汽車前蓋logo區(qū)域表面凸包缺陷分析及優(yōu)化
2017-08-07 14:19:42楊虹王磊上汽大眾汽車有限公司
鍛造與沖壓 2017年12期
文/楊虹,王磊·上汽大眾汽車有限公司
汽車前蓋logo區(qū)域表面凸包缺陷分析及優(yōu)化
文/楊虹,王磊·上汽大眾汽車有限公司
前蓋總成作為整車的重要組成部分,其表面質(zhì)量會(huì)直接影響到購車客戶的觀感。因此,在每個(gè)新車型開發(fā)過程中,上汽大眾都會(huì)花大量的時(shí)間和精力對(duì)前蓋的表面質(zhì)量奧迪特進(jìn)行評(píng)判和優(yōu)化。本文針對(duì)某車型前蓋logo區(qū)域存在的表面凸包缺陷,從單件到總成的缺陷變化趨勢(shì)入手分析,通過切割零件等各種試驗(yàn)手段找到了該表面缺陷的根本原因,并采用了外板單件翻邊高度優(yōu)化的方式找到了最佳工藝,用最簡(jiǎn)單的方法優(yōu)化了前蓋總成的表面質(zhì)量。
缺陷問題描述
該大眾車型的前蓋總成在項(xiàng)目過程中出現(xiàn)的表面質(zhì)量問題主要集中在Logo區(qū)域,中部區(qū)域凸起,油石檢查不明顯,但是手感強(qiáng)烈,并且噴油檢查可以看到明顯的光線扭曲。預(yù)折邊后出現(xiàn),但是凸包距離邊緣較近,約12~15mm;折邊后范圍擴(kuò)大,凸包范圍距邊緣約20~30mm。如圖1所示。

圖1 表面凸包缺陷示意圖
原因分析
零件表面情況分析
⑴外板單件。手摸表面有很輕的凸包,但是噴油檢查光線沒有扭曲,表面評(píng)判合格,比總成表面質(zhì)量好很多。
⑵內(nèi)板單件。中部偏左側(cè)有明顯凸起,表面波浪嚴(yán)重,與內(nèi)板總成凸起部位基本相同,內(nèi)板總成沒有明顯惡化現(xiàn)象。
為了驗(yàn)證內(nèi)板單件的缺陷對(duì)于總成質(zhì)量的影響,我們嘗試了以下兩個(gè)試驗(yàn)。
試驗(yàn)一:內(nèi)板單件缺陷部位的表面波浪返工。
采用打磨或者敲擊的方法消除內(nèi)板波浪后的零件。制作好內(nèi)板總成,再去進(jìn)行折邊,發(fā)現(xiàn)該區(qū)域的凸包仍然存在,而且凸包的位置從偏左側(cè)移至正中間部位,如圖2所示。

圖2 返工內(nèi)板折邊后缺陷狀態(tài)
試驗(yàn)二:內(nèi)板總成切除折邊區(qū)域。
采用切除折邊法蘭的內(nèi)板總成與外板進(jìn)行折邊,發(fā)現(xiàn)凸包仍然存在,且缺陷程度沒有明顯好轉(zhuǎn),如圖3所示。

圖3 切除折邊法蘭內(nèi)板折邊后缺陷狀態(tài)
通過以上試驗(yàn)證明,雖然內(nèi)板存在波浪,但是內(nèi)板單件表面凸起的位置只是對(duì)總成凸包的位置有所影響,將外板折邊后的凸包范圍進(jìn)行擴(kuò)大,并不是引起折邊后凸包的主要原因。
零件與折邊模腔匹配情況分析
為了了解零件折邊時(shí)發(fā)生了怎樣的變化,我們需要檢查零件與折邊模腔的匹配情況。
⑴外板單件與模腔藍(lán)油匹配。
外板與折邊模腔在自由條件下的匹配情況很差,除了logo兩側(cè)兩角與模腔頂住,其余兩側(cè)直邊與模腔離縫都在2mm左右。
通過藍(lán)油貼合檢查,從圖4中可以看到,logo兩側(cè)兩個(gè)尖角有明顯頂?shù)降暮圹E,同時(shí)在我們?nèi)毕萃拱嬖诘奈恢靡灿忻黠@的貼合痕跡,其余部位和模腔沒有貼合。由此我們可以大膽假設(shè):由于外板兩側(cè)Z向偏低導(dǎo)致的與模腔不貼合,在壓邊圈壓下彌補(bǔ)尺寸偏差的同時(shí),會(huì)造成logo區(qū)域鼓起從而導(dǎo)致總成凸包缺陷。

圖4 外板和內(nèi)板在折邊模壓合狀態(tài)的藍(lán)油匹配圖
⑵內(nèi)板總成與外板藍(lán)油匹配。
盡管在之前的分析中已經(jīng)判斷內(nèi)板的波浪與總成表面凸包缺陷的關(guān)系不大,但是為了分析的嚴(yán)謹(jǐn)性,我們還是進(jìn)行了內(nèi)外板之間的藍(lán)油匹配檢查,如圖5所示。

圖5 內(nèi)外板之間的藍(lán)油匹配圖
從藍(lán)油圖中可以看出,在內(nèi)板波浪凸起的位置,存在與外板匹配干涉的情況。因此,雖然內(nèi)板總成的波浪并不是形成logo區(qū)域凸包的主要因素,但是此處波浪已經(jīng)影響到了內(nèi)外板的匹配,對(duì)于總成表面是有不利影響的。
單件尺寸情況分析
在之前的分析中,我們已經(jīng)假設(shè)了是由于前蓋外板兩側(cè)Z向偏低與模腔不貼合從而導(dǎo)致在壓合以及折邊過程中引起頭部凸起缺陷,這個(gè)假設(shè)需要進(jìn)一步的論證以及數(shù)據(jù)支持。然而外板單件測(cè)量時(shí),頭部有3個(gè)輔助的Z向支撐和夾頭,測(cè)量報(bào)告無法很好反映零件實(shí)際尺寸,分布如圖6所示。
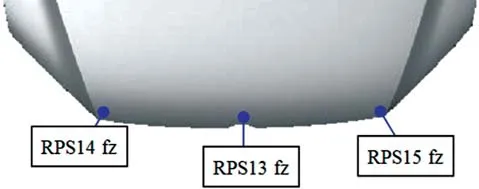
圖6 前蓋外板頭部RPS分布示意圖
為了更加嚴(yán)謹(jǐn)?shù)胤治鲱^部區(qū)域外板本身的型面是否存在問題,需要將頭部3個(gè)輔助支撐拆除后對(duì)頭部幾個(gè)區(qū)域進(jìn)行分析和對(duì)比,如圖7和圖8所示。

圖7 拆除RPS前蓋logo區(qū)域型面尺寸
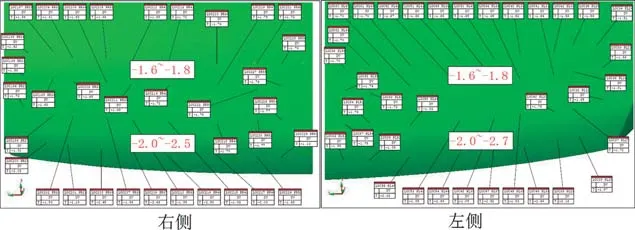
圖8 拆除RPS前蓋格柵區(qū)域型面尺寸
從圖7,8的測(cè)量報(bào)告分析,前蓋logo區(qū)域頭部平整度外邊緣區(qū)域比內(nèi)側(cè)高0.7~1mm,但是兩側(cè)與格柵匹配區(qū)域外邊緣比內(nèi)側(cè)低0.7mm。因此前蓋外板放置在模腔內(nèi)的時(shí)候,兩側(cè)直邊的邊緣與模腔離縫有1~2mm,壓邊圈壓下后,兩側(cè)直邊的邊緣會(huì)強(qiáng)制與模腔貼合,翻邊區(qū)域會(huì)拉伸導(dǎo)致logo兩側(cè)角部被拉起,同時(shí)中部拱起引起凸包。
因此,前蓋外板的型面尺寸不佳是引起前蓋總成頭部凸包的主要原因。
優(yōu)化試驗(yàn)及采取措施
盡管我們找到了引起凸包的主要原因,但是前蓋外板頭部的型面尺寸是很難優(yōu)化的,需要從拉延工序開始補(bǔ)償,優(yōu)化工作量太大而且有引發(fā)其他表面缺陷的風(fēng)險(xiǎn)。我們需要在現(xiàn)有零件狀態(tài)的前提下,尋找到最佳工藝,以最方便的方式優(yōu)化表面質(zhì)量。
優(yōu)化調(diào)整試驗(yàn)
根據(jù)上文的分析,我們知道由于前蓋外板單件與模腔不匹配導(dǎo)致壓邊圈壓合以及折邊時(shí)翻邊扯料引起了凸包。那我們考慮是否可以從減少扯料力度的這個(gè)方面去進(jìn)行優(yōu)化,從而制定了以下兩個(gè)試驗(yàn)方案:
試驗(yàn)一:折邊刀調(diào)整。
由于頭部的凸包是預(yù)折邊后就出現(xiàn)的,并且已經(jīng)證實(shí)在壓邊圈壓下時(shí)外板已經(jīng)存在變形,因此預(yù)折邊完成后必定會(huì)出現(xiàn)頭部凸包的問題。
首先,采取增加或者減輕預(yù)折邊的壓力,直接通過調(diào)整預(yù)折邊刀的Z向高度或者調(diào)整折邊床的行程來實(shí)現(xiàn),沒有看到明顯的效果。
其次,對(duì)logo處的預(yù)折邊刀片進(jìn)行燒焊及打磨,將預(yù)折邊的角度放大,從而減輕預(yù)折邊時(shí)刀施加給單件的正壓力。但是將預(yù)折邊角度放大之后,終折邊后出來的總成凸包變得更加嚴(yán)重,而且由于預(yù)折邊角度沒有翻到位,完全靠終折邊完成,總成輪廓也變得不順。
試驗(yàn)二:外板翻邊高度調(diào)整。
翻邊高度減小,在同樣折邊角度的情況下,折邊后翻邊的邊緣位移會(huì)變小,零件受到的折邊刀正壓力就會(huì)小,應(yīng)該對(duì)折邊后的凸包有所緩解。為了驗(yàn)證翻邊高度對(duì)凸包的影響,我們通過返工外板單件的翻邊高度做了一些試驗(yàn),證實(shí)在折邊方案要求的翻邊高度為6mm的情況下(外板單件實(shí)際翻邊高度為7mm),凸包有所好轉(zhuǎn),并且越短效果越明顯。
優(yōu)化措施
措施一:優(yōu)化前蓋外板翻邊高度。
在調(diào)整翻邊高度有效的基礎(chǔ)上,我們做了很多試驗(yàn),在優(yōu)化凸包的情況下同時(shí)考慮折邊后內(nèi)外板之間的有效貼合長(zhǎng)度,最終將外板翻邊高度由折邊方案上要求的6mm更改為4mm(如圖9所示)。
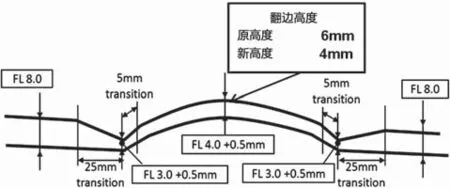
圖9 前蓋外板翻邊高度更改要求
措施二:折邊工位壓邊圈燒焊。
在外板單件更改之后,內(nèi)板區(qū)域用于壓邊的區(qū)域變大,通過燒焊壓邊圈增大了壓合面積,盡量壓緊Logo兩側(cè)尖角處,最大程度彌補(bǔ)折邊時(shí)外板型面變化導(dǎo)致的表面問題。
兩個(gè)優(yōu)化措施加以實(shí)施之后,前蓋總成的表面質(zhì)量得到了很大的提高,表面質(zhì)量奧迪特抱怨從B類缺陷降為了C類,如圖10所示。

圖10 優(yōu)化后的前蓋總成表面質(zhì)量
結(jié)束語
本文針對(duì)前蓋總成了logo區(qū)域的表面凸包缺陷,從單件的表面缺陷開始分析,通過內(nèi)板返工以及切除零件的試驗(yàn)手段排除了前蓋內(nèi)板表面波浪對(duì)其的影響,并進(jìn)一步利用藍(lán)油匹配檢查以及拆除RPS測(cè)量的方式深入分析單件的尺寸偏差,從而找到了引起缺陷的根本原因是外板單件的型面尺寸超差。
在優(yōu)化前蓋外板單件尺寸困難的情況下,我們通過優(yōu)化調(diào)整試驗(yàn)找到了最佳工藝,優(yōu)化前蓋外板翻邊高度以及折邊工位壓邊圈燒焊的簡(jiǎn)單方案成功的解決了這個(gè)表面凸包問題。
本文這種層層深入,依次排除的分析方法可以為類似四門兩蓋的表面問題提供思路,采用的一些試驗(yàn)方案也可作為現(xiàn)場(chǎng)分析問題的參考手段。尤其為通過優(yōu)化翻邊高度來優(yōu)化表面質(zhì)量這種方式提供了表面質(zhì)量?jī)?yōu)化的新思路。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
