前軸板簧座校正壓平不加工技術研究
2017-08-07 16:05:33孫文東岳鎮王志亮一汽鍛造吉林有限公司
鍛造與沖壓 2017年13期
關鍵詞:工藝
文/孫文東,岳鎮,王志亮·一汽鍛造(吉林)有限公司
前軸板簧座校正壓平不加工技術研究
文/孫文東,岳鎮,王志亮·一汽鍛造(吉林)有限公司

孫文東:質保部鍛造工藝員,主要從事前軸、曲軸、轉向節等產品的鍛造工藝開發工作,參與設計的前軸校正壓平項目獲得一汽集團“我要當明星”活動個人明星獎。
前軸在整車中承擔承重、支承、轉向的功能,屬于汽車上重要零部件,板簧座是前軸加工、裝配以及功能實現的核心部位。
近年來在汽車行業輕量化和節能減排發展趨勢引導下,主機廠對鍛件的精度和加工量要求不斷嚴苛,對毛坯的精密鍛造技術提出了更高的要求。乘用車前軸校正壓平不加工技術(下文以校正壓平技術代替)正是在這種背景下誕生的,此技術在歐美已經得到了廣泛應用,但是在國內尚屬空白。一汽鍛造(吉林)公司立項以來,歷時數年攻關,成功研發出擁有自主知識產權的校正壓平技術,拉近了與國際鍛造行業先進水平之間的距離。圖1所示為前橋總成示意圖。
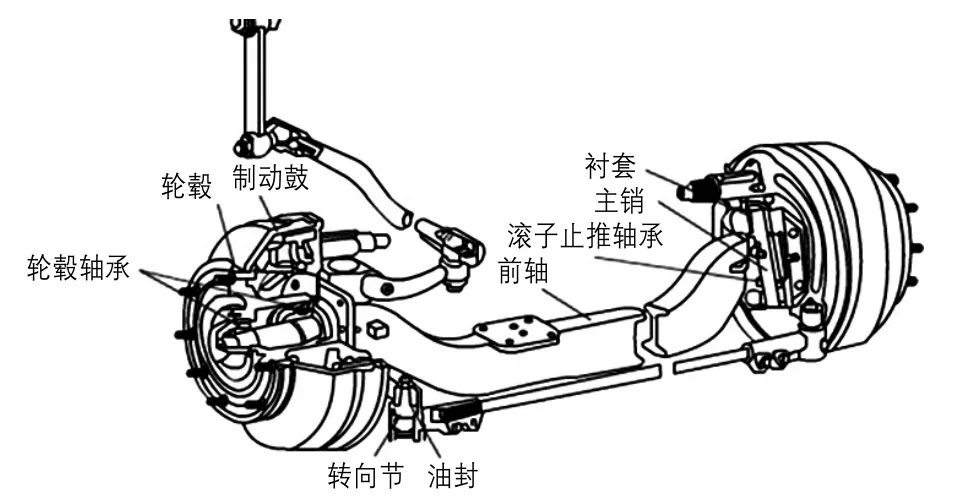
圖1 前橋總成示意圖
問題描述
前軸板簧座的傳統機加工工藝會破壞鍛件流線,造成加工面與非加工面交界處應力集中,增加了失效風險,前軸失效形式也多數發生在板簧座部位。而校正壓平技術不僅直接減少了兩道加工工序(圖2、圖3),降低了加工成本,提升了加工效率,而且保持了板簧座鍛造組織和流線的完好,避免了異常失效風險,對于整車競爭力的提升意義非凡。

圖2 前軸板簧座正面加工

圖3 前軸板簧座背面加工
工藝方案
校正壓平技術由鍛模工藝、切邊模工藝及校正壓平模工藝三部分組成,下文將進行逐一介紹。
鍛模工藝
一汽鍛造(吉林)公司依據自身豐富的前軸熱模鍛開發經驗,經過大量CAE以及生產驗證之后,對傳統工藝進行了以下創新:前軸板簧座正面/背面拔模角一般為3°~5°,為適應校正壓平技術的需要,將拔模角減小為1.5°~2°。其設置作用:
⑴金屬向型腔內流動的阻力變小,有利于板簧座的充滿。
⑵校正時板簧座體積變形量減少,能夠有效減小校正力,降低壓平實現難度,減少校正模具磨損。
法蘭寬度、厚度尺寸補償設計
校正過程中,板簧座正面、背面拔模角在校正力作用下壓平,法蘭寬度及法蘭厚度均會發生相應改變。利用體積不變原則,可以精確計算出終鍛件法蘭寬度及厚度尺寸。其設置作用:
⑴減小終鍛件板簧座體積,降低充滿難度。
⑵校正時參與變形的體積減少,降低壓平實現難度,減少校正模具磨損。
⑶避免壓平后因為法蘭的展寬以及厚度變化導致的尺寸不合格。
法蘭外圓角補償設計
校正壓平時,法蘭外圓角由于受到擠壓會變小1~2級,相應的終鍛件設計時法蘭外圓角可增加1~2級。圖4所示為前軸板簧座截面示意圖,其設置作用:
⑴確保壓平后法蘭圓角合格。
⑵改善終鍛件充滿。
⑶降低模具法蘭開裂風險,提高模具壽命。
切邊工藝
根據校正壓平技術特點,對切邊工藝實施了以下改進:
⑴板簧座刃口線內收0.8~1mm(圖5),目的是去除殘留飛邊,避免校正壓入鍛件影響平面度。
⑵采用波浪形刃口設計(圖6),分散切邊力,減小板簧座切邊變形。
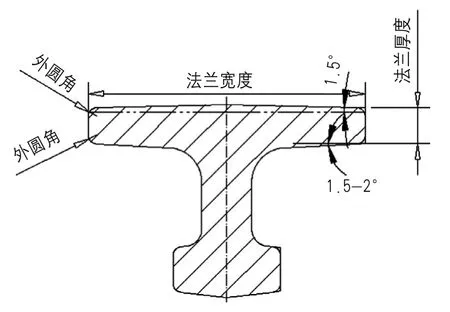
圖4 前軸板簧座截面示意
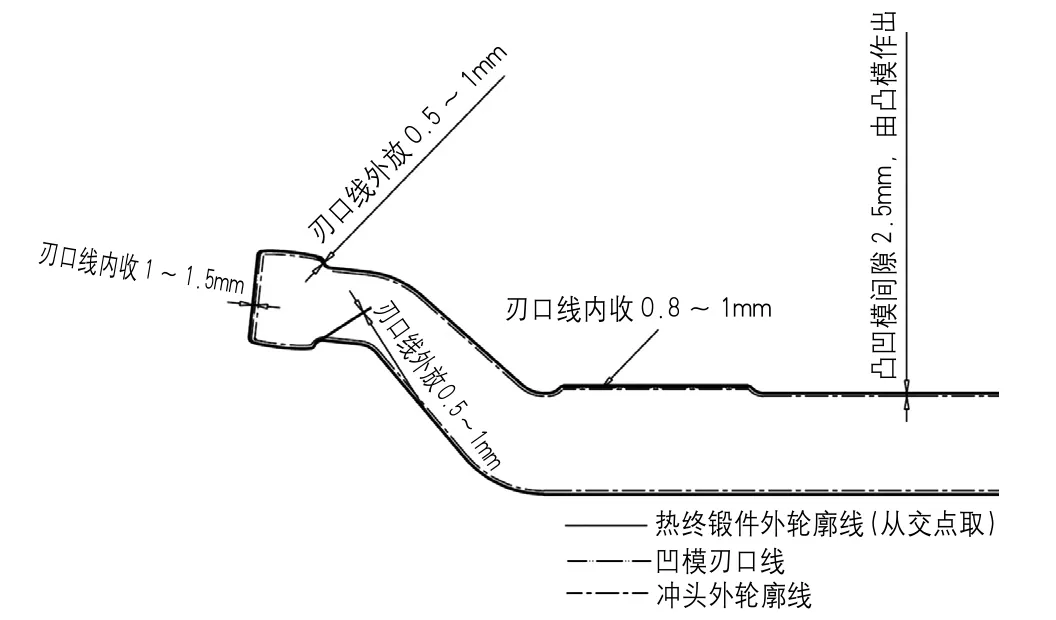
圖5 凹模刃口線提取示意圖

圖6 凹模波浪型刃口示意圖
校正壓平工藝
校正壓平工藝開發是整個技術的核心和難點所在。開發過程中不僅要充分應用油壓機工作原理,而且要研究液壓系統、冷卻系統、潤滑系統、氧化皮去除機構之間的相互作用,缺一不可。圖7所示為校正壓平模具裝配簡圖。
工藝應用之初,先后出現鍛件落差不合格,拳部位置偏離對稱面(下文均以“歪頭”代替)現象,板簧座表面氧化坑等一系列問題,下文將做逐一介紹。

圖7 校正壓平模具裝配簡圖
⑴落差不合格。
樣件試加工過程,廢品總數的30%由落差不合格導致。統計數據顯示,落差值集中分布在小于名義尺寸3mm左右。
通過CAE及現場觀察模具運行軌跡,發現鍛件在下模體定位后,板簧座背面處于支撐狀態,而拳部處于懸空狀態;上模體下落過程中拳部上面最先接觸到校正塊,此時前軸處于“扁擔狀”受力狀態,這正是導致落差偏小的真因所在。
針對真因對癥下藥,對校正模進行如下更改:將下側拳部支撐塊整體加厚3mm(圖8),相應的上側校正塊減薄3mm(圖9),經驗證更改后落差得到了有效控制,完全符合產品要求。
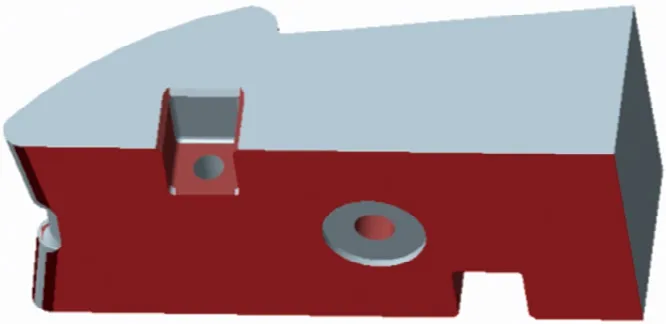
圖8 拳部支撐塊
圖9 拳部校正塊
⑵拳部歪頭。
前軸歪頭是在出模變形、切邊變形及工序轉序間碰撞等因素共同作用下產生的。
為了遏制此缺陷,在校正壓平模具拳部位置兩側增加限位塊,結合校正塊的倒V型設計(圖10),以五個限位面來校正拳部,效果顯著,徹底解決了歪頭問題。

圖10 限位塊示意圖
⑶板簧座表面氧化坑。
氧化皮在校正下模型腔內堆積,校正壓平時壓入鍛件表面,拋丸后形成氧化坑。螺栓把緊區域內出現氧化坑有以下危害:
1)導致螺栓墊片無法貼緊壓窩平面(圖11),螺栓存在脫落風險。

圖11 板簧座把緊位置氧化坑
2)螺栓把緊空隙處易進入雜物,形成腐蝕,造成螺栓扭矩不足,存在異常失效風險。
要解決氧化坑的危害,必須確保氧化皮在校正前得到清除。一汽鍛造(吉林)公司結合校正設備特點,研制出一套有效的氧化皮去除機構,其工作原理如下:通過一條管路與校正機的壓縮空氣及循環水系統連接,通過分路器分流出四個出風口,與四個法蘭校正塊位置一一對應,此機構由程序控制,在每次校正工序完成后,自動將模具型腔內氧化皮吹凈。氧化皮去除機構的應用不僅解決了螺栓把緊區域氧化坑問題,而且能夠使校正模保持恒定的工作溫度,在保證鍛件質量的同時也提高了模具壽命。
⑷其他問題
校正壓平模體調試過程中先后出現過液壓回程不到位,無報警裝置等問題,解決過程如下:
1)在模具運動夾緊過程中由于液壓缸行程過長,出現液壓回程不到位情況。經過模具運動空間測算,將液壓行程由50mm縮短至20mm,改進后問題解決。
2)出于安全考慮,加裝限位開關,法蘭下校正塊動作到位碰觸開關后發出信號,設備接收信號后上滑塊開始下行,改進后安全隱患消除,保證了工序安全。
效果驗證
經過以上措施的實施,我公司對校正壓平技術的掌握日趨成熟。解放J6自卸車和J7牽引車前軸校正壓平樣件的小批量裝車,路試驗證等測試均順利通過,各種性能表現優異,得到了集團及解放主機廠的高度認可。目前這兩個前軸品種的校正壓平工藝已經實現量產,為解放商用車市場競爭力提升提供了有力支撐。
結束語
前軸板簧座校正壓平不加工技術是國內鍛鋼前軸的發展趨勢。該技術的應用能夠大幅提升鍛鋼前軸的產品附加值,對于整車競爭力的提升具有戰略意義,未來市場前景不可估量。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
