鍛鋼曲軸毛坯動平衡解決方案(下)
2017-06-27 08:08:47岳鎮王洪興蔡宏偉一汽鍛造吉林有限公司
鍛造與沖壓 2017年11期
文/岳鎮,王洪興,蔡宏偉·一汽鍛造(吉林)有限公司
鍛鋼曲軸毛坯動平衡解決方案(下)
文/岳鎮,王洪興,蔡宏偉·一汽鍛造(吉林)有限公司
《鍛鋼曲軸毛坯動平衡解決方案(上)》見《鍛造與沖壓》2017年第9期
一汽鍛造由于規劃和場地的限制,無法增加熱校正工序,只能從工藝優化著手解決。
⑴改善切邊變形的根本措施是減小切邊力。
切邊溫度由坯料加熱工藝及主機節拍決定,不可更改。因此減小切邊力只能從兩方面入手:減薄飛邊厚度和減小切邊周長。
①飛邊差異化設計。
出于降低打擊力,保護主機等目的,1.8T飛邊厚度設計為6mm。對平衡塊、W8凸臺等部位進行局部飛邊減薄設計,如圖12所示。飛邊厚度由6mm改為4mm,既有效地降低了切邊力(表2),又有利于平衡塊充滿,同時也不會造成終鍛打擊力明顯上升,可謂一舉三得。

圖12 終鍛飛邊局部減薄示意圖

表2 切邊力經驗公式(切邊力F=1.4σCh)
②V型刃口設計。
將凹模刃口改為V型刃口(圖13)能夠將瞬間完成的切邊過程分解為一定時間內分散持續進行(等效于減小切邊周長),從而實現減小切邊力的目的(表2)。
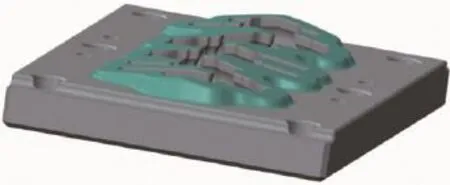
圖13 V型刃口
同V型刃口原理類似的波浪形刃口應用也更為廣泛(圖14)。

圖14 波浪形刃口
③設計補償。
1.8TW8小凸臺(圖15)等部位僅靠以上措施無法有效補償變形,這時就要考慮在終鍛件上進行設計補償。設計補償可能會增加曲軸毛坯的初始不平衡量,需謹慎使用。
⑵出模變形。
EA888曲軸平衡塊拔模角1°~1.5°,扇葉高度>135mm,出模困難。在12~15s節拍下連續生產,對頂出和模具潤滑要求非常高。

圖15 1.8T小凸臺切邊變形
頂桿布排時要考慮,確保在有效頂出范圍內布排并確保達到最佳頂出效果。
以1.8T曲軸為例(圖16),頂桿孔位置要靠近主軸頸及平衡塊型腔,排列要均衡、對稱,確保鍛件頂出平穩,防止飛邊頂穿或變形。

圖16 1.8T鍛模頂桿布排
①優化頂桿布排。
將1.8T曲軸鍛模頂桿孔位置向主軸頸中心線位置移動10mm,并在軸向方向上進行微調,以確保最大限度的優化頂出效果。
②壓扁差異化設計。
為減小預鍛工位變形量,降低預鍛、終鍛工位打擊力,一工位采取成形壓扁工藝(圖17)。

圖17 壓扁工步件
由于JAEWOO主機一工位上模沒有頂出結構,生產過程中頻繁出現壓扁上模粘件情況,導致鍛件粘模變形、折疊甚至報廢。
針對此情況,采取壓扁上下模差異化設計,如圖18所示。
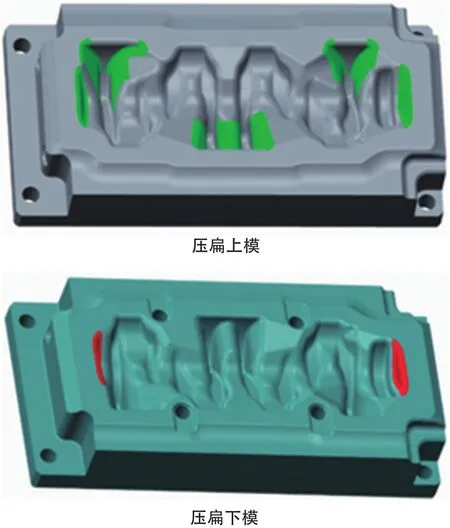
圖18 壓扁上下模差異化設計
壓扁上模:將兩端面及各平衡塊劈料臺拔模角加大5°~10°。
壓扁下模:將兩端面拔模角改為0°。
通過差異化設計徹底解決了壓扁上模粘模問題。
自動線生產5種曲軸,但是只有一種通用噴淋臂,并且噴淋覆蓋區域與各品種曲軸型腔均不匹配(圖19),實際潤滑效果差。需要改善自動潤滑效果。

圖19 通用噴淋臂與1.8T終鍛型腔對比
③設計制作專用噴淋臂。
為解決這一難題,鍛造公司進行了多次自動潤滑模擬試驗。在試驗數據的支持下,進行了數輪噴淋結構以及噴射角度的研究,根據各曲軸型腔結構優化定置噴嘴位置,設計并制造出各曲軸品種的專用噴淋臂(圖20)。
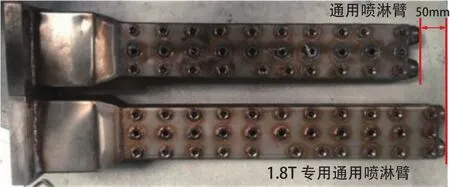
圖20 1.8T專用噴淋臂與通用噴淋臂對比
受益于專用噴淋臂的使用,自動線潤滑效果大幅改善,曲軸毛坯的質量與產能均得到了顯著提升。
模具制造差異
由于國內各模具供應商的加工設備精度、工藝水平參差不齊,不同供應商提供的模具,甚至同一供應商提供的前后兩套模具都存在較大差異。而同一套模具生命周期內生產的曲軸毛坯尺寸一致性較好。
批次管理。
對曲軸終鍛模具進行編號管理,每套終鍛模具在新制或翻新時都賦予其一個新的編號,相同編號的曲軸毛坯視為同一批次。
預平衡。
乘用車曲軸加工AF10序默認加工幾何中心孔。曲軸毛坯變形量較大時,幾何中心與質量中心存在較大偏差,導致動平衡工序去重增加。
為解決不同批次曲軸毛坯一致性差導致動平衡不穩定的問題,經與客戶溝通,在更換批次前進行預平衡,具體方案為:
⑴在新批次件中隨機挑選5根毛坯加工幾何中心孔。
⑵粗加工后進行預平衡。
⑶根據預平衡情況修訂AF10程序。
⑷新批次按照修訂后的AF10程序加工中心孔。
批次管理和預平衡的實施,有效消弭了因模具制造差異所帶來的毛坯動平衡不穩定問題(圖21)。
改進效果
經過以上措施的實施,1.8T曲軸毛坯的變形得到了遏制,毛坯加工一致性大幅提高。如圖22所示,從1.8T動平衡對比可知動平衡廢品率降至0。
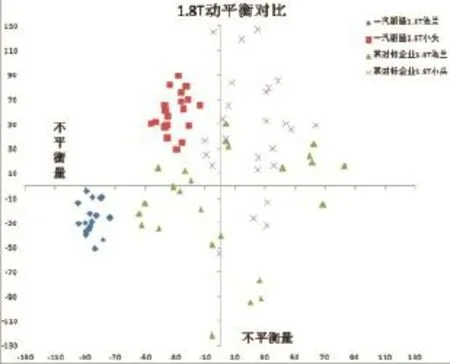
圖22 改進后1.8T動平衡情況與同行業對比
結束語
本文以EA888 GEN3 1.8T曲軸為例,介紹了鍛鋼乘用車曲軸毛坯動平衡原理,就鍛鋼曲軸毛坯普遍存在的動平衡如何優化,變形如何遏制等問題進行了逐一分析并給出了解決方案。
希望借此文拋磚引玉,為行業內類似問題提供一些可借鑒的解決思路及方法。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
