焊接工藝對TPI單軸拉伸力學性能的影響
2017-08-17 12:02:11胡建輝李一坡陳務軍房光強彭福軍
載人航天 2017年4期
關鍵詞:力學性能
陰 悅,胡建輝,2,3,李一坡,陳務軍?,房光強,彭福軍,謝 超
焊接工藝對TPI單軸拉伸力學性能的影響
陰 悅1,胡建輝1,2,3,李一坡1,陳務軍1?,房光強4,彭福軍4,謝 超4
(1.上海交通大學空間結構研究中心,上海200240;2.上海交通大學海洋工程國家重點實驗室,上海200240;3.上海交通大學高新船舶與深海開發裝備協同創新中心,上海200240;4.上海宇航系統工程研究所,上海201109)
為研究熱塑性聚酰亞胺(TPI)薄膜的力學性能,對其母材試件(M50)和兩種不同焊接工藝的焊接薄膜試件(C50、T50)進行單軸拉伸試驗。試驗結果與分析表明:TPI薄膜母材M50的屈服強度約為40? 1 MPa,焊接膜材C50、T50的屈服強度分別為34? 4 MPa、39? 6 MPa。薄膜母材與焊接薄膜的抗拉強度及彈性模量基本一致。焊接溫度影響TPI焊接膜材的屈服應力,不同焊接工藝對TPI焊接薄膜的抗拉強度及彈性模量無顯著影響。
熱塑性聚酰亞胺(TPI)薄膜;單軸拉伸試驗;抗拉強度;屈服應力;彈性模量
1 引言
熱塑性聚酰亞胺(Thermoplastic Polyimide,TPI)具有耐輻射、耐高低溫、耐磨損等優異的綜合性能,在航空航天、汽車、電子等高新技術領域應用前景廣闊[1]。美國航空航天局(NASA)首先開展了TPI等高性能耐高溫膠粘劑的研究[2],后來國內外諸多學者在TPI材料的熱性能及磨損性能方面進行了大量研究。李新貴等[3]研究了不同溫度下TPI粉末在氮氣、氦氣、氬氣及空氣中的熱降解過程,給出了熱分解溫度、最大的降解率、在高溫下焦炭產量及TPI的激活能量等熱降解參數。Nazarychev等[4]運用分子動力模擬的方法研究了溫度、冷卻速率、分子量及變形速率對TPI材料單軸變形彈性模量的影響。Samyn等[5]運用熱分析與拉曼光譜測量的方法研究了TPI圓柱體試件的磨損性能。與粉末、空心管等應用形式相比,TPI薄膜在大面積太陽帆制造等航天領域以及印刷電路板制造等電子工業領域使用更為廣泛。Saeed等[6?7]研究了TPI薄膜的粘彈性力學性能及粘合接頭中部分酰胺化TPI薄膜的粘合強度。嚴輝等[8]研究了TPI薄膜的制備方法及熱力學和介電性能。崔曉萍等[9]研究了氣相二氧化硅改性TPI薄膜的制備方法及熱力學性能。現有文獻對于TPI薄膜的研究主要集中在制備工藝及其化學特性,而研究TPI薄膜力學性能的文獻相對較少。為了保證TPI薄膜作為航空結構、電子產品組分時力學性能穩定,防止其發生拉伸破壞,有必要對其破壞行為以及抗拉強度、屈服強度、彈性模量等基本力學性能指標進行詳細研究。此外,焊接作為擴展TPI薄膜幾何尺寸的一種重要手段,TPI焊接膜材的力學性能及不同焊接工藝的比較與優選也應得到研究。
本文首先對TPI薄膜母材及其焊接膜材分別進行單軸拉伸試驗;得到TPI薄膜母材與焊接膜材的抗拉強度、極限應變及拉伸應力?應變曲線;采用基于應變能理論確定高分子材料屈服點的方法,計算TPI薄膜母材與焊接膜材的屈服強度、屈服應變及彈性模量;最后結合試驗結果分析TPI薄膜與焊接膜材力學性能的差異。
2 單軸拉伸試驗方法
2? 1 試件
TPI薄膜采用日本三井化學生產的熱塑性聚酰亞胺薄膜,通過裁切的方法制作長條試件,裁切時確保試件邊緣平整、兩邊平行且無可見缺陷。TPI薄膜母材試件的厚度為50 μm,平面尺寸如圖1(a)所示。將兩條TPI薄膜母材的端頭進行搭接,然后進行焊接得到TPI薄膜焊接試件,焊接試件幾何尺寸與TPI薄膜母材試件相同,如圖1(b)所示。
試驗共制備兩種焊接試件,分別選用Cover? tex公司的鋪展連續行走焊接工藝與Taiyo Kogyo公司的履帶行走式焊接工藝。兩種工藝均沿試件寬度方向進行焊接,焊接軌跡為直線。焊接時均采用雙面加熱,直壓焊接,隔離帶材料為Kapton?HV,兩種焊接工藝的最大區別在于焊接控制溫度,具體焊接參數見表1。TPI薄膜經焊接后,表面微細纖維紋路,平整且無微氣泡,焊縫邊有微細褶皺,柔韌性及抗撕裂較好。
將TPI薄膜試件分為三組,分別為TPI母材、Covertex焊接膜材及Taiyo Kogyo焊接膜材,簡寫記為M50、C50及T50。考慮到TPI薄膜力學性能的離散性,每組均選取5個試件。

表1 TPI薄膜焊接試件焊接工藝參數Table 1 Welding parameters of TPI welding films
2? 2 試驗條件
拉伸速率對塑料薄膜的彈性模量、屈服強度、屈服應變、抗拉強度及斷裂延伸率有一定影響。塑料薄膜拉伸試驗方法中給出拉伸速度選擇范圍為1~500 mm/min,一般情況下,硬質材料和半硬質材料選用較低拉伸速度,軟質材料選用較高拉伸速度[10]。TPI薄膜質地較軟,故試驗拉伸速率定為100 mm/min,試驗時室內溫度為(24±1)℃。
2? 3 單軸拉伸實驗
采用AG?X/250電子材料試驗機進行拉伸試驗,試驗機加載誤差小于2 N。考慮到TPI薄膜質地較軟且為了避免試驗機誤差對試驗結果的影響,夾持試件時施加預緊力3 N使試件得到充分展平。為了便于夾持試件,在試件端部增加長度為50 mm的鋁箔夾片。
3 結果與討論
3? 1 試驗現象
在拉伸的過程中,TPI薄膜試件首先被拉緊,然后伸長量逐漸增大,同時塑性變形逐漸增加直至試件拉斷,破壞形式為延性破壞;在拉伸過程中,TPI薄膜母材與焊接膜材均出現褶皺現象,如圖2所示。薄膜母材試件M50在試件端部處破壞,焊接膜材C50、T50總計10個試件中有少數為近夾具處斜拉破壞,多數為焊縫邊緣附近破壞,焊縫處具有足夠的強度。
3? 2 應力應變曲線
根據式(1)、式(2)計算可得工程應力及工程應變[11]:
式中,σ、ε、F、b、h、ΔL和L分別表示工程應力、工程應變、軸向拉力、試件寬度、試件厚度、伸長量及試件標距。
圖3(a)、(b)、(c)分別表示M50、C50及T50的5個試件工程應力?應變曲線。由于TPI試件拉伸至抗拉極限后強度下降,因此曲線只截取試件從開始拉伸至強化階段的部分。可以看出:TPI薄膜在拉伸時,初始階段的應力?應變滿足近似線性關系;此后曲線的斜率逐漸減小,材料發生非線性彈性變形,但沒有明顯的屈服流動現象,屈服點不夠明顯;當應力達到抗拉強度之后,試件強度下降明顯,與焊接試件相比,母材試件強度下降更顯著。
3? 3 抗拉強度與極限應變
根據試件M50、C50與T50的單軸拉伸應力?應變曲線,以曲線極大值點作為材料的極限強度點,分別得到三者的抗拉強度及極限應變,如表2所示。其中,σb、εb分別表示抗拉強度和極限應變。母材試件M50的抗拉強度為82? 2 MPa,極限應變為6? 53%;焊接試件C50的抗拉強度比母材試件M50低1? 40%;焊接試件T50的抗拉強度比母材試件M50低1? 80%。可以看出,TPI焊接膜材的抗拉強度較之母材略有降低,但無明顯差別;焊接試件C50的抗拉強度比T50高0? 82%;不同焊接工藝對TPI薄膜抗拉強度無顯著影響。
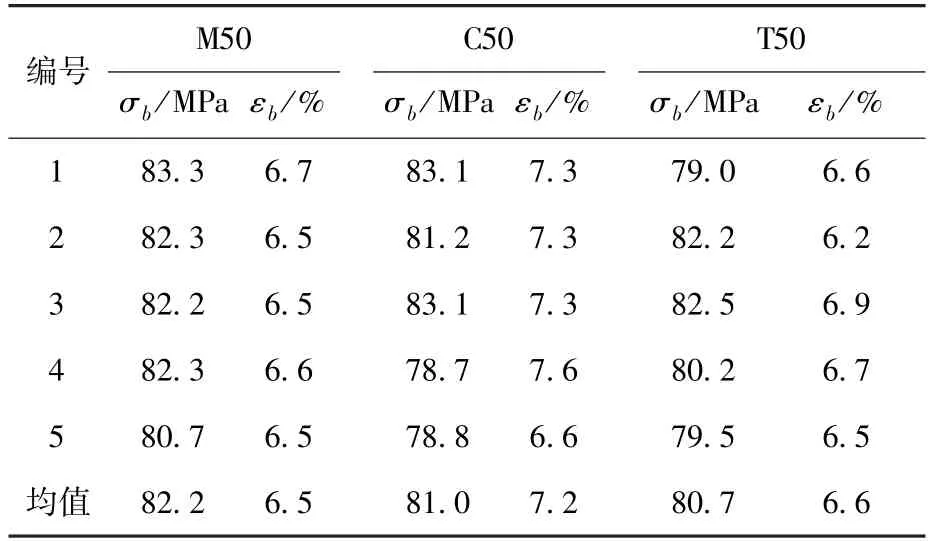
表2 TPI薄膜試件抗拉強度及極限應變Table 2 Tensile strength and strain of TPI films
3? 4 屈服應力與屈服應變
高分子材料加載時具有明顯的粘彈性和粘塑性,其應力?應變曲線也呈現出明顯的非線性特征,因此確定其屈服點只能通過近似方法[11]。TPI薄膜單軸拉伸時的應力?應變曲線沒有明顯的屈服流動階段,屈服點不易確定。Davidow等[12]提出了一種確定非線性材料屈服點的方法,該方法依據材料試驗所得的應力?應變曲線及應變能理論,可有效地反映應力?應變為非線性關系的材料的屈服應力與屈服應變。
具體方法如下:在實測得到的應力?應變曲線上選擇一個點,假設加載至該點時材料始終處于線彈性階段,其應力?應變關系為式(3):
式中E為彈性模量。
由式(3)可得,加載至該點時材料吸收的應變能U′為式(4):
式中,σy為屈服強度,εy為屈服應變。
材料加載至該點時,應力?應變滿足非線性關系,通過數值積分方法計算出加載至該點時材料實際吸收的應變能U,若估算應變能U′與實際應變能U的誤差在合理范圍內(一般選擇5%),則認為該點為材料的等效屈服點,如式(5)所示;
根據TPI薄膜試件屈服點的確定結果,可分別得到M50、C50與T50的屈服強度與屈服應變如表3所示。可以看出,對TPI薄膜進行焊接會降低其屈服強度與屈服應變。其中,焊接試件C50的屈服強度與屈服應變分別比母材試件M50低14? 4%和21? 6%,而焊接試件T50的屈服強度與屈服應變分別比母材試件M50低1? 4%和4? 2%,差值均在5%以內,其性能并未受到太大影響。
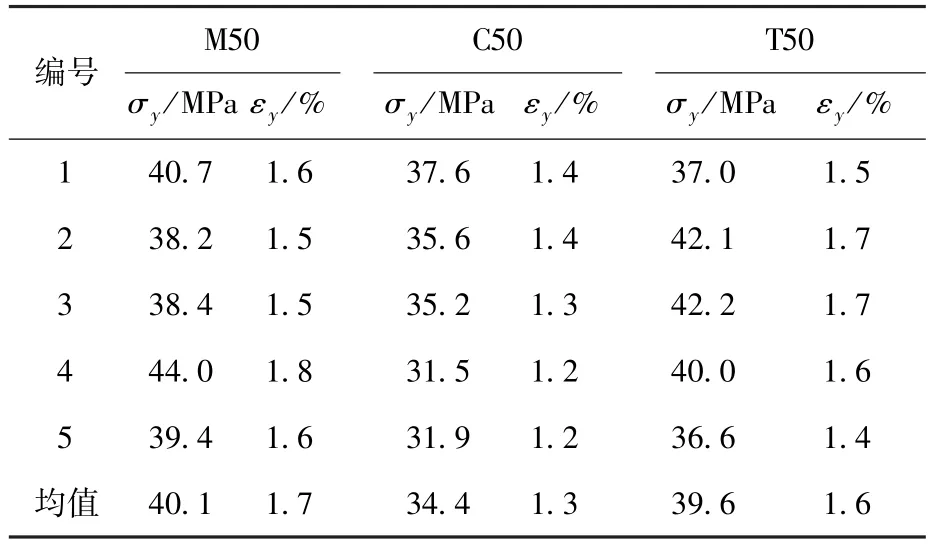
表3 TPI薄膜試件屈服強度及屈服應變Table 3 Yield stress and strain of TPI films
C50與T50的焊接寬度類似,但高溫對TPI材料強度的影響更為明顯[4]。C50焊接溫度為290°C,比T50的焊接溫度(275°C)高9? 09%,高溫狀態下的TPI薄膜黏度下降,使材料剪切速率提高而增加了取向,取向的增加會使聚合物分子鏈中呈現各向異性的力學性能,而焊縫處由于分子的相聚而使垂直方向上的取向增多,從而降低了屈服強度。從材料的屈服強度來看,T50試件的焊接工藝優于C50試件的焊接工藝。
3? 5 彈性模量
由TPI薄膜試件拉伸應力?應變曲線(圖3(a)、圖3(b))可以看出,在拉伸初始階段,TPI薄膜處于近似線彈性階段,故可參考這一階段的曲線確定其彈性模量。為了避免TPI薄膜屈服后的數據對彈性階段數據的影響,選擇取屈服點之前的曲線用最小二乘法進行線性擬合,以直線斜率作為試件的彈性模量,具體結果如表4所示。

表4 TPI薄膜試件彈性模量Table 4 Elastic modulus of TPI films
可以看出,焊接試件C50的彈性模量比母材試件M50大1? 2%,焊接試件T50的彈性模量比母材試件M50小2? 7%。TPI焊接膜材與TPI薄膜母材的彈性模量基本一致,不同焊接工藝對TPI焊接膜材的彈性模量無顯著影響。
4 結論
1)在溫度為(24±1)°C,拉伸速率為100 mm/min的拉伸試驗條件下,TPI薄膜母材試件破壞位置位于鋁箔夾持處,焊接試件于焊縫邊緣處破壞。TPI薄膜無明顯屈服流動階段,屈服點不明顯;到達抗拉強度后,母材試件強度下降比焊接試件更為明顯。
2)TPI薄膜母材的抗拉強度約為81? 0 MPa,極限應變約為6? 5%,彈性模量約為2600 MPa;TPI焊接膜材的上述力學指標與薄膜母材基本一致。TPI薄膜母材的屈服應力約為40? 1 MPa,焊接試件的屈服強度低于母材試件。
3)焊接溫度影響TPI焊接薄膜的屈服應力,而不同焊接工藝對于TPI焊接薄膜的抗拉強度、極限應變及彈性模量影響不大。T50焊接薄膜力學性能指標與TPI母材薄膜較為接近。
(References)
[1] 王凱,高生強,詹茂盛,等.熱塑性聚酰亞胺研究進展[J].高分子通報,2005,(3):25?32.Wang K,Gao S Q,Zhan M S,et al.Development of thermo?plastic polyimide[J].Polymer Bulletin,2005,(3):25?32.(in Chinese)
[2] Clair T L S.Recent developments in polyimide adhesives at NASA?Langley Research Center[R].NASA?TM?81936,1981.
[3] Li X G,Huang M R,Bai H,et al.Thermogravimetry of ther?moplastic polyimide powders under four different atmospheres[J].Macromolecular Materials&Engineering,2001,286(7):421?428.
[4] Nazarychev V M,Lyulin A V,Larin S V,et al.Molecular dynamics simulations of uniaxial deformation of thermoplastic polyimides[J].Soft Matter,2016,12(17):3972?3981.
[5] Samyn P,Quintelier J,Schoukens G,et al.The sliding be?haviour of sintered and thermoplastic polyimides investigated by thermal and Raman spectroscopic measurements[J].Wear,2008,264(9?10):869?876.
[6] Saeed M B,Zhan M S.Effects of monomer structure and imi?dization degree on mechanical properties and viscoelastic be?havior of thermoplastic polyimide films[J].European Polymer Journal,2006,42(8):1844?1854.
[7] Saeed M B,Zhan M S.Adhesive strength of partially imidized thermoplastic polyimide films in bonded joints[J].Interna?tional Journal of Adhesion&Adhesives,2007,27(1):9?19.
[8] 嚴輝,李楨林,張雪平,等.熱塑性聚酰亞胺薄膜的制備與性能研究[J].中國膠粘劑,2016,25(6):26?29.Yan H,Li Z L,Zhang X P,et al.Study on preparation and properties of thermoplastic polyimide film[J].China Adhe?sives,2016,25(6):26?29.(in Chinese)
[9] 崔曉萍,朱光明,劉文元.氣相二氧化硅改性熱塑性聚酰亞胺薄膜的制備及性能[J].高分子材料科學與工程,2016,32(5):151?155.Cui X P,Zhu G M,Liu W Y.Preparation and properties of thermoplastic polyimide hybrid films modified by fumed SiO2[J].Polymer Materials Science&Engineering,2016,32(5):151?155.(in Chinese)
[10] GB/T 1040? 3?2006塑料拉伸性能的測定第三部分:薄膜和薄片的試驗條件[S].GB/T 1040? 3?2006 Plastics?Determination of Tensile Proper?ties Part 3:Test Conditions for Films and Sheets[S].(in Chinese)
[11] 胡建輝,陳務軍,孫瑞,等.ETFE薄膜單軸循環拉伸力學性能[J].建筑材料學報,2015,18(1):69?75.Hu J H,Chen W J,Sun R,et al.Mechanical properties of ETFE foils under uniaxial cyclic tensile loading[J].J.Build.Mater,2015,18(1):69?75.(in Chinese)
[12] Davidow S A,Fridley K J.Development of design values for wood?plastic composite materials[J].Journal of Materials in Civil Engineering,2003,15(5):415?418.
(責任編輯:龐迎春)
Effects of Welding Technology on Uniaxial Tensile Mechanical Properties in Thermoplastic Polyimide Films
YIN Yue1,HU Jianhui1,2,3,LI Yipo1,CHEN Wujun1?,FANG Guangqiang4,PENG Fujun4,XIE Chao4
(1.Space Structures Research Center,Shanghai Jiao Tong University,Shanghai 200240,China;2.State Key Laboratory of Ocean Engineering,Shanghai Jiao Tong University,Shanghai 200240,China;3.Collaborative Innovation Center for Advanced Ship and Deep?Sea Exploration,Shanghai Jiao Tong University,Shanghai 200240,China;4.Aerospace System Engineering Shanghai,Shanghai 201109,China)
To study the mechanical properties of the thermoplastic polyimides(TPI)films,uniaxial tensile tests were conducted in TPI base films(M50)and two different TPI welding films(C50 and T50).The results showed that the yield stresses of M50,C50 and T50 were 40.1 MPa,34.4 MPa and 39.6 MPa,respectively.The tensile strength and the elastic modulus of TPI base films and welding films were similar.The yield stress of TPI welding films was influenced by the welding tem?perature while the effects of welding technology on the tensile strength and the elastic modulus of TPI welding films were not significant.
thermoplastic polyimide(TPI)films;uniaxial tensile tests;tensile strength;yield stress;elastic modulus
TU532? 2
A
1674?5825(2017)04?0546?05
2017?03?06;
2017?06?02
國家自然科學基金(51608320);博士后科學基金(2016M591677;2017T100298)
陰悅,男,碩士研究生,研究方向為膜材料與膜結構設計。E?mail:yinyue_sjtu@sjtu.edu.cn
?通訊作者:陳務軍,男,博士,教授,研究方向為膜材料與膜結構設計。E?mail:cwj@sju.edu.cn
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
