淺析高鎖螺母研制過程中出現的問題及解決措施
2017-09-03 10:07:10陳方利
福建質量管理 2017年8期
關鍵詞:測量
陳方利
(貴州中航電梯有限責任公司 貴州 遵義 563000)
淺析高鎖螺母研制過程中出現的問題及解決措施
陳方利
(貴州中航電梯有限責任公司 貴州 遵義 563000)
本文就航空航天領域所用抗拉型高鎖螺母在研制生產過程中呈現出來的一些工藝技術問題提出了一些自己的意見和建議,希望對大家有所幫助。
高鎖螺母;研制過程;出現的問題;解決措施
在多年的高鎖螺母研制和生產過程中,有以下幾個難題總是困擾著廣大工程技術人員,本人在生產實踐中總結后大致分四類敘述于后:
一、收口工裝的加工精度無法保證,從而影響收口的形狀和尺寸
由于高鎖螺母收口采用三點收口的形式,設計的工裝結構往往采用內圓錐面與錐頭凸模配合的結構形式,可考慮在改制的滾絲機上進行收口,具體的結構見下圖:
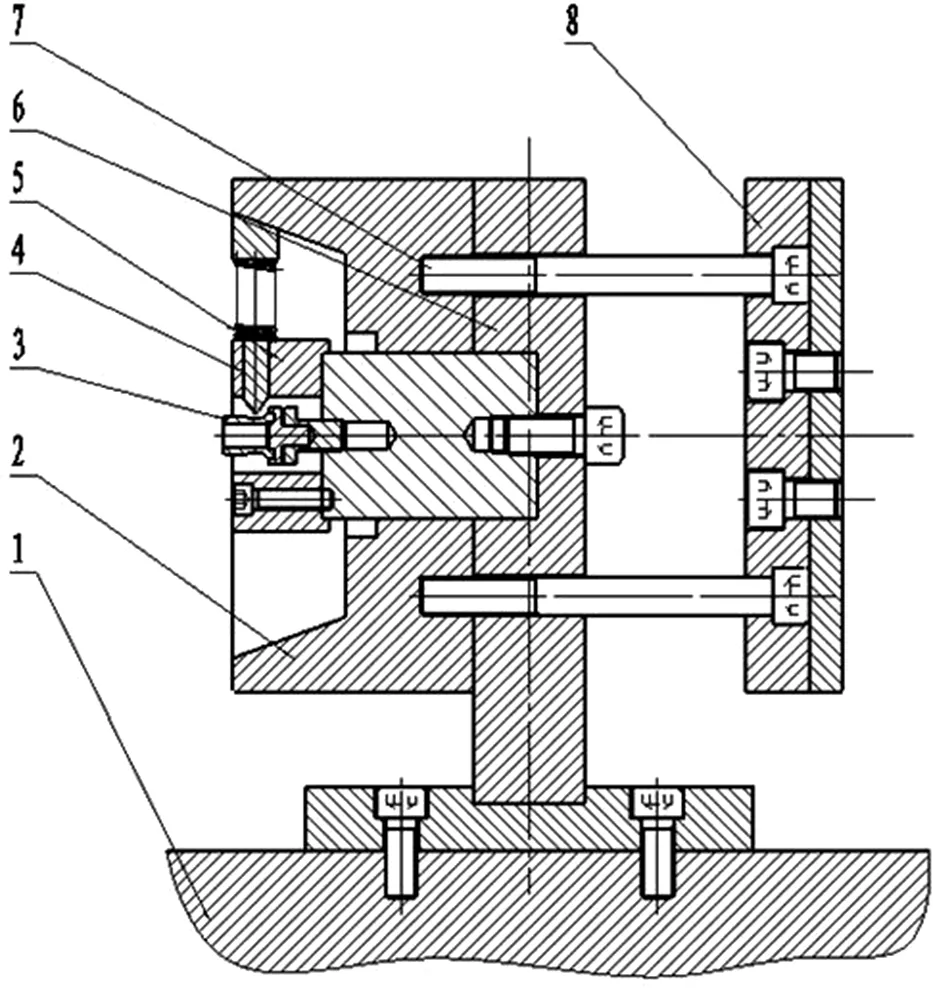
1.滾絲機底座;2.內錐套;3.高鎖螺母;4.定位套組件;5.收口凸模;6.固定組件;7.推桿;8.推力板組件
該結構的工作原理是:將高鎖螺母安裝在定位套組件上,推力板組件提供水平方向的推力,通過推桿傳遞作用力,使內錐套2產生一個沿徑向方向的分力,推動收口凸模5作徑向移動,達到高鎖螺母徑向收壓變形的作用。
出現的問題:1、在加工過程中,出現由于內錐面的加工角度有誤差,同時,在加工收口凸模時,由于凸模錐面的形狀加工比較困難,采用線切割先切割出錐面,然后采用鉗工磨制其配合面,這樣做的形狀精度差,導致與錐面配合后產生的分力在三個方向上不一致,在產品上產生的變形就不一致,出現深淺不一,在鎖緊性能試驗中體現出鎖緊力矩比較分散且波動較大的現象。2、收口尺寸不便于調整:由于各個型號都采用同一個內錐套2,因此,相鄰兩個型號之間的收口主要靠機床的行程來保證。
解決的措施:經過以上對現象進行分析,結合在數控車床上采取液壓三爪卡的夾緊工作的原理,對原工裝進行了改進設計,采取對液壓卡盤進行優化,在三爪上安裝收口凸模,在卡盤底部增加推桿,并將推桿連接在推力板組件上。改進后的收口工裝工作原理與原結構原理相同,只是由于卡盤現已屬于標準機床附件,已進行了標準化生產,其加工尺寸及形狀精度都非常高,三個方向上的凸模在徑向上的移動量相同,即解決了收口不穩定的問題。經過收口試驗,鎖緊性能數據比較集中,能滿足產品收口要求。
二、收口后的尺寸測量可靠性差
高鎖螺母收口后,其形狀變略為不規則三角形,且形成一定的錐度,因此采用常規的測量方法即用游標卡尺或外徑千分尺進行收口尺寸的檢測時,出現的缺點是因每人的手勢及力度不同,測量位置不統一等這些人為因素,使收口尺寸的測量值差異大。
解決措施:為最大限度的消除人為因素對測量值的影響,結合杠桿千分尺寸測量尺寸時,其活動測頭通過彈簧力的作用,與零件接觸而讀數,不受測量人的手勢和力度的影響這一原理。對杠桿千分尺寸進行改進,在活動測頭上增加定位套,定位套的定位尺寸,根據收口深度的不同而設計不同的尺寸。每次測量時,都先對千分尺寸進行校準后,再將定位套裝入杠桿千分尺的測頭,把零件放置在定位套上,左右轉動零件,觀察千分表上的指針穩定后,就能根據指針對應的數值讀出收口尺寸的測量值。用改進后的杠桿千分尺測量,使得收口尺寸的測量可靠性差的問題得到了有效解決。
三、擰斷力矩及預緊力不合格
出現的問題:擰斷力矩及預緊力波動大。
產生的原因為:經過分析,斷頸槽部位的加工精度,直接對擰斷力矩產生重大影響,在加工時,由于沒有對該尺寸公差進行加嚴控制,致使該部位的控制尺寸一致性差,從而導致試驗數據出現較大的波動。
解決的措施為:對該部位的尺寸加嚴控制,具體為斷頸槽的尺寸公差控制為0.04,而內孔尺寸公差控制為0.03,同軸度公差為0.03;為達到上述控制要求,采取的措施為:1、采用高精度數控車床,以首道工序精加工的安裝部位外圓及端面為裝夾和定位基準,加工斷頸槽及鏜內孔;2、為了保證內孔尺寸及深度,制作了光滑塞規控制內孔的尺寸及孔加工的深度尺寸;3、采用在高精度光學投影儀上檢測首件外圓尺寸,并且每20件加工后,操作者還必須對槽尺寸進行自檢;4、因每批材料的熱處理硬度會有所不同,如都按相同的尺寸加工,則會出現預緊力有時會超出標準規定的要求,因此,在工藝文件中對該尺寸增加了每批調試的要求,在生產中,首件加工時,斷頸槽的加工尺寸,必須送試驗室試驗后確定,且尺寸公差不大于0.04。5、為同時滿足擰斷力矩及預緊力都達到要求,把試驗中的擰斷力矩規定控制在中下差,以此來確證加工尺寸。
四、十六醇潤滑狀態對產品性能影響
出現的問題:1、合格產品存放在成品庫一段時間后,復驗預緊力矩,出現預緊力矩不合格,偏小。2、不同規格的產品采用相同濃度配比的十六醇進行浸涂潤滑,出現預緊力矩不合格。
原因分析:1、由于長時間暴露在空氣中,十六醇會出現揮發,導致表面的潤滑狀態發生變化。2、不同規格的螺紋,由于其螺紋幾何尺寸有所不同,在內螺紋型面所容納的十六醇混合物固化后應有所不同,如采用相同的參數,則會形成如調試為大規格性能合格,則小規格的就會出現超大,相反則會出現大規格的達不到要求。
解決措施:1、對產品的存放狀態了作具體的要求:規定產品在涂復后24小時內完成復驗,并購置了真空包裝機,產品包裝后抽真空塑封入庫。2、對于不同規格的高鎖螺母,進行十六醇參數調試,摸索出對應的范圍,確保產品最終的性能達到要求。
[1]陳宏鈞.機械加工技師綜合手冊[M].北京:機械工業出版社,2006
[2]殷國富 徐雷.機床夾具設計手冊.北京:機械工業出版社,2004
[3]王先逵.機械制造工藝學.北京:機械工業出版社,2007
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
