汽車涂裝線車身定位視覺檢測系統研發與應用
2017-08-20 02:26:14蔡昕
汽車工程師 2017年9期
蔡昕
(北京現代汽車有限公司)

隨著汽車行業的蓬勃發展和競爭加劇,汽車企業越來越重視工廠生產效率的提升[1-8],視覺系統在自動化生產及質量控制領域的大量應用,使其成為提升涂裝工廠生產效率的重要手段[9-10]。文章介紹了在高鏈速汽車涂裝生產線上,利用視覺方法檢測車身的定位情況,通過計算車身與掛具基準點間的定位誤差,在車身進入生產線前及時發現定位異常車輛,防止因定位異常導致涂裝過程中白車身脫離掛具從而引起故障及報廢車產生。通過反復驗證,該系統達到了設計綱領要求,對保證前處理-電泳生產線的高速正常運行具有重要意義。
1 系統構成與設計
1.1 系統概述
文章以一座年產能45萬輛的涂裝工廠的涂裝生產線為例,圖1示出該汽車涂裝生產線前處理工段入口局部示意圖。該前處理-電泳生產線的生產節拍為102輛/h,鏈速為0.16 m/s,前處理工段總共有7個噴淋工段和7個浸漬工段,全長298 m;電泳工段總共有5個噴淋工段和3個浸漬工段,全長194 m。如圖1所示,在車身進入前處理-電泳線入口前,需將車身從滑橇轉換到掛具上并用防脫鉤鎖緊,在氣缸鎖緊的2個工位安裝車身定位視覺檢測系統,利用工業相機檢測車身與掛具基準點的相位偏差,與設定的誤差允許范圍進行對比,通過對比結果判斷定位是否準確,若相位偏差超出誤差允許范圍則發出報警信號。
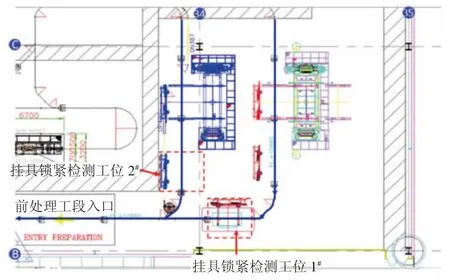
圖1 某汽車涂裝生產線前處理工段入口局部示意圖
1.2 系統構成
圖2示出車身定位視覺檢測系統整體構成圖。視覺檢測部分由9個相機組成,型號均為Cognex CAMCIC2000 60G,每個相機配置1個輔助光源,其中1個相機用于拍攝掛具號;8個相機拍攝白車身在掛具上的定位位置,設定允許的定位誤差范圍為±20 mm(距離)和±10°(角度)。掛具號信息和白車身定位圖像與生產信息系統傳輸的車身信息共同保存。9個相機均為以太網工業相機,通過網絡交換機與視覺檢測系統控制柜相連,控制柜通過車輛追蹤系統接收車輛信息。當操作箱發出車輛占位信號后視覺檢測系統開始工作,進行圖像拍攝處理并計算車身在掛具上的定位狀態,發出信號經DI/O板卡通過現場總線傳輸至傳輸鏈控制柜PLC中,并通過工廠設備管理系統向中央控制室報警,實現遠程監控。
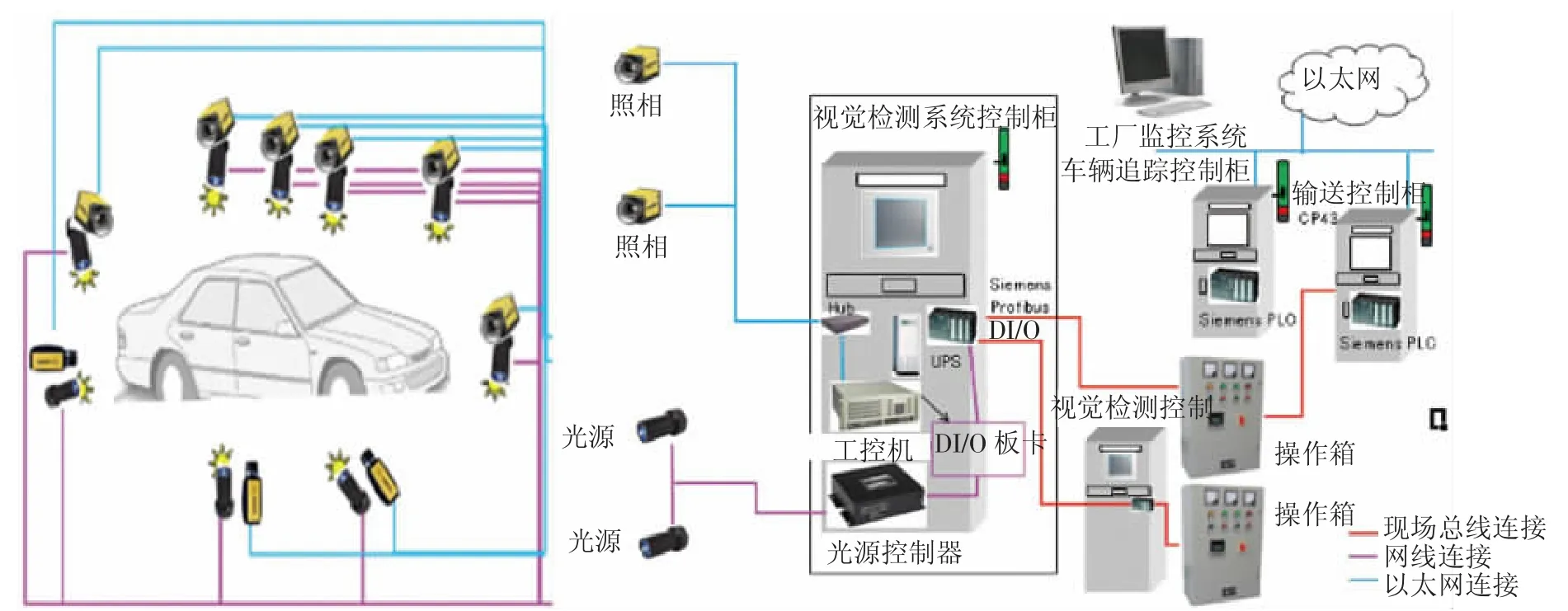
圖2 車身定位視覺檢測系統整體構成
1.3 車身定位視覺檢測原理
在拍攝車身定位信息的9個相機中,4個相機(①②③④)用于拍攝掛具與車身接觸的4個定位板的相對位置;2個相機(⑤⑥)用于拍攝掛具前端2個防漂浮鎖緊裝置鉤在前地板上的狀態;2個相機(⑦⑧)用于拍攝掛具后端3個防漂浮掛具鎖緊鉤子在后地板上的狀態;還有1個相機(⑨)用于識別掛具號碼。各相機拍攝位置分布,如圖3所示。
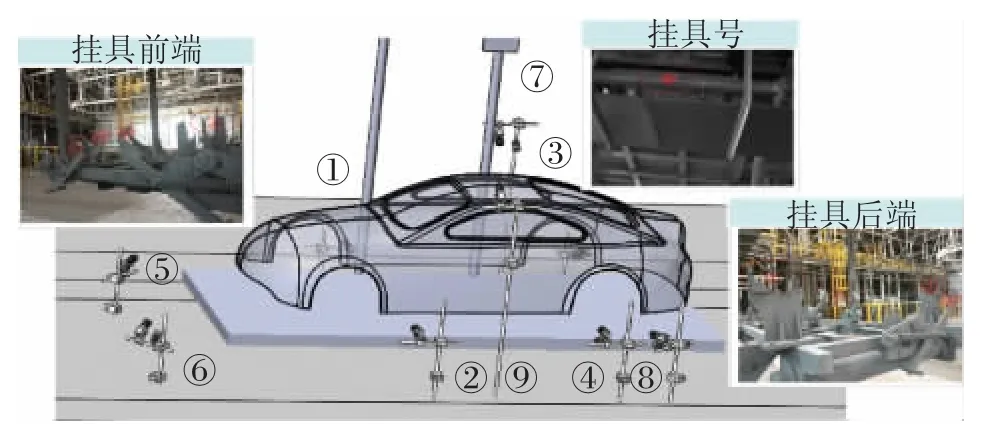
圖3 車身定位視覺檢測系統各相機拍攝位置分布圖
圖4示出某車型各定位點視覺檢測及判定事例,通過樣本采集的方式檢測車身定位誤差。
在進行圖像處理前,預先選取車身特定位置(如孔等)作為車身樣本圖像,并選取掛具定位板的特定位置作為特征點;利用全圖掃描樣本匹配的方式檢測出車身和掛具位置,計算2個特征點間的相對位置;將計算結果與設定的定位誤差比對,若測量值超過設定值則認為定位異常。經測試,最終定義該系統的檢測誤差范圍為±2 mm,角度誤差范圍為±5°。
1.4 報警功能設計
視覺檢測系統首先通過車輛追蹤控制柜(如圖2所示)獲取生產系統車型信息,并與現場通過光電開關識別的車型信息進行對比,若兩者不一致則系統報警,待維護人員確認車型信息后再進行車身定位檢測;若兩者一致則視覺檢測系統啟動,判定車身定位狀態,若定位異常亦進行報警,防止定位不準的車身進入后續的前處理-電泳線,如圖5所示。
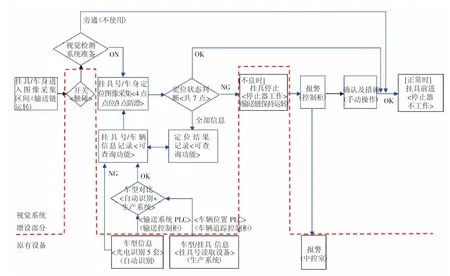
圖5 車身定位視覺檢測系統報警功能
具體實施方式為:當載有白車身的掛具進入車身定位檢測工位時,輸送鏈停止器觸發,掛具抱緊,輸送鏈給出占位信號,光源接收信號并點亮,車輛追蹤PLC控制柜將車型信息發送給系統,延時1.5 s后光電管將識別車型信息發送給系統并進行車型數據對比,延時5 s后視覺檢測系統啟動拍照,系統將拍攝的掛具定位點與車身上特征點進行算法測量并與樣本做比較,如果比較結果一致,發送OK信號給PLC,掛具抱緊裝置打開,車輛通過;反之則發送NG信號,掛具抱緊裝置不打開,系統報警,直到人為調整車身在掛具上位置與特征點的測量值滿足標準后再執行車輛放行動作;每次檢測執行過程完成后視覺檢測系統復位,光源熄滅,等待下一輛車身到達時的啟動信號。掛具前進程序的控制原理和停止器控制程序,分別如圖6和圖7所示。

圖6 車身定位視覺檢測系統掛具前進程序控制原理

圖7 車身定位視覺檢測系統停止器控制程序
1.5 軟件界面及功能
車身定位視覺檢測系統軟件界面包括的各界面功能如下:
1)主界面主要包含生產系統中當前車輛數據信息、8套相機捕捉車輛在掛具上放置位置的圖片,以及按照算法對車輛位置狀態的判定結果。
2)功能導航界面包含用戶管理、用戶登錄、修改履歷、報警履歷、檢索履歷、PLC I/O設置、車型設置、誤差范圍限值設定、光源參數設置及數據編輯等功能。
3)用戶管理界面包含權限設置功能,分為3個等級權限:1級用戶僅有用戶登錄、用戶退出、報警履歷查詢等功能的權限;2級用戶除包括1級用戶的使用權限外,還包括修改履歷查詢、檢索履歷查詢、PLC I/O設置、車型設置、上/下限設定、光源設定及數據刪除等功能的操作權限;3級權限用戶能操作視覺檢測系統的所有功能。
4)用戶登錄界面是針對不同權限級別的用戶輸入工號和相應口令實施登陸的窗口。
5)修改履歷界面包含2級用戶及3級用戶對視覺檢測系統各種參數修改痕跡的記錄。
6)報警履歷界面包含視覺檢測系統每日判定NG的詳細內容。
7)檢索履歷界面包含根據時間、掛具號、判定OK/NG等情況查詢每輛車通過時狀態的功能。
8)PLC I/O設置界面記錄了視覺檢測系統判定時信號傳遞的詳細過程。
9)車型設置界面包含對各個車型進行編號定義、拍攝位置及拍攝點數量的定義以及為添加新車型數據預留定義窗口。
10)誤差范圍限值設定界面包含各個拍攝點上/下限值的參數設定,掛具鎖角度誤差范圍為±10°,定位板距離誤差范圍為±20 mm。
11)光源參數設置界面包含對各個點位光源的亮度及曝光度等參數的設定。
12)數據編輯界面包含每輛車身判定結果保存周期及刪除時間的設定。
2 工程應用
將研制的車身定位視覺檢測系統應用于涂裝生產現場。該涂裝車間全年生產時間是315 710 min,年均因車身定位不準而發生故障時間為452 min,產生報廢車5輛。該檢測系統自使用以來,前處理/電泳工段至今未發生因車身定位不準而導致的停線故障及報廢車產生,有效確保了涂裝車間運轉率95.5%運營目標的達成,并實現成本節約477 648元/年。
3 結論
文章研制了一種車身定位視覺檢測系統,并應用于涂裝車間前處理-電泳線入口處。系統采用9個相機拍攝車身定位信息和掛具信息,實現了車身與掛具基準點相對位置誤差的在線檢測,并可對定位異常情況進行及時報警;系統采用樣本匹配的方法獲取車身定位信息,距離檢測精度為±2 mm,角度檢測精度為±5°。所研制的視覺檢測系統取得了良好的工程應用效果,對提高涂裝生產線效率和節約成本等具有重要意義。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
家庭影院技術(2017年9期)2017-09-26 03:41:45
濰坊學院學報(2016年2期)2016-12-01 13:00:11