應用于電機轉子拋光機可編程控制器系統設計
2017-08-07 09:50:43張今朝朱海燕呂健璐錢蘇翔雷曉鈞
電機與控制應用 2017年7期
關鍵詞:程序
張今朝, 朱海燕, 呂健璐, 錢蘇翔, 雷曉鈞
(1. 嘉興學院 機電工程學院,浙江 嘉興 314001;2. 常州大學 機械工程學院,江蘇 常州 213164)
應用于電機轉子拋光機可編程控制器系統設計
張今朝1, 朱海燕1, 呂健璐2, 錢蘇翔1, 雷曉鈞1
(1. 嘉興學院 機電工程學院,浙江 嘉興 314001;2. 常州大學 機械工程學院,江蘇 常州 213164)
針對自主研發的電機轉子拋光機平臺及電氣主回路,采用三菱Fx1s PLC作為拋光機運行的控制系統,對轉子夾具、可調滑臺、拋光電機及吸塵器等執行元件進行控制;最后設計了觸摸屏及操作界面。成套設備已應用于工程實踐。
轉子拋光; 控制系統; 可編程控制器
0 引 言
異步電機籠型轉子為鑄鋁件,由于硅鋼片和鑄鋁硬度不一樣,所以在車削加工中,硅鋼片和鑄鋁接觸的地方會產生鋁須毛刺。這些毛刺會增加電機雜散損耗,而且這種毛刺很難通過改良刀具和優化加工參數的方法來徹底消除。若通過一定工藝進行處理后,如使毛刺減少、片間粘連得到有效控制,大部分情況下轉子外圓特殊處理后雜耗占輸入功率有一定幅度的降低,平均降低附加損耗0.4%[1]。
文獻[2]研發了一臺電機轉子酸洗機,利用酸洗工藝消除轉子的鋁須毛刺,降低了電機的雜散損耗。但這種方法涉及到加工過程中對酸液腐蝕的處理問題,比較繁瑣和不便。
本文設計了一款半自動化電機轉子拋光機整機,并采用PLC設現了加工過程控制,成套設備已投入實際應用。
1 拋光機的結構及控制要求
本設計的成套電機轉子拋光機設備,主要功能是采用人工上料和PLC自動化拋光相結合對轉子進行表面拋光處理。該設備組成如圖1所示[3],主要由電源、轉子夾具及滑臺、電控柜、光幕、拋光倉、吸塵器、拋光設備、加工倉門氣缸、人機界面及操作按扭等組成。

圖1 電機轉子拋光機實物圖
其中,轉子夾具可人工安裝(待加工轉子)或拆卸(已加工轉子),滑臺可將加工件送入(出)拋光倉,倉門開閉由光幕信號感知;拋光設備由2臺拋光電機協調組合,電機軸與徑向可調的鋼絲輪同軸,鋼絲輪外圍帶鋼絲刷,當電機轉動時,鋼絲刷對轉子表面進行拋光打磨。拋光滑臺由步進電機驅動,可根據拋光情況對鋼絲輪進行徑向調節,對鋼絲刷和轉子間施以不同拋光壓力,提高拋光效果。拋光過程中產生的碎屑等微粒通過吸塵器排出拋光倉。通過放大10倍顯示轉子硅鋼片間隙圖像,實時觀測拋光效果。具體拋光流程及電氣接線見文獻[3]。
2 選型及斷電保護問題
三菱PLC可運用在復雜的運動控制中[4-8],本系統選擇了三菱Fx1s,其優勢在于離散控制和運動控制,有豐富的控制指令,還有專門用于運動控制的定位指令,伺服和步進控制方便實現。
編寫程序要盡量滿足系統的穩定性。在能滿足系統穩定性時,要最大限度的簡化程序,特別注意程序的安全保護:急停裝置、互鎖保護、防誤操作等。PLC控制系統設計流程如圖2所示。

圖2 PLC控制系統設計流程示意
2. 1 I/O口分配
I/O分配是程序編輯前的重要步驟,明確的I/O分配表可減少程序設計帶來的修改。I/O口主要關系到輸入輸出元件的關系。根據輸入輸出的要求和特性,可以寫出I/O分配表如表1所示。

表1 I/O分配表
2. 2 氣缸控制
控制氣缸主要是控制電磁閥的通、斷電,進而改變壓縮空氣與氣缸的接入狀態。電磁閥通電時,閥芯接通壓縮空氣和氣缸,氣缸按照設定的方向運動,故氣缸的控制可以按照繼電器和接觸器的通斷控制方法。在雙作用的氣缸中,必須保證只能是單個氣缸接通壓縮空氣,兩個氣缸同時接入不能工作,在程序編輯時需要加入互鎖步驟保證安全。
單作用氣缸的控制如點動控制或自鎖電路,單作用氣缸控制如圖3所示。具體是把Y0常開輔助觸點與起動按鈕X0并聯,當得到起動按鈕X0的信號后Y0輔助觸點閉合,進行狀態保持,此時再松開起動按鈕X0,Y0也不會斷開,當停止按鈕X1斷開時,Y0斷電常開觸點斷開,起到停止作用。雙作用氣缸中需要加入互鎖開關,其互鎖的意思是兩個開關不能同時打開,即將A回路串聯B回路的常閉輔助觸點,將B回路串聯A回路的常開輔助觸點,兩個控制回路起到相互制約的目的。
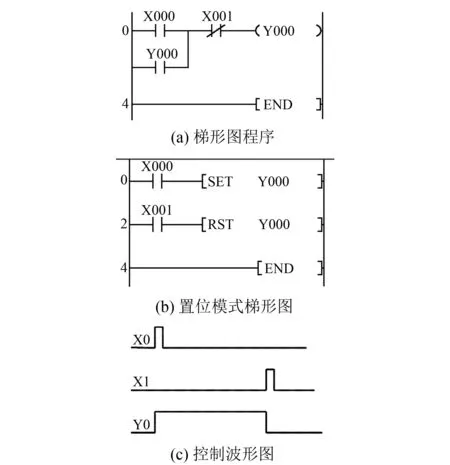
圖3 氣缸控制
線圈的自鎖和互鎖電路不僅用于氣缸控制回路,還可以直接運用于異步電機的通斷。由于異步電機只需接通和斷開交流電源就能控制電機的起動和停止過程,故可將自鎖和互鎖電路直接用于異步電機控制電路。
2. 3 步進電機控制
本拋光機的步進電機使用脈沖控制法,即PLC發出一個脈沖,步進電機旋轉一個步距角。使用PLC的高速脈沖輸出連續的脈沖信號就可讓步進電機旋轉,變化的脈沖頻率起到調速的目的,定量的脈沖數目用來定位。
直接起動的單向定量脈沖輸出[PLSY],用來產生指定數量和頻率的脈沖。該指令可以直接調用,調用方式如圖4所示。

圖4 PLCY指令調用方式和輸出波形
在X0為ON 時,Y0輸出頻率為1 000 Hz,個數由D0指定,當輸出脈沖個數達到設定值D0時,脈沖停止輸出,執行結束的脈沖標志位M8029動作,M8029動作可作為下一程序的觸發標志。由圖5可得輸出的脈沖占空比為50,且輸出控制不受掃描周期的影響。

圖5 拋光機起動保護程序
脈沖輸出必須使用晶體管的輸出方式,且輸出I/O為Y0和Y1。指令執行過程中,修改目標操作數,程序將在下一次運行該指令時有效。指令的輸出范圍為10~100 kHz,最高速度或轉換過程超過頻率范圍,系統自動轉換到規定范圍內執行。
2. 4 安全保護
機械設備穩定運行是設計的目標。控制系統中必須加入保護程序,以免誤操作帶來傷害。緊急停止是所有機械必備的功能,不同的設計者和程序員使用的方法也不相同。在本機械中,緊急停止用了PLC的區間復位功能,按鈕接通時,區間復位功能強制把機械涉及到的輔助繼電器復位,所有軟原件復位后,機械停在當前位置,只有鋼絲輪和吸塵器受慣性影響不會即刻停下。
本裝置中,檢查的部分是調試選擇開關、后門開關情況,同時還加入了機器運行狀態檢查。機器運行狀態檢查是保證機械正常運行的必要條件。一個工作周期還在執行過程中,操作者觸發開始按鈕,如果程序中沒有起動鎖定,機械就會在當前轉為開始運行的狀態,輕則損壞產品和機械,重則造成人員傷亡。拋光機起動保護程序如圖5所示。
在本控制程序中,使用輔助繼電器M11作為機械運行狀態的監視,當機械的一個周期未完成時,輔助繼電器M11才能接通,當程序單個周期還在運行時,輔助繼電器M11斷開輸入信號,起到運行保護作用。
2. 5 系統歸零點
運動位置歸零是運動控制不可缺少的組成部分,拋光機中使用系統歸零程序是系統穩定快速運行的保證。本機器在單個周期運行前設置了系統歸零點,主要目的是針對系統非正常關閉導致部件不在零點的影響,也用于緊急停止的恢復步驟,系統歸零程序如圖6所示。

圖6 拋光機系統歸零點程序
本拋光機中,輔助繼電器M10是單次恢復的觸發元件,M9是單次觸發的自鎖,過程中檢查需要歸零的信號,對未歸零的信號執行歸零步驟,其中主要是步進電機的歸零。步進平臺不在最高和最低位置時執行向下走程序,下限傳感器得到信號時,切斷脈沖輸出,完成步進電機的歸零。
2. 6 仿真設置
程序編輯完成后,選擇“梯形圖邏輯測試啟動”,程序模擬寫入PLC完成后,彈出“LADDER LOGIC TEST TOOL”對話框,該對話框是模擬PLC實際的運行界面。在GX Developer中會彈出“監視狀態”消息框,其為仿真系統掃描周期時間和模擬PLC的運行狀態。
在監視和模擬條件下,常閉觸點變成藍色,并實時輸出運行結果。仿真系統和監視模式相同導通的元件以藍色顯示,藍色塊狀的顯示方式可以直觀的查看軟原件的當前狀態,如圖7所示。

圖7 系統監視執行界面
仿真軟件運行時通過藍色標識顯示軟原件的通斷狀態,可以通過軟件了解PLC的運行步驟,同時還會顯示計數器、寄存器等的當前值。但是由于高速通道信號切換過快,故軟件不顯示高速通道運行狀態。在程序仿真和系統監控界面,可以利用“軟原件測試”功能,強制修改目標元件的當前狀態,如:軟原件開閉、輸入信號、寄存器當前值等。利用強制修改的方法可以實現無需外維線路觸發程序,模擬傳感器、信號發生器、各類開關的信號輸入,對程序穩定性調整、設備安全方面有重要意義。
2. 7 觸摸屏及操作界面設計
觸摸屏中的調試界面,目的是方便用戶對設備進行測試和修改,功能通過操作臺的選擇開關切換。該拋光機選用步科Eview ET070觸摸屏,可支持多種廠家的控制器與之連接,EV5000軟件是上海步科MT4000/5000系列HMI專用組態編輯軟件,也兼容本拋光機的Eview ET070觸摸屏。
串口通信選擇RS-232,組態過程中選擇通信方式為RS-232,9 600 bps,偶校驗,7,1;站號:0。圖8為觸摸屏通信設置。

圖8 EV5000通信設置界面
使用該通信方式時,PLC為默認的通信方式,無需進入PLC中修改。使用步科專用的編程軟件EV5000,通過軟件設置操作界面數目、操作界面和查看界面等功能,編輯時可做元件、圖形、配方等功能。圖9為觸摸屏控制界面。

圖9 觸摸屏控制界面
3 結 語
本文根據自主研發的電機轉子拋光機硬件平臺,設計了電氣主回路及控制回路。以三菱Fx1s PLC作為拋光機的控制系統,以行程開關、光幕檢測、各接觸器狀態量為控制器輸入信號,對轉子夾具、可調滑臺、拋光電機、吸塵器等執行元件進行控制,設計了觸摸屏及操作界面。結合人工上下料,本成套設備可直接應用于電機轉子拋光工藝中。
[1] 閆鋒,玉佳彬.超高效電機的關鍵制造技術[J].電機與控制應用,2013,40(7): 9-12.
[2] 簡金權,王建波,張建新,等.電機轉子酸洗機研發與應用[J].電機與控制應用,2015,42(3): 17-19.
[3] 朱海燕,張今朝,鄔偉奇,等.一種電機轉子拋光機結構與電氣系統設計[J].實驗技術與管理,2016,33(12): 85-88.
[4] 三菱FX系列編程手冊.三菱株式會社[Z].2009.
[5] 三菱公司.三菱微型可編程控制器用戶手冊(通信篇)[G].2012.
[6] 張傳娟.淺談PLC在工業控制領域中的應用[J].數字技術與應用,2011(10): 17+19.[7] 劉麗華,李笑.基于PLC與觸摸屏的玻璃清洗機控制系統設計[J].制造業自動化,2008,30(6): 58-61.
[8] 劉清,韓寶玲,羅慶生,等.S7-200可編程控制器在新型智能碼垛機器人中的應用研究[J].制造業自動化,2008,30(7): 39-43.
Design of Programmable Controller in Motor Rotor Polishing Machine
ZHANG Jinzhao1, ZHU Haiyan1, Lü Jianlu2, QIAN Suxiang1, LEI Xiaojun1
(1. School of Mechanical and Electrical Engineering, Jiaxing University, Jiaxing 314001, China;2. School of Mechanical Engineering, Changzhou University, Changzhou 213164, China)
According to the hardware platform and electrical circuit of the motor rotor polishing machine, Mitsubishi PLC Fx1s for the polishing machine operation control system were designed. Using executive components such as rotor clamp, adjustable slider, polishing machine and dust collector were controlled. In addition, the touch screen and operation interface were designed. Complete sets of equipment had been applied to the engineering practice.
rotor polishing; control system; programmable logic controller (PLC)
浙江省科技廳公益性項目(2015C31055);浙江省教育廳項目(Y201534544);嘉興市科技項目(2014AY11007)
張今朝(1971—),男,博士研究生,副教授,研究方向為電力電子與電力傳動方面。 朱海燕(1976—),女,研究方向為機械制造及自動控制方面。 呂健璐(1989—),男,碩士研究生,研究方向為機電傳動與控制。 錢蘇翔(1963—),男,博士研究生,教授,研究方向為檢測技術與信號處理、機電設備狀態監測與故障診斷等方面。
TM 33
A
1673-6540(2017)07- 0066- 05
2016 -10 -24
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
