熱交換器用鋁合金復合管材的制備新技術
2017-09-21 01:53:27楊英春王立娟李鵬偉張海濤崔建忠
材料與冶金學報 2017年3期
關鍵詞:界面
韓 星, 楊英春, 王立娟, 孫 巍, 李鵬偉, 張海濤, 崔建忠
(1.遼寧忠旺集團有限公司,遼寧遼陽510651;2.東北大學材料電磁過程研究教育部重點實驗室,沈陽110819)
熱交換器用鋁合金復合管材的制備新技術
韓 星1, 楊英春1, 王立娟1, 孫 巍1, 李鵬偉1, 張海濤2, 崔建忠2
(1.遼寧忠旺集團有限公司,遼寧遼陽510651;2.東北大學材料電磁過程研究教育部重點實驗室,沈陽110819)
采用自行設計制造的包覆鑄造裝置成功制備出尺寸為Φ140 mm/Φ110 mm的4045/3003鋁合金包覆鑄錠,通過反向熱擠壓將包覆鑄錠制備成鋁合金復合管材.通過OM、SEM、拉伸實驗、剪切實驗對界面組織和性能進行了分析和測定.結果表明,利用該裝置制備的鋁合金包覆鑄錠表面質量良好,界面清晰,無氣孔、夾雜,界面處元素發生互擴散,并形成約20 μm的過渡層,平均抗拉強度為103.3 MPa,抗剪切強度為80.2 MPa,兩種合金實現冶金結合.反向熱擠壓后得到的復合管材,界面處保持了鑄態時的層狀結構特點.
包覆鑄造;結合強度;鋁合金復合管材
金屬材料的復合化和功能化是21世紀新材料發展的主要趨勢之一,兩種或多種性質不同、功能單一的金屬材料經過一定的復合工藝結合在一起的雙金屬復合管材以其獨特的結構、性能、加工成本的優勢得到了人們極大地關注[1-2].生產制備雙金屬復合材料的方法種類繁多,主要有爆炸復合法、自蔓延高溫合成焊接法、軋制復合法、鑄造復合法等等[3].其中直接水冷半連續鑄造復合法由于其成本低、工序簡單、勞動強度低、界面結合強度高等優點,近幾年得到了迅速的發展,被廣泛地應用在汽車船舶、機械電子、石油化工、航空航天和國防軍工等方面,受到國內外廣泛的關注[4].1982年日本開始CPC(軋輥包覆層連續澆鑄法)的研究,現在已經用于工業化生產高速鋼軋輥[5].吳春京等[6]采用雙結晶器方法連續鑄造出鋅鋁合金的雙金屬復合圓棒.張衛文等[7]采用雙流澆注連續鑄造的方法制備出Al和Al-Si合金的梯度材料,但該方法易發生混流,難以得到界面清晰、良好結合的復合材料.2006年Novelis FusionTM法[8]宣布已經進入商業化生產,實現突破性進展.2013年李繼展等[9]采用連續鑄造法成功制備出尺寸為Φ160 mm/Φ80 mm的鋁合金復層圓鑄坯,由于該方法中內層金屬的散熱只是通過外層金屬的傳導散熱,所以很難控制界面的穩定性,容易發生混過度重熔甚至混流,而且該方法僅適用于外層金屬固相線高于內層金屬液相線的合金組合.而關于低包覆率的用于生產復合冷凝管的鋁合金包覆鑄錠鑄造技術尚未見報道.
本文采用自行設計制造的包覆鑄造裝置,通過優化工藝參數,最終用直接水冷半連續鑄造工藝完成了尺寸為Φ140 mm/Φ110 mm的4045/3003包覆鑄錠的實驗室制備,經過反向熱擠壓后,得到以冷凝管為目標產品的復合管材.
1 實驗材料及方法
包覆鑄造實驗裝置示意圖如圖1所示,主要包括:1—皮材中間包、2—流槽及分流盤(同時起熱頂作用)、3—石墨環、4—皮材冷卻水、5—水冷鋁套、6—芯材中間包、7—石墨內套、8—水冷銅套、9—芯材冷卻水、10—復合界面、11—復合鑄錠、12—引錠.芯材3003合金(其主要合金元素是Mn),是3XXX系防銹鋁的典型代表,其耐蝕性能很好,接近工業純鋁的耐蝕性.4045合金是4XXX系鋁合金中常見的合金,高的硅含量使其耐磨性能和高溫性能較好,強度較大,而且熔點低,流動性能良好,具有很好的釬焊性能.兩種合金成分如表1所示.
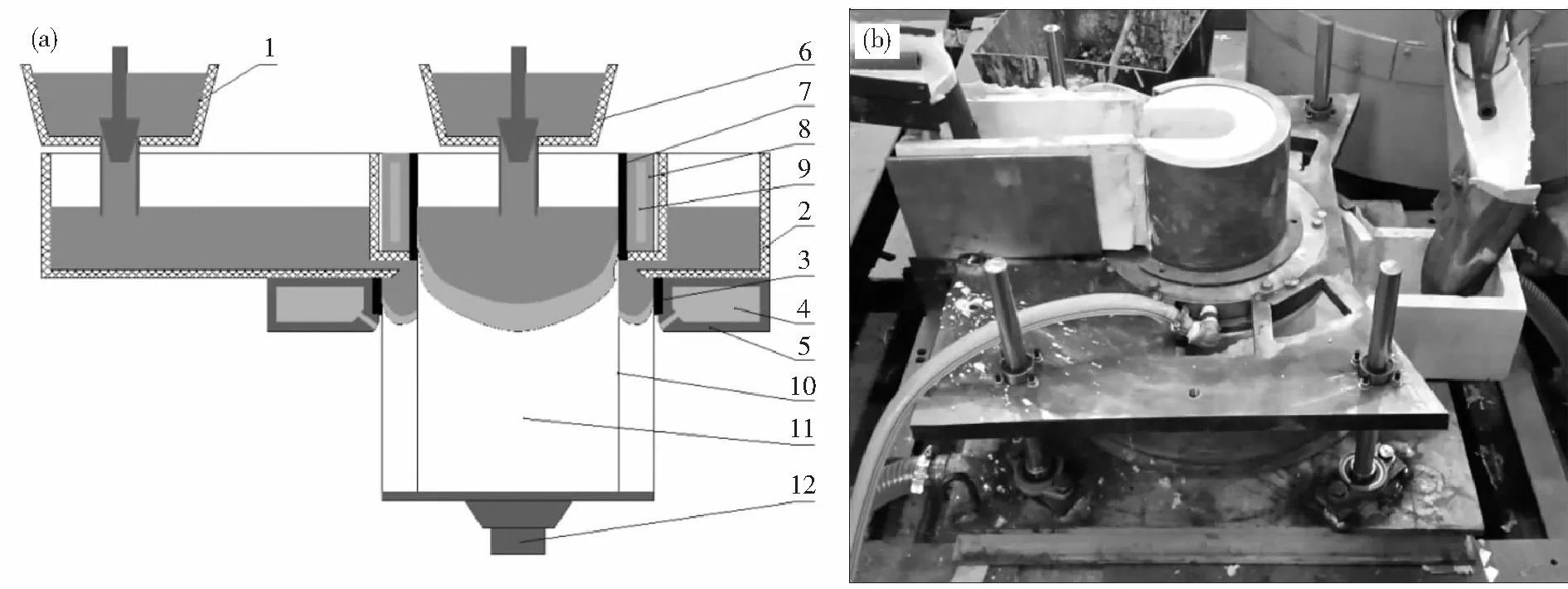
圖1 鑄造復合結晶器示意圖和實物圖Fig.1 Crystallizer of the cladding casting process(a)—示意圖; (b)—實物

Table 1 Alloy compositions (mass fraction) %
本實驗中,皮材相對于芯材而言尺寸很小,故皮材采用同水平分流方式,保證皮材熔體到達界面時各處溫度相同,界面更加穩定.先將芯材合金澆入內結晶器,內結晶器由水冷銅套和石墨內套組成,水冷銅套通入冷卻水,作為芯材冷卻裝置,石墨內套對芯材合金液起激冷作用;待芯材合金開始凝固并形成一定厚度的固態支撐層時,澆入皮材合金,同時啟車.皮材冷卻系統包括石墨環的一次冷卻和隨后的二次冷卻.皮材合金液進入外結晶器后,與芯材支撐層接觸,此時接觸面溫度較高的溫度能保證合金元素發生一定程度的擴散,形成具有冶金結合的復合界面.隨著鑄造繼續進行,鑄錠被進一步冷卻,獲得包覆鑄錠.包覆鑄造工藝參數如表2所示.將鑄錠鋸切成350 mm長,進行均勻化處理(560 ℃×12 h,空冷至室溫),再對表面進行車削處理.最后進行穿孔反向熱擠壓得到復合管材.擠壓拉拔工藝參數如表3所示.
分別在包覆鑄錠和復合管材縱截面取樣,用質量濃度為120 g/L的NaOH溶液對結合良好的橫截面進行腐蝕,觀察分析其宏觀形貌,經過機械打磨拋光,用體積分數為0.5%的HF溶液腐蝕30 s左右,在金相顯微鏡下(Leica DMR)觀察界面處的微觀組織.通過場發射掃描電鏡分析合金元素Si和Mn在界面處的分布情況,用452SVD自動轉塔數顯維式硬度計進行顯微硬度測試.根據GB/T228-2002與復層材料剪切方法[10],在復合界面處取拉伸試樣和剪切試樣若干,在MTS-810電子萬能試驗機上對試樣進行拉伸試驗與剪切測試,測定界面結合強度.
表2 包覆鑄造工藝參數
表3 擠壓工藝參數
2 實驗結果與分析
2.1 包覆鑄錠界面組織
經腐蝕后的界面宏觀組織如圖2(a)所示,皮材最外層是一周細小的等軸晶(見圖中A),當熔體進入結晶器后,結晶器溫度低,與結晶器接觸的很薄一層熔液產生強烈過冷,而且結晶器可作為非均勻形核的基底,因此,立刻形成大量的晶核,這些晶核迅速長大至互相接觸,形成由細小的、方向雜亂的等軸晶粒組成的細晶區.沿著中心方向出現柱狀晶(見圖中B),激冷區中的晶體向鑄錠中繼續成長時,因為晶體的成長速度是各向異性的,最大成長速度的方向平行于散熱的相反方向的晶體,它擠壓相鄰的晶體而迅速成長,其他的晶體被淘汰,結果使晶體的數量減少,形成柱狀晶.隨著“細晶區”殼形成,使內層液體的冷卻速度變慢,并且由于結晶時釋放潛熱,故細晶區前沿液體的過冷度減小,形核變得困難,只有細晶區中現有的晶體向液體中生長.在這種情況下,只有一次軸(即生長速度最快的晶向)垂直于結晶器壁(散熱最快方向)的晶體才能得到優先生長;而其他取向的晶粒,由于受鄰近晶粒的限制而不能發展.因此,這些與散熱相反方向的晶體擇優生長而形成柱狀晶區,各柱狀晶的生長方向是相同的.芯材由復合界面處沿徑向生長柱狀晶(見圖中C),由縱截面看,柱狀晶基本不分叉,并不完全垂直于軸向而是有些向下傾斜,這是由于鑄造時底部溫度較低,在鑄造方向形成一定的溫度梯度,沿豎直生長柱狀晶(見圖中D).
復合鑄錠的微觀界面結合并不如宏觀組織所見的平滑,有彎曲呈波浪線狀,并且沒有發現微觀裂紋、夾雜、氣孔等缺陷,如圖2(b)所示.左半部分為皮材4045鋁合金,主要由α-Al(如圖中A′)和針狀的Al-Si共晶相(如圖中B′)構成;右半部分為芯材3003鋁合金α-Al(如圖中A′)和條形的MnAl6相(如圖中D′)構成.皮材合金液接觸到芯材支撐層后,受激冷作用開始以支撐層為基底非勻質形核形成初生α-Al相.初生α-Al相沿著冷卻方向由芯材支撐層向皮材合金液中生長,形成柱狀晶,同時向周圍熔體中排除Si溶質,隨著溫度進一步降低,最終形成共晶組織.在皮材以芯材支撐層為基凝固的過程中,由于芯材支撐層剛出石墨內套,表面溫度較高,再加上皮材合金液也具有較高的溫度,甚至使支撐層外表面發生微熔,這就促進了芯材中Mn元素和皮材合金中Si元素的擴散,使兩種合金發生熔合擴散結合.
熔合擴散結合是以接觸處固態金屬的局部微熔、固-液間的相互擴散為基礎的.過熱4045鋁合金熔液與固態的3003鋁合金接觸時,一方面固態金屬表面受熱至重熔,另一方面液態金屬以固態金屬表面為基底,以非均勻形核的方式向液相凝固.在制備過程中,提高金屬熔體溫度及熱作用時間均有利于金屬間的熔合及擴散結合.但是,過高的溫度和過長的停留時間,容易導致3003鋁合金過度重熔,甚至完全混熔.對于反應結合的金屬復層材料,溫度越高和停留時間越長,發生界面反應的可能性越大,而且反應程度越嚴重.因此,嚴格控制制備溫度和高溫下的停留時間(即鑄造速度)是制備高性能4045/3003鋁合金復合鑄錠的關鍵.圖中可見約20 μm過渡層,說明達到了良好的結合.
2.2 包覆鑄錠界面合金元素分布
為了能夠定量表征界面附近的成分分布情況,對結合界面處的合金元素進行了微區的能譜分析.圖3(a)為界面處所取的微觀試樣在掃描電鏡下的二次電子像照片,左側為4045合金,右側為3003合金,中間暗灰色的線為復合界面.從圖中可以看出,左側基體中白色條狀的相為共晶硅相,右側基體中的相為含Mn相,界面附近并沒有新相的形成.為了研究界面兩側Si和Mn元素的分布情況,分別在界面兩側25 μm的范圍內每隔5 μm,打點進行能譜分析,并以距界面距離為橫坐標、各元素含量(質量分數)為縱坐標,繪制成分曲線,可以得到兩種元素在界面附近的分布情況,如圖3(b)所示.
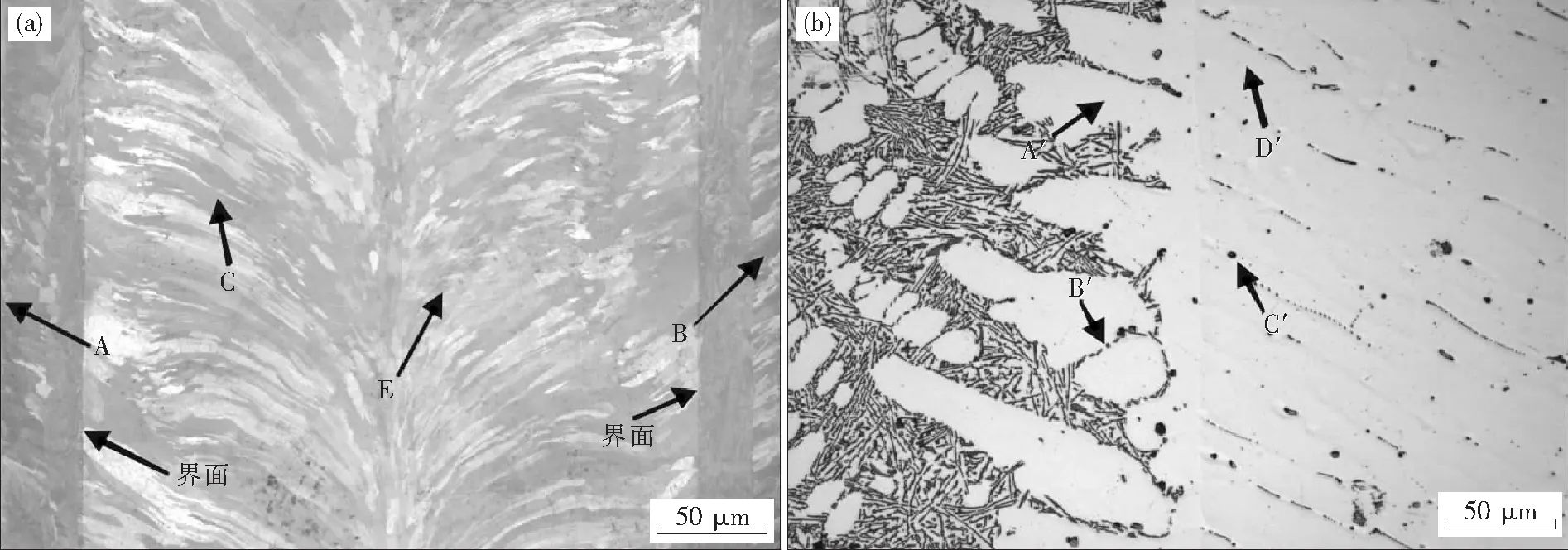
圖2 包覆鑄錠界面宏觀形貌與微觀組織Fig.2 Macrostructure and microstructure of the interface(a)—宏觀形貌; (b)—微觀組織
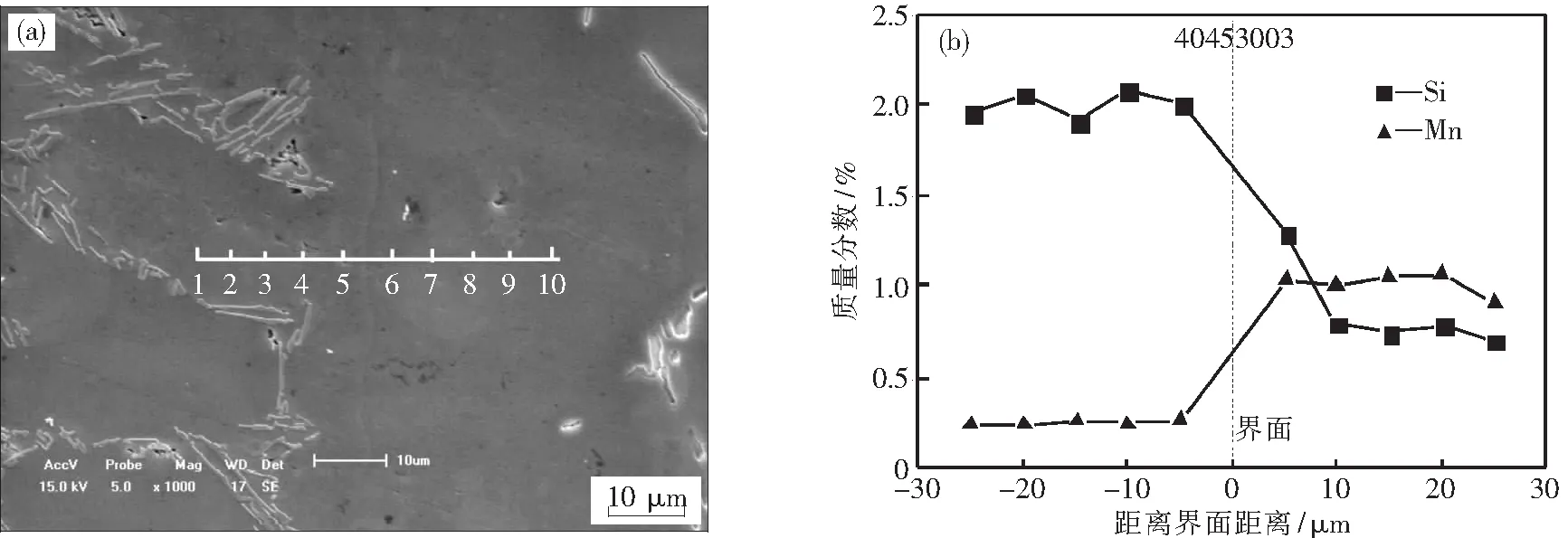
圖3 界面處二次電子像照片和元素分布Fig.3 Secondary electron image and compositions distribution in the interface region(a)二次電子像片; (b)—元素分布
皮材4045鋁合金熔體經分流槽流入內結晶器,與芯材3003鋁合金的高溫半固態或固態支撐層接觸,較高的溫度和合金元素的濃度差促使Si元素、Mn元素發生不同程度非穩定態擴散,并越過界面.圖3為在界面兩側Si和Mn兩種合金元素的分布曲線,由圖可知,從4045合金一側到3003合金一側,Si元素含量(質量分數)由2.0%減少到0.8%左右,擴散層厚度大約為15 μm,Mn元素含量(質量分數)由0.25%增加到1.0%左右,擴散層厚度約為10 μm.
由菲克擴散定律可知,如果擴散系數與濃度、距離無關,則菲克第二定律可寫成

(1)
擴散系數可用下式表示

(2)
式中,D0為擴散系數;Q為擴散激活能;R為摩爾氣體常數;T為熱力學溫度.
由此可見,溫度是影響擴散系數的主要因素.兩種合金剛接觸時,皮材合金熔體溫度較高,且處于液態,Si原子的振動能較大,因此借助于能量起伏而越過勢壘進行遷移的原子的概率較大,這樣,界面處的Si元素由液態的皮材向固相的芯材擴散時有相對較大的擴散系數;而與皮材接觸的芯材支撐層此時已經凝固,元素在固態中的擴散系數要遠遠小于液體中[11].由文獻[12]得知,Si元素和Mn元素在鋁中的擴散系數分別為 3.5×10-5m2s-1(344~631 ℃)、 2.2×10-5m2s-1(450~650 ℃), 通過式(2)計算可得兩者的擴散系數分別為2.64×10-12m2s-1(627 ℃)、 2.22×10-12m2s-1(627 ℃),Si元素的擴散系數大于Mn元素.另外,在擴散過程中Si元素的濃度梯度遠大于Mn元素.綜合以上幾點原因,在鑄造復合過程中,合金元素在界面處發生擴散時,Si元素更容易越過界面向芯材擴散,形成的擴散層厚度要大于Mn元素.
2.3 包覆鑄錠界面結合強度
復合鑄錠界面結合強度的大小直接決定了能否成功將其擠壓成復合管材.若界面結合強度過低,則在擠壓過程中會出現兩種合金相對滑動的現象,導致兩種合金先后被擠出.因此,界面結合強度是復合鑄錠質量的關鍵指標.
圖4為復合鑄錠不同位置的界面結合強度.界面平均抗拉強度為103.3 MPa,且斷口位于3003鋁合金一側,說明界面抗拉強度高于3003鋁合金;平均抗剪切強度為80.2 MPa,高于3003鋁合金基體的抗剪切強度,從而保證在后續的擠壓過程中界面處不會發生相對滑動.
為了深入研究界面結合情況,對剪切完成后的兩側斷口進行能譜分析,見圖5.從圖中可以看到,3003鋁合金一側的斷口含有較多的韌窩, 而4045鋁合金一側較少,這是由兩種鋁合金塑性差異決定的.能譜分析結果見表4,點Z1與點Z4分別為4045和3003鋁合金的基體,點Z2與點Z3是位于4045鋁合金一側的富Mn相,而點Z6是位于3003鋁合金一側的富Si相,進一步驗證了界面處合金元素發生了擴散.
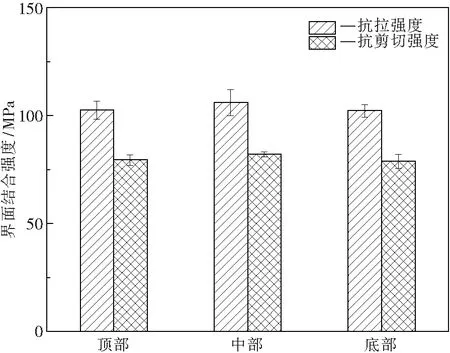
圖4 復合鑄錠不同位置的界面結合強度Fig.4 Bonding strength at different positions of the cladding billet
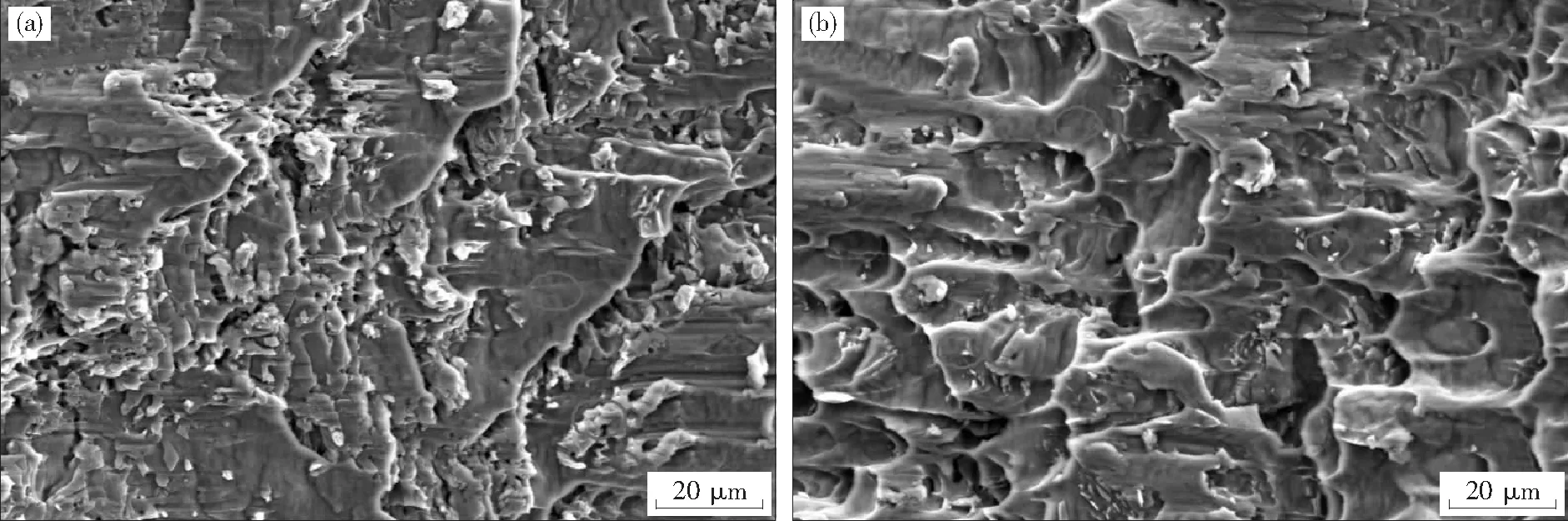
圖5 剪切斷口形貌Fig.5 Shear fracture morphologies(a)—AA4045 側; (b)—AA3003 側

Table 4 EDS results of the shearing fractures (mass fraction) %
2.4 復合管材界面特征
擠壓拉拔后復合管材界面微觀組織如圖6所示,復合管材界面清晰、平直,保持了鑄態時的層狀結構特征,這說明在反向擠壓后,界面兩側合金結合良好,沒有熔合現象.從各組界面微觀組織的對比中可以看出,4045鋁合金與3003鋁合金的第二相明顯破碎,細化,均勻彌散地分布在基體中,在縱截面上也可以明顯地觀察到擠壓后組織的方向性.但是4045側的第二相明顯比3003側的第二相多,這是由于Si元素在固溶體中的溶解度很小,共晶硅很容易在鑄造過程中析出,而3003主溶質元素Mn含量少,且在固溶體中的溶解度比Si大.
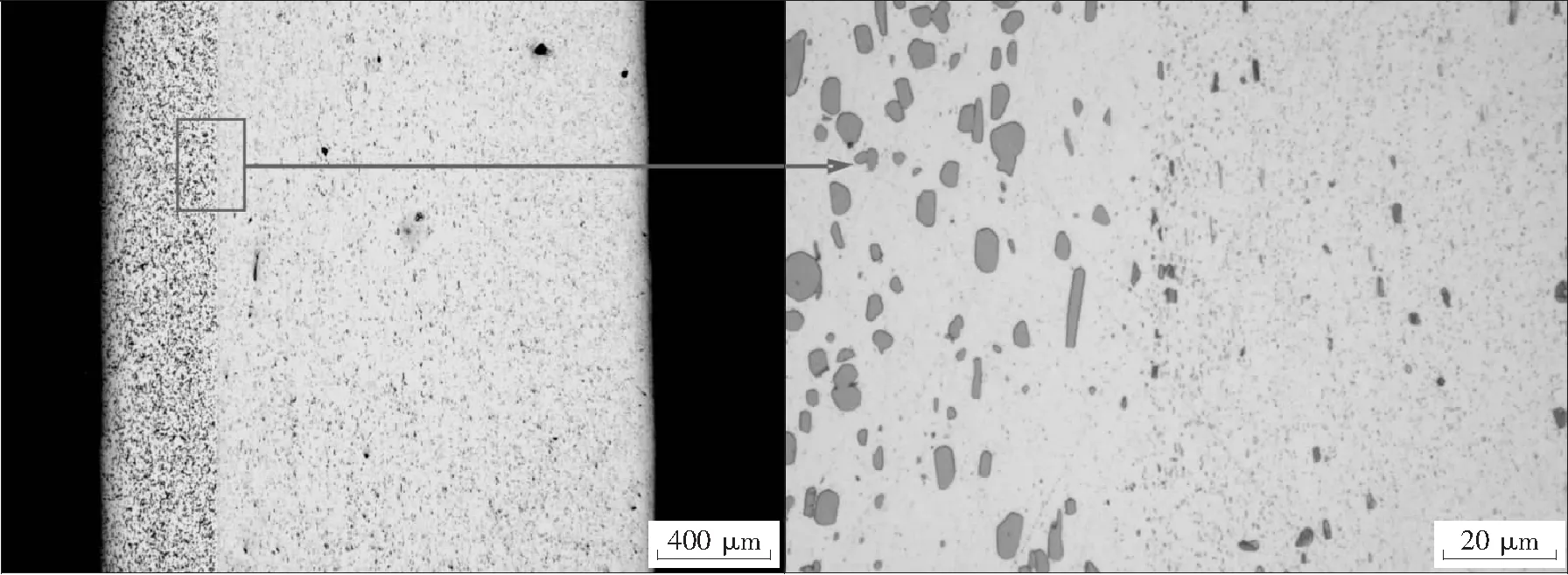
圖6 擠壓后復合管材界面微觀組織Fig.6 Interfacial microstructure of as-extruded cladding pipe
3 結 論
(1)采用自行設計制造的包覆鑄造裝置成功制備出尺寸為Φ140 mm/Φ110 mm的高質量4045/3003鋁合金包覆鑄錠,通過反向熱擠壓將包覆鑄錠制備成鋁合金復合管材.
(2)包覆鑄錠界面清晰,曲率規則,無氣孔、夾雜,兩種合金通過熔合擴散結合到一起,界面處合金元素Si和Mn發生互擴散,并形成約20 μm的過渡層.
(3)4045/3003包覆鑄錠平均抗拉強度為103.3 MPa,界面結合強度大于3003合金的抗拉強度,抗剪切強度為80.2 MPa,均高于基體強度,兩種合金實現冶金結合.
(4)反向熱擠壓后,復合管材保持了鑄態時層狀結構特征.
[1]彭大暑, 劉浪飛, 朱旭霞. 金屬層狀復合材料的研究狀況與展望[J]. 材料導報, 2000, 14(4): 23-24. (Peng Dashu, Liu Langfei, Zhu Xuxia. Review in research and development of clad metal sheets[J]. Materials Review, 2000, 14(4): 23-24. )
[2]陳燕俊, 周世平, 楊富陶, 等. 層疊復合材料加工技術新進展[J]. 材料科學與工程, 2002, 20(1): 140-143. (Chen Yanjun, Zhou Shiping, Yang Futao,etal. New development of processing techniques for laminates[J]. Materials Science & Engineering, 2002, 20(1): 140-143.)
[3]曲壽江, 耿林, 曹國劍, 等. 擠壓鑄造法制備可變形 SiCP/Al 復合材料的組織與性能[J]. 復合材料學報, 2003, 20(3): 69-73. (Qu Shoujiang, Geng Lin, Cao Guojian,etal. Microstructure and properties of deformable SiCP/Al composite fabricated by squeeze casting method[J]. Acta Material Composite Sinica, 2003, 20(3): 69-73.)
[4]劉曉濤, 張延安, 崔建忠. 層狀金屬復合材料生產工藝及其新進展[J]. 材料導報, 2002, 16(7): 41-50. (Liu Xiaotao, Zhang Tingan, Cui Jianzhong. Technology of clad metal production and its latest progress[J]. Materials Review, 2002, 16(7): 41-50.)
[5]謝建新, 孫德勤, 吳春景, 等. 雙金屬復合材料雙結晶器連鑄工藝研究[J]. 材料工程, 2000, 4: 38-40. (Xie Jianxin, Sun Deqin, Wu Chunjing,etal. Fabrication of bimetallic composite materials with duel-mold continuous casting technique[J]. Journal of Materials Engineering, 2000, 4: 38-40.)
[6]吳春京, 謝建新, 趙立華, 等. 雙結晶器連鑄銅-鋅鋁合金雙金屬復合材料[J]. 特種鑄造及有色合金, 2002, 3: 24-26. (Wu Chunjing, Xie Jianxin, Zhao Lihua,etal. Fabrication of Cu-Zn bimetallic composite materials with double-mold [J]. Special Casting and Nonferrous Alloys, 2002, 3: 24-26.)
[7]張衛文, 鄒敢峰, 鄧長寧, 等. 以連續鑄造方法制備梯度材料的實驗研究[J]. 金屬學報, 1998, 34(6): 609-615. (Zhang Weiwen, Zou Ganfeng, Deng Changning,etal. Investigation of production of gradient material by continuous casting[J]. Acta Metallurgica Sinica, 1998, 34(6): 609-615.)
[8]Bendyk J C. Novelis fusionTM process: breakthrough in the simultaneous DC casting of multiple aluminum alloy layers for rolling ingot[J]. Light Metal Age, 2006, 64(4): 48-50.
[9]李繼展, 付瑩, 接金川, 等. 連續鑄造法制備3003/4004鋁合金復層圓鑄坯[J]. 金屬學報, 2013, 49(3): 297-302. (Li Jizhang, Fu Ying, Jie Jinchuan,etal. Continuous casting of cladding 3003/4004 aluminum alloy circular ingot[J]. Acta Metallurgica Sinica, 2013, 49(3): 297-302.)[10]Jing Y A, Qin Y, Zang X M,etal. The bonding properties and interfacial morphologies of clad plate prepared by multiple passes hot rolling in a protective atmosphere [J]. Journal Materials Processing and Technology, 2014, 214: 1686-1695.
[11]Tanaka Y, Kajihara M, Watanabe Y. Growth behavior of compound layers during reactive diffusion between solid Cu and liquid Al[J]. Materials Science & Engineering A, 2007, 445-446: 355-363.
[12]Nagasaki(ed) S. Data book of metals[M]. Tokyo: Japan Institutr of Metals, 1993.
A new technique manufacture aluminium alloy cladding pipe for heat exchanger
Han Xing1, Yang Yingchun1, Wang Lijuan1, Sun Wei1, Li Pengwei1, Zhang Haitao2, Cui Jianzhong2
(1.Liaoning Zhongwang Group co. Ltd., Liaoyang 111003, China; 2.Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University,Shenyang, 110819 China)
Through the self-designed and manufactured cladding casting equipment, 4045/3003 composite billet ofΦ140 mm/Φ110 mm was prepared. By using opposite direction extrudation of the cladding billet, the cladding pipe was produced. Texture and property of the interface were examined by OM, SEM, tensile and shear test. The results showed that the prepared cladding billet has a clean and clear interface with no porosities and inclusions. Si and Mn elements diffuse across the interface and form a diffusion layer about 20 μm. Tensile and shear strengs on the interface reach 103.3 MPa and 80.2 MPa, respectively, indicating that the two kinds of alloys have a metallurgical bonding. The laminated characteristic does not change during the extrudation process.
cladding casting; bonding strength; aluminum alloy clad pipe
10.14186/j.cnki.1671-6620.2017.03.011
TG 292
:A
:1671-6620(2017)03-0212-06
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
