半軸調(diào)質工序常見問題及應對措施
2017-06-27 08:08:47李長波宗照東高汝風秦巖程立吉林圓方機械集團有限公司
鍛造與沖壓 2017年11期
文/李長波,宗照東,高汝風,秦巖,程立·吉林圓方機械集團有限公司
半軸調(diào)質工序常見問題及應對措施
文/李長波,宗照東,高汝風,秦巖,程立·吉林圓方機械集團有限公司

李長波:技術部主任工程師,專業(yè)方向為半軸/軸管鍛造及機加工。主要工作業(yè)績: ⑴軸管鍛造由三次成形工藝改為兩次成形工藝;⑵軸管鍛造后利用余熱再加熱調(diào)質處理。
半軸相關概念
半軸定義
半軸是在差速器與驅動輪之間傳遞動力的實心軸,其內(nèi)端與差速器半軸齒輪連接,而外端與驅動輪的輪轂(或制動鼓/制動盤等)相連。
半軸作用
從差速器傳遞來的扭矩經(jīng)過半軸、輪轂等,最終傳遞給車輪,是傳遞系統(tǒng)中傳遞扭矩的一個重要零件。
半軸分類
可分為半浮式、全浮式和3/4浮式三種。所謂“浮”是指卸除半軸的彎曲載荷,其中半浮式、全浮式兩種結構形式應用較為廣泛。
⑴全浮式半軸:用于差速器與驅動輪連接起來的非斷開式半軸,只承受轉矩,不承受任何反力和彎矩。全浮式半軸常用于牽引車。其結構圖如圖1所示。
⑵半浮式半軸:用于差速器與驅動輪連接起來的非斷開式軸,同時承受轉矩又承受反力及其形成的彎矩。半浮式半軸常用于微型車。其結構圖如圖2所示。
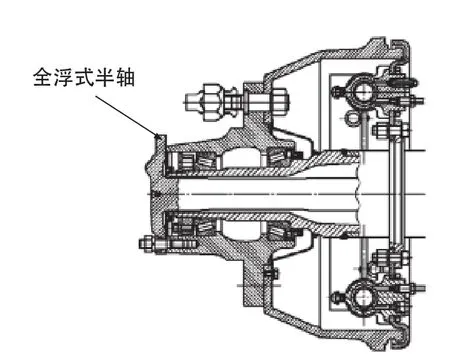
圖1 全浮式半軸結構圖

圖2 半浮式半軸結構圖
全浮式半軸
全浮式半軸結構形式
全浮式半軸的結構形式如圖3所示。主要由法蘭盤、油封、中桿、花鍵組成。
半軸原材料
在保證產(chǎn)品設計性能要求條件下,推薦采用的半軸材料應符合GB/T 699、GB/T 3077、GB/T 5216標準中要求的化學成分、機械性能等相關要求。推薦牌號為40Cr、40CrH、42CrMo、42CrMoH、40MnB、40MnBH、50CrV、50CrVA,也允許采用能滿足設計強度要求的其他材料。其中最常用的材料為42CrMo和40Cr。
半軸的熱處理工藝
半軸熱處理工藝,推薦采用預調(diào)質處理后表面中頻淬火.預調(diào)質處理后心部硬度推薦采用24~30HRC,推薦檢測點為半軸桿部位置,在滿足圖紙要求的實際中頻淬硬層加上3mm處檢測。在保證半軸性能指標要求條件下,也允許采用其他熱處理工藝,如正火處理后表面中頻淬火工藝。其中半軸調(diào)質處理后表面中頻淬火為常用工藝。半軸調(diào)質金相組織按GB/T 13320規(guī)定的檢驗部位及方法檢驗。半軸中頻淬火硬化層深度按GB/T 5617中規(guī)定檢測方法執(zhí)行,即硬化層深度以極限硬度界定。
半軸調(diào)質是指淬火+高溫回火,以獲得回火索氏體的熱處理工藝。方法就是先淬火,淬火溫度:亞共析碳鋼為Ac3+(30~50)℃;共析及過共析碳鋼為Ac1+(30~50)℃;一般合金鋼淬火加熱溫度為Ac1或Ac3+(30~50)℃。淬火后在500~680℃進行回火即可。調(diào)質的主要目的是得到強度、塑性都比較好的綜合機械性能。
此半軸調(diào)質所用設備:推盤式電阻爐。淬火爐功率為430kW,回火爐功率為360kW。淬火參數(shù):淬火溫度850℃,節(jié)拍13分鐘/盤,8根/盤;冷卻介質:水,水溫50℃,入水方式:豎直入水。

圖3 全浮式半軸結構形式
調(diào)質過程中的質量問題
從半軸調(diào)質目的可以看出,調(diào)質在半軸工藝中非常重要,為特殊工序。但這么重要的工序,也存在各種質量問題。
例如:⑴調(diào)質裂紋:⑵半軸組織不合格:⑶半軸硬度不合格(包括半軸圓周硬度不均勻)。
以直徑φ54mm、材質42CrMoH半軸調(diào)質對應上述三種調(diào)質不合格狀態(tài)分析原因。此型號半軸要求硬度為285~321HB,金相組織為索式體1~4級,檢測位置為距半軸表面10mm處,檢測位置在半軸中桿中部位置。組織及硬度檢驗按GB/T 13320-2007《鋼質模鍛件 金相組織評級圖及評定方法》。
調(diào)質不合格項裂紋
半軸調(diào)質有多種,常見裂紋有:
⑴盤R部裂紋;
⑵中桿裂紋;
⑶花鍵端頭裂紋。
花鍵端頭裂紋見圖4(以下以此裂紋為分析對象,裂紋發(fā)現(xiàn)工序為倒角工序)。

圖4 花鍵端頭裂紋
對花鍵端頭的材質進行檢驗。材質成分檢驗符合42CrMoH要求,參數(shù)指標如表1所示。調(diào)質熱處理檢驗如表2所示。
裂紋產(chǎn)生部位為半軸花鍵端部,裂紋為環(huán)形裂紋,長度約占周長1/3,裂紋深約3.0 mm,對裂紋金相檢驗可見該裂紋兩側無明顯的氧化脫碳且裂紋尾端尖細,判定為熱處理裂紋。即調(diào)質序淬火時形成的裂紋。裂紋放大100×如圖5所示。
針對此裂紋分析原因可以采取如下措施。
措施1:現(xiàn)有淬火溫度為850℃,可通過降低淬火溫度降低產(chǎn)生裂紋的傾向。通過實驗表明,淬火加熱溫度不低于830℃時,能滿足半軸組織及硬度要求。當淬火加熱溫度低于830℃時,經(jīng)調(diào)質后得到索氏體組織達不到國標中規(guī)定的1~4級(Ac3~800℃定義:先共析鐵素體完全轉變奧氏體的終了溫度),所以淬火加熱溫度設定在830℃。
措施2:提高冷卻介質的溫度(我公司淬火介質為水)。水的冷卻曲線圖如圖6所示。
從合金鋼在水中的冷卻曲線可以看出,提高水溫,可降低鋼在水中的冷卻速度,根據(jù)我廠為循環(huán)水的實際情況,選取水溫58~62℃,可降低半軸淬火后的硬度,避免出現(xiàn)裂紋。
措施3:調(diào)質淬火時加入淬火介質,例如:PAG介質。可根據(jù)工廠的時間情況,綜合考慮成本等情況決定是否選用介質冷卻。

表1 材質成分檢驗指標

表2 調(diào)質熱處理檢驗

圖5 裂紋放大100×圖示

圖6 水的冷卻曲線
調(diào)質不合格項金相組織不合格
圖7為某型號半軸金相的回火索氏體5級圖示(檢測位置距半軸表面10mm處,工藝中規(guī)定回火索氏體1~4級)。
針對圖7批次半軸調(diào)質組織不合格情況,采取下列措施。
⑴此批次半軸重新調(diào)質。
⑵適當提高淬火溫度和降低水溫,此項與出現(xiàn)裂紋的措施1與措施2相矛盾,所以需在不出現(xiàn)裂紋的情況下采取此措施。
⑶化驗半軸原材料中各元素含量,看在什么范圍,常用提高淬透性的元素有Mo、Mn、Cr、Ni、B等。在各元素化學成分合格范圍內(nèi),使各元素含量在上限,能顯著提高半軸的淬透性。
⑷測試淬火爐溫保溫性能,尤其是出爐的最后一區(qū),防止有爐門關閉不嚴,實際加熱溫度達不到設定溫度的情況。
⑸選用速度快的電動葫蘆,縮短從淬火爐門升起到入水的時間,減少半軸溫度流失。
⑹半軸調(diào)質淬火入水由手動改為自動,杜絕人為因素。可采用PC機控制電動葫蘆動作,以實現(xiàn)自動控制。
調(diào)質不合格項硬度不合格
調(diào)質回火后硬度高于工藝要求硬度時,只需重新回火即可。
圖7 回火索氏體5級圖示
結束語
綜上所述,半軸調(diào)質不合格時,采取何種措施,需要理論與實際經(jīng)驗相結合才能給出最合理的方案。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
