難加工材料刀具磨損的有限元仿真分析
2017-06-26 07:47:52楊豐,諶僑
裝備制造技術 2017年4期
楊 豐,諶 僑
(長沙航空職業(yè)技術學院,湖南長沙410124)
難加工材料刀具磨損的有限元仿真分析
楊 豐,諶 僑
(長沙航空職業(yè)技術學院,湖南長沙410124)
為了便于確定切削用量及刀具角度與刀具磨損之間的關系,實現在實際加工過程中,對刀具磨損量的自動補償,提高產品加工質量和生產效率,本次研究從切屑分離準則來判斷刀具材料的分離角度分析刀具磨損情況。假設工件是刀具,切削刀具為被切削材料,利用Johnson-Cook剪切失效模型來計算切削刀具材料的脫離量。采用三維分析軟件HYPERWORK對刀具切削不銹鋼304材料的過程進行仿真,得到不同切削條件及刀具角度下刀具的應力應變情況,根據HYPERWORK仿真軟件劃分網格,得到網格點的應變,從而計算得到的各節(jié)點隨時間變化而失效的關系,利用MATLAB對離散數據進行擬合得到連續(xù)曲線,為實現數控實際加工中刀具的自動補償提供數據插值依據。
難加工材料;刀具磨損;加工仿真
不銹鋼304材料由于其耐高溫,耐腐蝕性以及韌性高的特點,應用廣泛。同時由于不銹鋼材料這些特點,使其機械加工比一般金屬材料加工困難,在切屑中存在切削力大、易粘刀、斷屑困難、切削區(qū)局部溫度高、刀具易磨損等問題,使不銹鋼成為典型的難加工材料,對切削刀具的磨損比較嚴重。刀具的磨損勢必造成零件加工質量的降低,增加工件裝夾、測量及換刀、對刀等機床調整的輔助時間,從而增加了產品的生產成本。為了保證產品的加工精度、已完成的表面質量和產品的生產效率,在切削加工過程中實現刀具磨損隨時間自動補償,特別是對于大批量生產的零件具有重要意義[1]。
在已有的切削仿真分析中,一般采用熱力耦合模型對難加工材料進行有限元研究分析,對刀具材料進行仿真,得到刀具和材料進行加工仿真時的熱力分布圖,對結果的研究都是在理論上對刀具的使用壽命進行研究,而沒有解決實際生產過程中切削加工的問題。目前國內的數據研究還沒有建立刀具磨損量數據庫,當三要素變化時,磨損量隨使用時間的增加而變化,在加工生產過程中,全憑操作者經驗或不停的去檢測工件尺寸,從而決定是否更換刀具。這樣既嚴重浪費刀具材料,又增加了機床調整時間,間接增加了產品的生產成品,降低效率。本次研究“難加工材料刀具磨損”以不銹鋼304為難加工工件材料,為刀具磨損數據庫的建立提供一種研究路徑。
1 刀具磨損及材料特性
1.1 刀具磨損特性[2]
在復雜的外界條件和加工方式下,刀具與材料接觸面處于極端嚴苛的條件下,具有高溫、高壓、高速熱沖擊等,極端的條件使刀具磨損形式多樣,包括月牙洼磨損、后刀面磨損、熱裂紋、疲勞裂紋、脆性裂紋、塑性變形、刀片崩刃及積屑瘤等。當切削條件不同時,刀具與材料接觸面的條件也不同,刀具磨損形式也會有很大的區(qū)別。由于多種磨損機理共同作用,才使刀具磨損形式多樣,主要磨損機理有黏結磨損、磨粒磨損、氧化磨損和擴散磨損[2],如圖1所示。
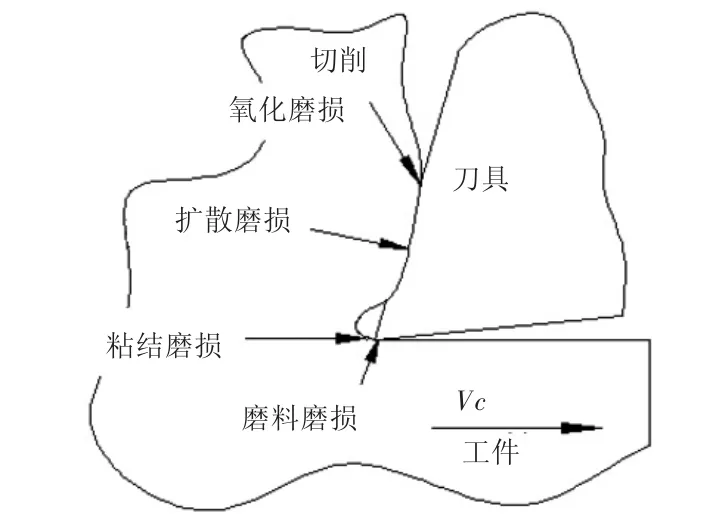
圖1 刀具磨損類型
切削過程中刀具與工件材料接觸面都是新表面接觸,其磨損類型主要為圖1所示,但刀具磨損是一個主要由初期磨損、正常磨損和急劇磨損組成的過程。一般當刀具進入急劇磨損階段時,刀具基本已經報廢,需要重新更換刀片才能繼續(xù)加工工件,所以本次研究主要是當刀具處于初期磨損和正常磨損階段時,求解刀具磨損量,為數控加工過程自動刀具補償提供數據依據。
1.2 材料特性
由于YG類硬質合金刀具是本課題組實際加工所選擇的刀具材料類型,所以進行難加工材料加工仿真分析時選用的刀具為YG8硬質合金刀,幾何參數為:前角γ0=20°,后角a0=6°,副后角=7°,排屑槽寬3.4 mm,刀尖圓弧半徑0.5 mm.
工件材料304不銹鋼是不銹鋼中常見的一種材質,選ASTM-A276型號的304棒材,其物理特性密度ρ=7.93 g/cm3,耐高溫800℃,熔點1 398~1 454℃,熱導率(100℃)=16.3W/mK、(500℃)=21.5 W/mK[3].力學性能如表1所示。

表1 304不銹鋼棒材力學性能
2 加工過程仿真分析
仿真分析的核心是仿真模型的建立,同時也是衡量一個仿真系統好壞的重要指標之一。所以對加工過程進行仿真分析時,合理的建立仿真模型,優(yōu)化仿真過程及參數,才能使仿真結果更接近實際,更具實用價值。
2.1 工件與刀具仿真建模
先在UG中對工件和刀具進行三維建模,再以STP格式保存轉入HYPERWORK中進行仿真分析。工件直徑取50 mm,長度100 mm;刀具為YG8硬質合金刀具,三維模型如圖2所示。
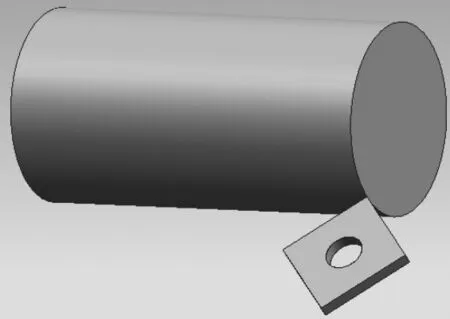
圖2 工件和刀具的三維模型
2.2 仿真加工的網格劃分
對加工過程進行仿真加工,建模是開始,對模型進行網格劃分才是關鍵。網格劃分及約束條件的合理性,是加工仿真系統準確性的重要因素。在對模型進行仿真加工時,由于材料的大變形量可能導致模型網格有扭曲甚至畸變的現象,如果不對扭曲或畸變網格進行處理,可能導致仿真計算結果的不準確或無法繼續(xù)。所以對于復雜的大變形量切削加工,一次劃分網格無法對其進行準確的仿真計算,需要適時的進行網格重劃,才能得到準確的仿真計算結果。
在金屬切削加工有限元仿真中,網格是否需要重新劃分,主要采用幾何判據。幾何判據是一種簡單而又方便的判據準則,常通過判斷工件與刀具之間的干涉和網格畸變情況,以此來決定仿真模型是否需要重劃網格[4]。
(1)干涉判據
實際生產加工所用刀具都有刀尖圓角,在仿真切削工件過程中,由于刀尖圓角的網格劃分處理不好,使得刀具表面和工件邊界接觸不完全,彼此間的相對運動導致刀具和工件邊界容易產生干涉現象。
(2)網格畸變判據
該判據是通過對網格單元的內角或邊長進行判斷,看是否發(fā)生變化。網格單元內角或邊長的判斷是由雅可比變換矩陣的行列式D來確定。
如圖3所示網格單元節(jié)點內任意一點整體坐標(x,y)與局部坐標(ξ,η)之間關系為
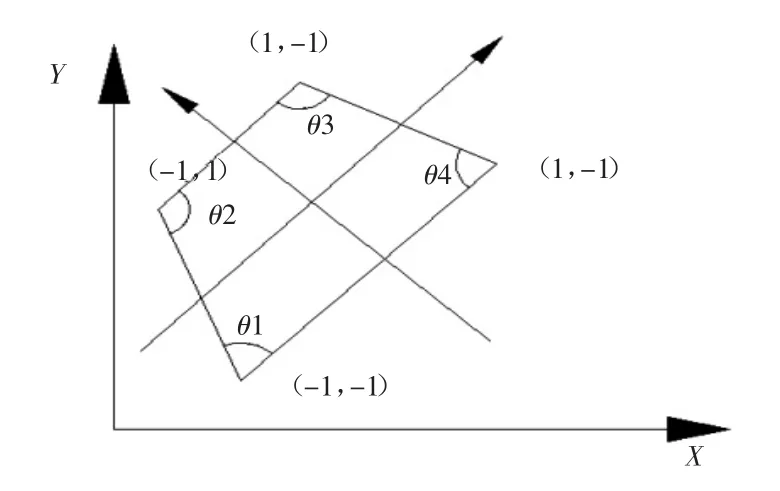
圖3 網格單元節(jié)點坐標
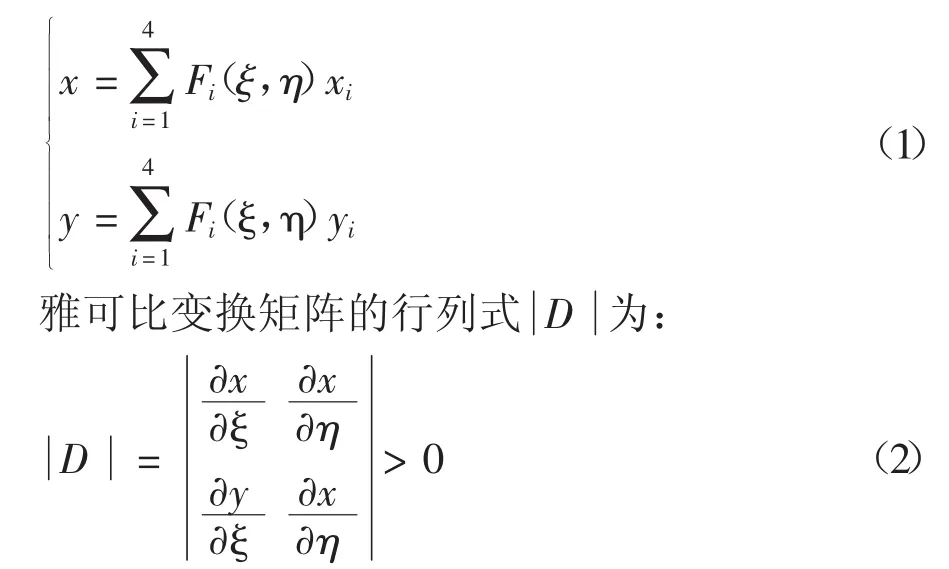
當且僅當D>0,才能確保整體坐標和局部坐標間的映像關系。如果D在四個節(jié)點處的值均大于零,則式(2)一定成立。
圖6中單元的四節(jié)點處D如式(3)~(5)所示

式中l(wèi)ij=lji,表示節(jié)點i和j之間定義的單元邊長;θi為i節(jié)點處的角度

若網格畸變嚴重,重新劃分時的判據常數用內角表示為
實際仿真過程中只有比較少的部分網格會發(fā)生畸變或干涉現象,所以可以嘗試先局部調整網格。如果調整無效或畸變單元過多時,才對網格進行重新劃分。網格局部調整的方法有[4]:1)改變單元位置;2)增加新節(jié)點;3)局部網格細分。
對圖2所建模型在HYPERWORK中進行網格劃分,對工件劃分網格40 000,對刀具劃分網格30 000,如圖4所示。
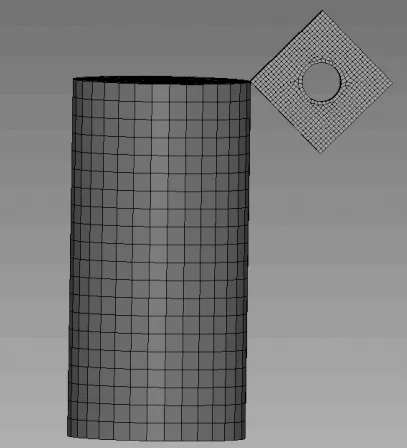
圖4 工件-刀具網格劃分圖
2.3 加工仿真
國內做熱力耦合模擬仿真的數據比較多,本次研究從切屑分離準則來判斷刀具材料的分離角度分析刀具磨損情況。因為工件和刀具接觸每個時刻都是新鮮面,則假設工件是刀具,切削刀具為被切削材料,利用Johnson-Cook剪切失效模型來計算切削刀具材料的脫離量[5]。
2.3.1 刀具接觸點劃分
對刀具-材料接觸點進行網格劃分和節(jié)點分析。對接觸點進行放大,得到節(jié)點的滑移方向趨勢,如圖5所示。
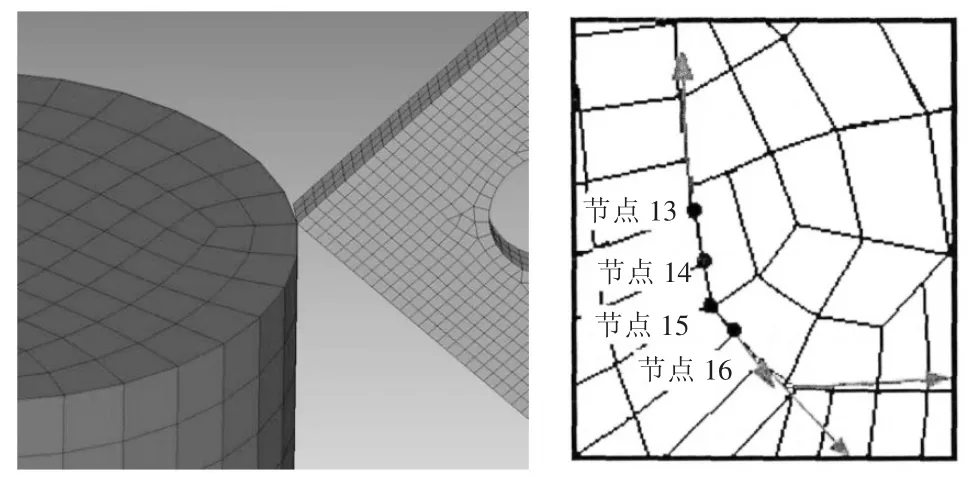
圖5 刀具-材料接觸點進行網格劃分和節(jié)點分析圖
2.3.2 應力應變云圖
設定切削速度V=80 m/min,切削深度ap=0.3 mm,進給率f=0.1 mm/r,溫度20℃,摩擦系數0.6,導熱系率45,不設定切削冷卻液,所以冷卻系數為0.通過金屬切削計算公式得到切削力F,設定仿真中的刀具約束面為刀具接觸面的反面。在HYPERWORK中進行仿真得到T時刻應力應變云圖如圖6所示。
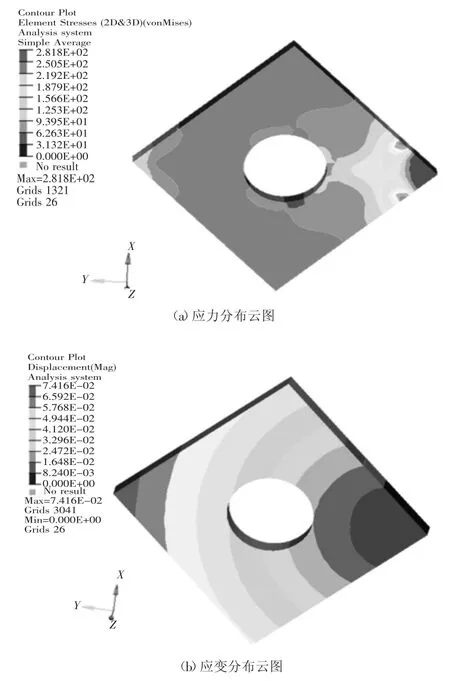
圖6 (V=80m/m in,ap=0.3mm,f=0.1mm/r)刀具的應力應變結果圖
設定切削速度V=100 m/min,切削深度ap=0.1 mm,進給率f=0.08 mm/r,溫度20℃,摩擦系數0.6,導熱系率45,不設定切削冷卻液,所以冷卻系數為0.通過計算得到切削力F,設定仿真中的刀具約束面為刀具接觸面的反面,得到T時刻應力應變云圖如圖7所示。
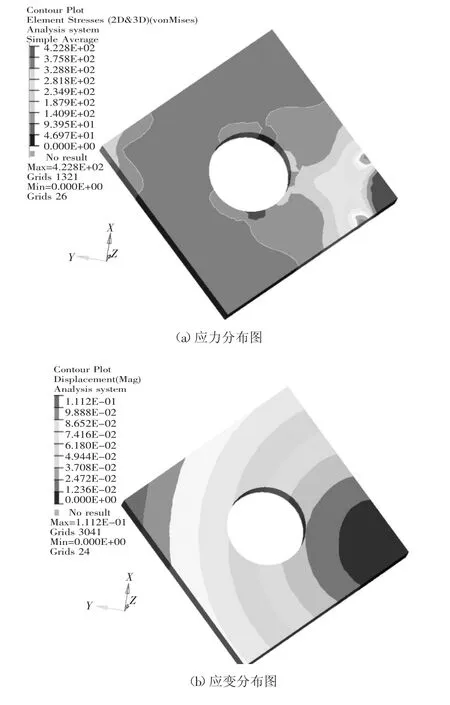
圖7 (V=100m/m in,ap=0.1mm,f=0.08mm/r)刀具的應力應變結果圖
2.3.3 節(jié)點分析
圖8為參考熱力耦合仿真研究時的第5個仿真周期內切削過程仿真分析結束時接觸區(qū)域內工件表面節(jié)點的相對滑移速度分布圖。從圖中可以看出,刀尖附近的工件節(jié)點具有負的相對滑移速度,這意味著這些節(jié)點將與切屑分離并最終形成已加工表面,而距刀尖0.1 mm遠以外的節(jié)點將最終形成切屑。隨著節(jié)點與刀尖距離的增大,節(jié)點的相對滑移速度先逐漸增大然后很快地減為零,相對滑移速度為零的節(jié)點為切屑與工件的分離節(jié)點。
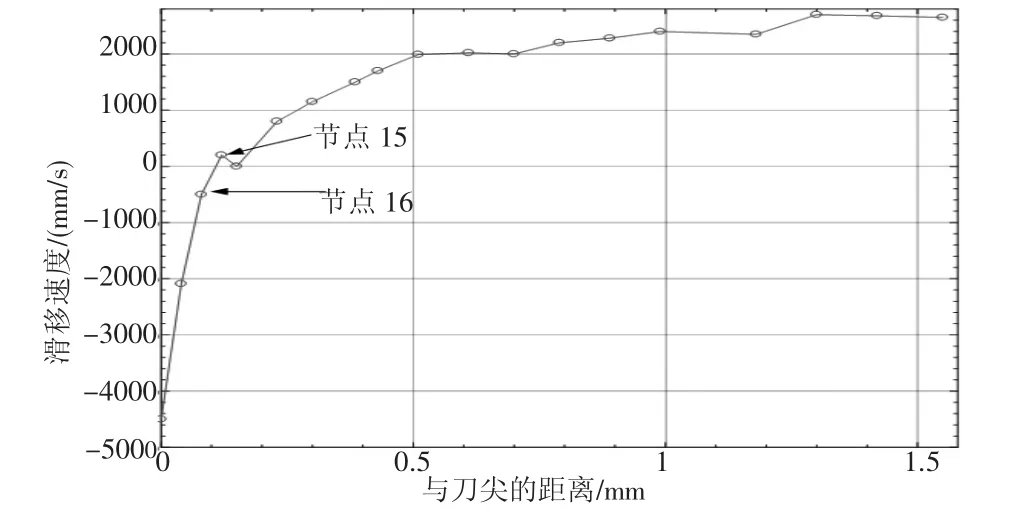
圖8 滑移速度
2.3.4 Johnson-Cook剪切模型[5]
Johnson-Cook剪切模型方程具體表述為:
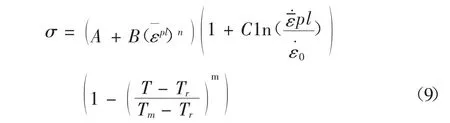
該方程考慮了應變硬化現象和熱軟化現象的應力應變關系,式中,σ是材料的流動應力,ε和ε觶分別是材料的應變和應變率,ε觶0是參考應變率(通常取為0.001 s-1),T是材料的動態(tài)溫度,Tm是材料的溶化溫度,Tr是室溫(通常取為25°);A、B、C、n和m是與材料有關的常數。如表2所示。

表2 Johnson-Cook特性參數
剪切失效準則是以單元積分點處的等效塑性應變位為基礎的,當等效頻性應變值達到了失效應變時,破壞參數將大于1,則材料發(fā)生失效。如果所有積分點的材料都發(fā)生失效,則單元失效,與網格模型分離。
根據仿真云圖所得數據,應用剪切模型和失效準則,利用MATLAB計算節(jié)點隨時間T變化的失效節(jié)點數,并將所得離散點擬合成曲線。如圖9所示為刀具磨損量隨時間變化的分析圖。
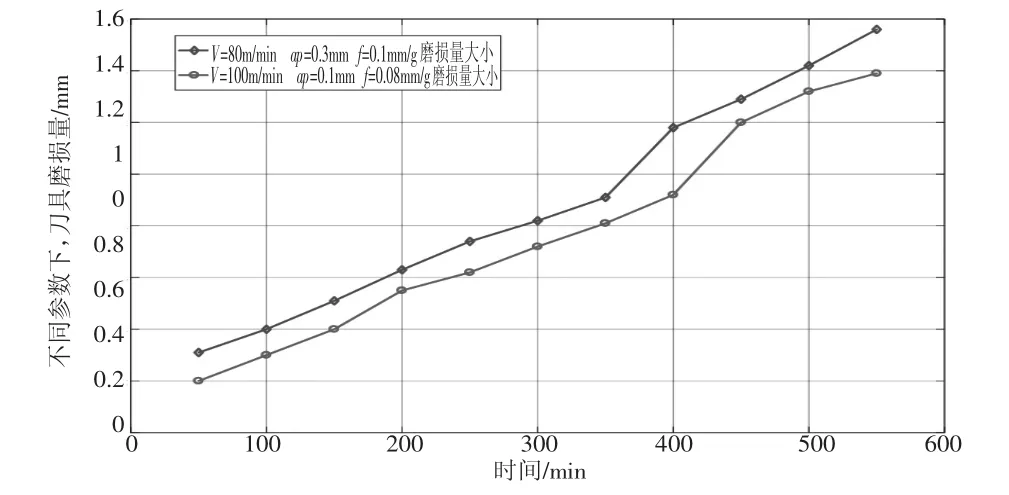
圖9 兩種參數下,刀具磨損量隨時間的變化
3 結束語
本次研究從切屑分離準則來判斷刀具材料的分離角度分析刀具磨損情況。采用三維分析軟件HYPERWORK對刀具切削不銹鋼304材料的過程進行仿真,得到不同切削條件及刀具角度下刀具的應力應變情況,根據HYPERWORK仿真軟件劃分網格,得到網格點的應變,從而計算得到的各節(jié)點隨時間變化而失效的關系,利用MATLAB對離散數據進行擬合得到連續(xù)曲線,為實現數控實際加工中刀具的自動補償提供數據插值依據。這種方法可以應用于其他材料的切削過程中,建立常用材料加工時的刀具磨損模型和刀具壽命預測模型,或形成一個專家數據庫,方便后續(xù)研究和實際應用。
[1]韓榮第.難加工材料的性能特點決定高效加工的有效途徑[J].未來刀具,2010(11):41-45.
[2]楊廣勇.刀具磨損的原因、形態(tài)及減小刀具磨損的措施[J].水利電力機械,1992(6):52-57.
[3]鄭文虎.難切削材料加工技術[M].北京:國防工業(yè)出版社,2008.
[4]王殿龍,余貽鵬.金屬切削過程的有限元仿真研究[J].大連理工大學學報,2007(6):829-833.
[5]成群林,柯映林,董輝躍,等.高速硬加工中切屑成形的有限元模擬[J].浙江大學學報(工學版),2007,41(3):509-513.
Finite Element Simulation Analysis on the ToolWear of Difficult to CutMaterial
YANG Feng,CHEN Qiao
(Changsha Aeronautical Vocational and Technical College,Changsha Hunan 410124,China)
In order to determine the relationship between the cutting parameters and cutter angle and toolwear,the automatic compensation of tool wear in the actualmachining process is realized.To improve product quality and production efficiency,the cutting angle of cutting tool is analyzed from the chip separation criterion to analyze the tool wear in this paper.Assuming that the workpiece is a cutting tool and the cutting tool is the cutting material,the Johnson-Cook shear failure model is used to calculate the amount of cutting toolmaterial.Three dimensional FEM analysis software HYPERWORK was used to simulate the cutting process of 304 stainless steel and the stress and strain of cutting tool under different cutting conditions and tool angleswere obtained.According to the grid divided by HYPERWORK,the grid point strain is obtained.Thus,the relationship between the failure of each node with respect to time is calculated.MATLAB is used to fit the discrete data to obtain the continuous curve,which can provide the data interpolation basis for the automatic tool compensation in NCmachining.
hard materials;toolwear;machining simulation
TG711
A
1672-545X(2017)04-0052-04
2017-01-19
湖南省高等學校科學研究項目(編號:14C0010)
楊豐(1973-),男,湖南南縣人,碩士,副教授,研究方向:數控技術應用。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
中國中醫(yī)藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
