鍛造主機如何適應自動化智能化鍛造生產的要求(下)
2017-06-27 08:08:47李江國海安北京機電研究所鍛壓產業研發中心
鍛造與沖壓 2017年11期
關鍵詞:振動
文/李江國·海安北京機電研究所鍛壓產業研發中心
鍛造主機如何適應自動化智能化鍛造生產的要求(下)
文/李江國·海安北京機電研究所鍛壓產業研發中心
《鍛造主機如何適應自動化智能化鍛造生產的要求(上)》見《鍛造與沖壓》2017年第9期

圖12 齒輪上設計平衡塊對曲軸慣性力矩進行平衡
其他故障及分析
⑴封閉高度調節機構:調節精度低(電機增加制動器),傳動零件易壞。
⑵偏心軸銅瓦異常磨損。
①超載或偏載。修改工藝,需要噸位計監控避免超載。
②異物進入。防止異物進入。
③潤滑不良。如果潤滑系統沒有問題,需要加大潤滑量。
⑶工作臺面塌陷。需要在模架與工作臺之間增加墊板,硬度介于模架與工作臺硬度之間。
⑷偏心軸斷裂。超載、鍛造缺陷、熱處理缺陷。
⑸平衡缸螺栓斷裂。平衡缸進出氣不暢,導致氣壓瞬間急劇升高。
⑹飛輪軸承故障。鍛造壓力機飛輪軸承一般是一對,要求軸承間隙為C3游隙組,并要求間隙一致。游隙過小,降低了軸承容許異物的能力,會導致軸承發熱嚴重而過快失效。飛輪不平衡也是導致飛輪軸承失效的原因之一。
⑺脹套松脫。如果選型合適,一般是由于配套的軸/孔表面粗糙度達不到要求導致的,或者是脹緊力不合適。
⑻如果有液壓系統,有時發現輸出力明顯下降。液壓油時間太久失效,液壓油一般一年內需要更換一次,如果使用率非常高,最好半年更換一次。
壓力機的振動
⑴壓力機振動(晃動)可帶來很多電氣故障,比如線路折斷和端子松脫等。
⑵壓力機的振動還會帶來壓力機零部件之間的沖擊,使故障增加,壽命降低。
⑶降低壓力機振動的方法有:盡可能降低不平衡帶來的動載荷(特別是曲軸和偏心軸的不平衡慣性力矩):盡可能降低直線運動或平面運動部件(滑塊及其附件、連桿、多連桿)的質量,對飛輪進行平衡,提高傳動零件的加工精度,如圖12所示。齒輪上設計平衡塊對曲軸慣性力矩進行平衡。特別是要降低形位偏差,齒輪使用斜齒或人字齒并進行磨齒,如圖13所示。使用稀油潤滑減小結合面的間隙、離合器柔性結合降低擾力。

圖13 使用人字齒、磨齒降低振動

圖14 機械下頂出機構+液壓高保機構
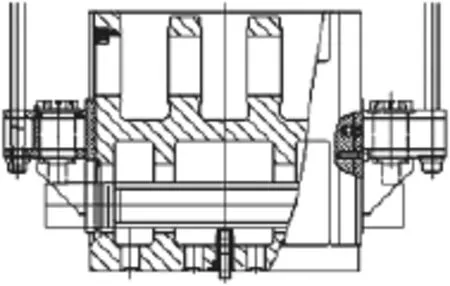
圖15 氮氣彈簧上頂出
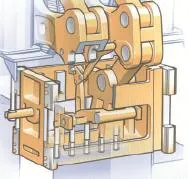
圖16 多連桿機構上頂出
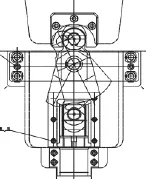
圖17 凸輪機構上頂出
具有完善可靠的輔助機構
⑴下頂出機構。
①幾乎所有的鍛造工藝在鍛造結束后都會將鍛件留在下模腔(工作臺模腔)內,要順利實現自動鍛造,下頂出機構是必不可少的。
②常見的下頂出機構有:機械頂出+氣動高保/液壓高保和液壓頂出。
③液壓頂出結構簡單,速度可調,調試靈活,不需要專門的高保機構。機械頂出動作更加可靠,適合生產節拍較高的場合,但頂出速度曲線靠凸輪來控制,適應性較差,一般需要氣動或液壓高保機構配合來實現自動鍛造。
⑤對于機械下頂出機構(圖14)來講,工件彈跳是面臨的最大難題,產生的原因一般有三個:下頂出機構剛度低、脫模時頂桿速度過快、粘模(修改鍛造工藝);下頂出機構適應自動化要求其具有足夠的剛度、盡可能降低脫模瞬間的頂出速度。
⑵上頂出機構。
①對于自動化鍛造主機來講,上頂出機構也是必不可少的,但是一般來講,鍛件留在上模的可能性較低,脫模力一般也較小,頂出力不需要太大,一般能夠達到下頂出力的1/3就可以了。
②上頂出機構一般有如下幾種方式:氮氣彈簧頂出(圖15)、機械頂出(多連桿機構或凸輪頂出機構,圖16和圖17)、液壓頂出(圖18)。
③凸輪式機械頂出行程一般較小,但是結構簡單,容易實現同步,比較常用。多連桿式機械頂出行程較大,氮氣彈簧上頂出是常見頂出方式,可以彌補下頂出彈跳,響應也比較快,但是氮氣彈簧有時候會使鍛件意外變形,不是所有的場合都適用(特別是有飛邊鍛造的場合),彈簧壽命一般較低,需要定期充氮氣,其頂出力也比較有限。液壓上頂出機構控制靈活,但是同步困難,最好單工位布置。
玉米種子貯藏期間含水量的變化是種子安全狀況的第二個指標,它與溫度變化有密切聯系。因此,種子含水量檢查周期,取決于種溫的變化。種溫在0℃以下時,每月檢查一次,0—20℃,每半月檢查一次,20℃以上時每10天檢查一次,30℃以上應每天檢查一次。檢查方法是三層五點十五處取樣,混合后測定。
⑶封閉高度調節機構。
鍛造主機使用的封閉高度調節機構分兩類:第一類是滑塊整體調整(偏心軸式見圖19、楔塊式見圖20),第二類是單工位分別調整(圖21)。
⑷模具模架快換裝置主要有三類。
①單工位模具更換裝置,機械換模臂(圖22)。
②模具模架整體快換裝置或換模小車。
③所有模具(不含模架)整體快換裝置,也叫副模架。
⑸平衡系統。一般來講,平衡系統的作用是平衡滑塊及連桿的重量,但是有些壓力機的動負荷較大,平衡系統的能力需要考慮這個因素。
適應鍛造工藝的需求和發展趨勢
⑴鍛造主機是為鍛造工藝服務的,新的更先進的鍛造工藝需要先進的鍛造主機做支撐,反過來,先進的鍛造主機又促進了鍛造工藝的發展。
⑵鍛造技術的發展方向。高精、高效、自動化/智能化、節能節材、降成本。
⑶鍛造主機的發展。除了前面提到的提高可靠性、降低故障率,完善可靠的輔助機構,伺服驅動是方向,另外工作臺面也需要增大、潤滑系統應該逐步普及稀油潤滑。
增大壓力機臺面寬度
⑴多工位鍛造使用越來越廣泛,工位數也越來越多,軸承環塔鍛、輪轂軸承內外圈鍛造和變速箱輸入輸出軸冷擠壓鍛造需要5工位。

圖18 液壓上頂出

圖19 偏心軸式封閉高度調節機構

圖20 楔塊式封閉高度調節機構

圖22 機械換模臂
⑵很多鍛件需要深型腔擠壓成形,模具應力(一般以拉應力的形式出現)很高,有時需要在模具外面增加應力圈來降低模具內拉應力。
⑶上述原因使得壓力機的臺面需要增加,增大壓力機工作臺面會導致壓力機的變形量以指數形式增大,使剛度大幅降低,如何增大壓力機臺面而又使壓力機的剛度不致太低是壓力機開發制造單位需要注意研究的地方。
壓力機的潤滑
⑴干油潤滑不需要回收,設計比較方便,國內采用干油潤滑的廠家居多。
⑵干油潤滑不易回收,造成現場環境比較臟,而且干油潤滑幾乎沒有散熱的功效。
⑶稀油潤滑既有潤滑的作用同時也有散熱的功效,對于高效率生產的壓力機來講,稀油潤滑是發展方向,另外稀油潤滑運動副的間隙也可以減小,有利于降低沖擊和振動。
其他
⑴主電機調速。近些年陸續出現熱/溫鍛造壓力機和冷/溫鍛造壓力機,壓力機的功能在擴展,由于鍛造工藝對滑塊線速度比較敏感,冷鍛一般要求壓力機的行程次數在20~25spm,熱鍛要求在60~100spm,溫鍛要求在20~50spm。為了適應上述要求,調速電機在鍛造主機上的應用越來越多。目前應用的調速電機有直流調速電機和變頻調速電機。
⑵連皮出口。很多熱鍛工藝有飛邊和連皮,飛邊一般可以由機械手取走,連皮需要通過壓力機排出,壓力機需要預留合理的連皮通道。
鍛造主機如何適應智能化鍛造生產
⑴前提:能夠實現高度自動化,如果無法實現自動化(可靠性是基本要求),智能化只能是笑談。
⑵在遇到自動線故障(包括模具模架、模具冷卻潤滑、自動傳送、中頻爐等)的情況下能夠快速停機,為避免造成自動化裝置和模具模架的損壞,靈敏、快速、可靠的制動必不可少。
⑶要有故障(原因和現象)統計分析數據庫,在集合行業專家智能邏輯分析、判斷、提煉、歸納的基礎上,形成智能數據庫。
⑷要有變動要素(運動零部件運動狀態、磨損情況、振動情況)的全要素檢測(包括視覺檢測)、記錄和分析功能,根據變動情況,比對智能數據庫,預測可能發生的故障,甚至能夠預測鍛件的質量情況。
⑸控制系統還需要具備分層控制(包括安全控制),高速數據采集和對外信息高速交換功能。
⑹伺服驅動壓力機比較容易適應智能化鍛造生產。
結束語
⑴伺服壓力機優點。
①滑塊運動和速度曲線任意可調,有很強的工藝適應性。
②結構簡單、重量輕、故障率低:不使用飛輪,甚至可以不使用離合器制動器,如果使用低速伺服電機,還可以省去壓力機的一級傳動,壓力機重量可以降低10%~20%。
③節能:由于沒有飛輪的頻繁加速和減速,可節約壓力機消耗能量(包括成形做功輸出的能量)的10%~20%。
④壓力機振動和噪聲低。計算和分析表明,壓力機在帶動滑塊啟動的瞬間,動載荷及其造成振動的振幅最大,伺服壓力機可以柔性啟動,大大降低壓力機的振幅,伺服壓力機噪聲峰值也比較低。
⑤是未來的發展方向。
⑵伺服壓力機缺點。
①投資大。采用伺服驅動必須完全放棄飛輪,飛輪削峰平谷的能量輸出特性是伺服電機所不具備的,因此所選電機功率必須大于做功過程的最大峰值功率,一般來講需增加3~5倍。以1250噸冷溫鍛造壓力機為例,使用飛輪時,直流電機的功率為340kW,如果使用伺服電機其功率要達到1100kW,超大功率伺服電機目前比較昂貴,多電機驅動的方式結構上比較復雜,其投資要遠超過普通電機+飛輪+離合器制動器的費用。
②使用費用高。電機功率大幅增加后,雖然比較節能、電費減少,但是所需變壓器增大帶來的增容費用很高,一般中小企業難以承受。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
