加工異型螺桿用數控銑床主軸傳動減震機構的創新設計
2017-06-10 19:58:49陳建國
科技創新與應用 2017年16期
關鍵詞:創新設計
摘 要:異型螺桿零件的螺矩與底徑肯有隨角度的變化的特點,在加工過程中主軸受力不均,導致主軸產生較強的震動與較大的圓跳動。文章立足于功能優化和功能組合的設計思路,提出了一種新穎而簡潔的主軸減震機構。試驗結果表明,該方案原理正確,可生產性強,是解決類似工程問題的一個良好辦法。
關鍵詞:異型螺桿加工;主軸減震;創新設計
1 方案設計背景
長桿異型螺桿是壓縮機、注塑機械、石油裝備等機械設備中的關鍵性基礎零部件。由于長桿異型螺桿一般較長且螺矩與底徑肯有隨角度的變化而變化(如變螺矩、變半徑、變螺矩變半徑、變齒高、單頭、多頭螺矩螺紋),在通用車床、銑床上都難以加工,一般選用臥式銑床。在數控銑削加工過程中:由于此類零件幾何形狀復雜,切削參數在切削過程中變化范圍大,進給速度一般偏低,以保護機床和刀具。同時異形螺桿工件長、直徑大、導程大,在銑削加工過程就要求銑床主軸低轉速、大扭距,而這類數控銑床主軸通常采用齒輪傳動的傳動方式,因此在加工過程中極易產生震動,噪聲,且切削狀態不穩定。本設計旨在解決此類數控銑床主軸工作時震動或圓跳動大的問題。
2 方案設計
2.1 技術方案
為了達到減小主軸震動或圓跳動的目的,本設計通過以下技術方案予以實現:
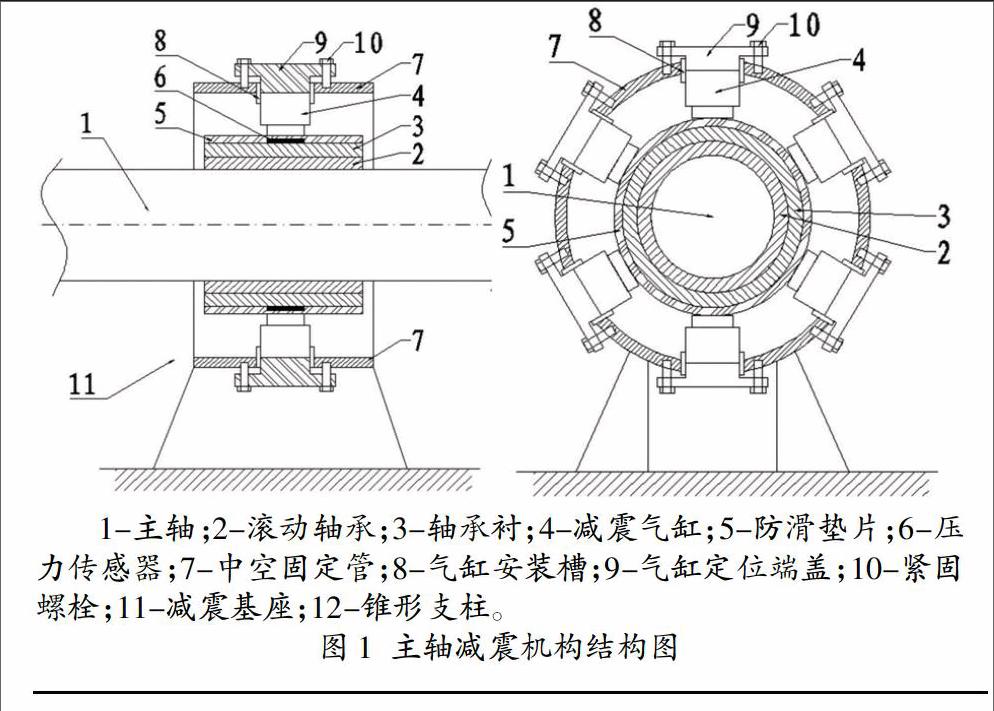
此類數控銑床主軸傳動的減震機構,包括主軸和減震基座,在主軸上設置滾動軸承,滾動軸承上設置軸承襯和減震氣缸,軸承襯與所述減震氣缸的連接處設置防滑墊片和壓力傳感器;減震氣缸沿所述主軸同一橫截面上徑向設置,減震氣缸的另一端固定在所述減震基座上;減震基座包括中空固定管,中空固定管與主軸的軸心線為同一直線;中空固定管內壁徑向設置氣缸安裝槽,減震氣缸安裝在氣缸安裝槽中;氣缸安裝槽為通槽,氣缸安裝槽的外部開口端設置氣缸定位端蓋,氣缸定位端蓋邊緣通過緊固螺栓固定在所述減震基座表面;減震基座表面設置顯示器;壓力傳感器連接微處理器,微處理器連接顯示器。
在其中的減震氣缸與氣缸安裝槽及氣缸定位端蓋一一對應設置,減震氣缸、氣缸安裝槽及氣缸定位端蓋的數量為6個,與主軸的軸心線為中心對稱設置。以保證其作用力均勻。
定位端蓋的軸截面為“T”型結構,定位端蓋的較小直徑端設置在氣缸安裝槽中、與減震氣缸外端端面壓合。中空固定管下方通過錐形支柱固定在地面上。
2.2 工作原理
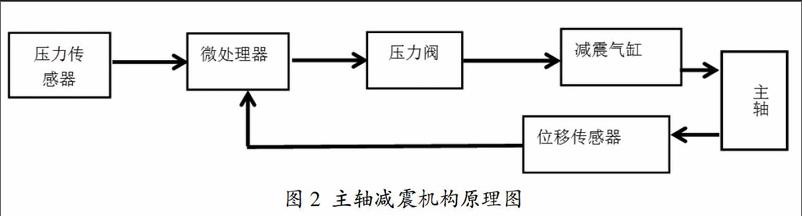
在主軸工作過程中通過壓力傳感器檢測主軸六個方位的徑向阻力大小,將其受力傳入微處理器,由微處理器根據此六個方拉的受力情況來調節六個減震氣缸的壓力,通過采用氣缸減震的方式控制主軸發生徑向震動或跳動以維持主軸加工時的穩定性。同時減震氣缸的作用力通過微處理器連接顯示器,進行直觀顯示。
3 方案總結
采用本實用新型提供的技術方案,與已知的公有技術相比,具有如下有益效果:
(1)減震效果好。通過使用減震氣缸緩沖吸收主軸加工時同一橫截面上徑向運動動能,其減震性能穩定,減震效果好。
(2)減震作用力的大小便于調節。每個減震氣缸與軸承襯的連接處均設置壓力傳感器,便于調節減震氣缸初始狀態下的減震作用力,以適應不同加工工藝,保障加工精度。
(3)減震氣缸固定安裝在牢固穩定的減震基座上的氣缸安裝槽中,安裝位置穩定、牢固,利于為主軸傳動減震。
(4)減震氣缸的減震作用力大小可視化,能夠通過減震基座表面的顯示器顯示出來,便于操作。
參考文獻
[1]申曉龍.加工長桿異型螺桿數控銑床的開發與應用[J].科技導報,2011,29(26).
[2]袁冬梅,羅輯,唐毅鋒.數控機床振動監測系統設計[J].機床與液壓,2007(04).
[3]關錫友,孫偉.數控主軸系統動力學特性分析方法研究[J].組合機床與自動化加工技術,2010(04).
[4]周泰.多缸變載情況下氣缸綜合測試平臺的設計[D].電子科技大學,2013.
[5]鄺靖雅.負載對氣缸緩沖性能影響的研究[D].大連海事大學,2012.
作者簡介:陳建國(1983-),男,漢族,四川南充人,四川大學碩士,講師,主要研究方向:機械制造及其自動化。
猜你喜歡
科學與財富(2016年18期)2016-12-22 19:24:24
科技視界(2016年26期)2016-12-17 17:27:10
美與時代·城市版(2016年10期)2016-12-12 04:22:18
教師·下(2016年10期)2016-12-03 10:01:26
中國新技術新產品(2016年22期)2016-11-29 06:10:54
中國市場(2016年41期)2016-11-28 05:55:32
戲劇之家(2016年21期)2016-11-23 18:30:54
考試周刊(2016年84期)2016-11-11 22:53:24
戲劇之家(2016年19期)2016-10-31 20:12:04
科技視界(2016年22期)2016-10-18 17:10:17