驗加以修訂。CAD軟件中,極限縮減率見圖9。
在連桿大頭與桿部橫截面相差較大時,縮減率就會很大。道次越少,每道次CAD就會取到極限縮減率。也就是說,縮減率越大,展寬指數就越小,輥鍛越不穩定。
綜上所述,改善流線均勻一致,增加輥鍛道次,降低每道次的縮減率,達到輥鍛穩定。

圖8 失穩輥坯橫截面示意圖
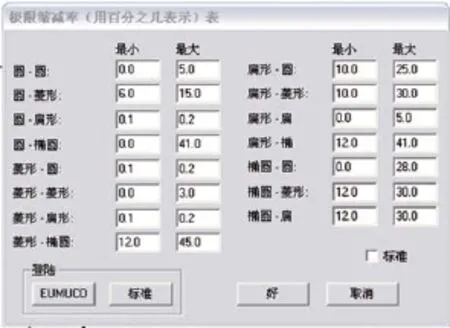
圖9 極限縮減率數據圖
預鍛擺放位置對流線的影響
連桿桿部及小頭形狀沿中心線左右對稱,鍛打時要求輥坯擺放在預鍛中心(我司是人工操作擺放),但因為畢竟是靠人的技能,無法完全擺放在正中心線上,造成流線(尤其桿部)偏移,如圖11左邊圖,桿部流線向外鼓起彎曲。
改善措施,預鍛模具上增加定位,控制左右和前后擺放位置,使輥坯盡可能的擺放在中心線上,且保證同批次的一致性。如圖11右邊圖,桿部流線相對平滑順直。
鍛件工藝設計對流線的影響
我們知道,連桿最終產品大、小頭是通孔。從前文的分析可知,小頭孔是否鍛出,對流線影響很大。但鍛造工藝的設計依據是鍛件圖,鍛件圖上有孔,工藝設計時就有鍛孔步驟,否則,反之。
該產品主機廠導入的圖紙是鍛件圖,小頭沒有孔,故我司開發時遵循客戶的鍛件圖,就沒有設計鍛孔步驟,最終鍛件流線如圖5。
改善小頭孔處流線形態的有效措施,更改鍛件圖,增加鍛孔。如圖12,小頭鍛孔后,小頭流線由直線型轉換成環繞型,流線環繞孔壁,與康明斯標準要求(圖5)相一致。
圖10 增加定位的預鍛模具

圖11 改善前后流線對比
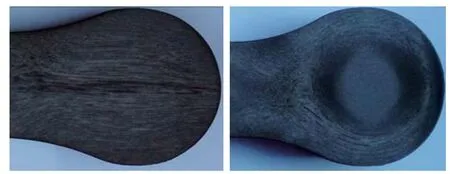
圖12 小頭處改善前后流線對比
通過綜上改善措施的實施,流線達到了客戶的要求,產品通過了臺架試驗。
結束語
事實上,要想達到理想流線形狀很困難,如何盡量逼近理想流線,一直是我們研究和努力的方向。通過本次2.8L連桿的改進,我們更深刻的認識到了流線對鍛件的重要性,同時,也體現了我們“為相關利益方創造價值”的意義——康明斯提供的是鍛件圖,但它的優勢是產品,我們是鍛造,以我們專業的角度,給客戶提供最佳解決方案,達到雙贏。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05