碳纖維增強復合材料銑削過程中切削力系數的建模
2017-10-19 09:23:00孫富建
裝備制造技術 2017年8期
蘇 飛,孫富建
(湖南科技大學 機電工程學院難加工材料高效精密加工湖南省重點實驗室,湖南湘潭411201)
材料工程
碳纖維增強復合材料銑削過程中切削力系數的建模
蘇 飛,孫富建
(湖南科技大學 機電工程學院難加工材料高效精密加工湖南省重點實驗室,湖南湘潭411201)
基于瞬時剛性力模型,對平紋編織碳纖維增強復合材料(CFRP)銑削加工中的切削力系數進行試驗研究,運用偏最小二乘回歸方法(PLS)建立切削力系數預測模型。結果表明:該方法具有一定可行性,適用于不同工況條件下方便、快速地獲得切削力系數預測模型,且基于此模型所獲得的銑削力能較好地反映實際銑削力的變化規律,能較準確、有效地預測銑削力的最大均值,為平紋編織碳纖維增強復合材料(CFRP)在實際加工中切削力的預測與控制提供參考。
平紋編織復合材料;CFRP;銑削力;偏最小二乘法(PLS)
碳纖維增強復合材料(CFRP)具有比強度高、比模量大等優異性能,在航空航天、國防行業具有廣泛的應用前景[1-2]。由于碳纖維增強復合材料(CFRP)成型工藝技術的制約,在復合構件制作中無法預留各種用于裝配的孔、槽等,為了滿足復合構件的加工精度和表面質量要求,往往需要根據零部件的加工要求進行二次加工[3]。在CFRP材料的銑削加工中,銑削力的大小直接影響加工缺陷、刀具磨損、刀具耐用度等[4],因此,通過建立合適的銑削力模型對指導切削參數的合理選擇、降低加工缺陷和減小刀具磨損等具有重要的指導意義。其中,利用基于力學模型的半解析建立銑削力模型的方法較為廣泛,應用該方法對銑削力的預測精度很大程度上取決于切削力系數的獲取。切削力系數的獲取主要通過兩種途徑:其一是將切削力系數作為常數,或者將切削力系數認為是平均切削厚度的函數,這種屬于平均銑削力系數模型;其二是將切削力系數認為是切削厚度或切削參數的非線性函數,這種屬于變切削力系數模型[5]。由于碳纖維增強復合材料屬于各向異性材料,有學者認為切削力系數還與纖維的取向有關系[4,6]。Yi it Karpat等[7]認為切削力系數是纖維取向的函數,并通過試驗獲得單向疊層復合材料的切削力系數,最終通過半解析法建立銑削力模型;韓勝超等[8]通過單向疊層CFRP材料的銑削試驗獲得了切削力系數與纖維取向之間的相互關系,并建立多齒銑刀側銑加工的切削力模型。在實際應用中,獲取切削力系數與纖維取向之間關系較為繁瑣。目前,關于多向編織型CFRP材料切削力系數方面的研究鮮有報道。
本文以平紋編織碳纖維增強復合材料(CFRP)為研究對象,采用偏最小二乘回歸方法(PLS)建立切削力系數的數學模型,并驗證其可行性。
1 試驗方案
1.1 試驗條件
試驗中,所采用的工件材料為板狀平紋編織碳纖維布疊層復合材料(T300/環氧樹脂,CFRP),厚度為10 mm,纖維直徑為7~8 μm,纖維體積分數為60~65%,圖1為碳纖維增強復合材料經過500℃高溫燒化后所獲得的單層編織結構碳纖維布。CFRP由碳纖維布一層層鋪疊而成,層間通過樹脂粘結而成。
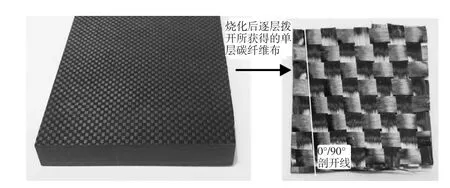
圖1 平紋編織碳纖維增強復合材料
試驗刀具為直齒釬焊PCD刀片立銑刀(齒數N=2,螺旋角 β 為 0°,刀具直徑為 φ6 mm).在型號為KVC1050M的立式加工中心上,采用無冷卻方式進行銑削加工,測力系統由YDX-Ⅲ9702壓電式傳感器,YE5850電荷放大器,A/D數模轉換器,數據轉換卡和計算機等組成,試驗裝置實物和測力系統如圖2所示。其中,X、Y和Z向的銑削力分別為徑向銑削力Fx、切向銑削力Fy和軸向銑削力Fz.
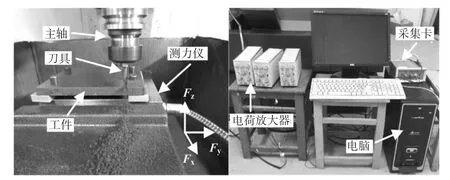
圖2 試驗裝置
1.2 試驗方法
以切削速度Vc、進給量f和切削深度ap為影響因素,通過L9(34)正交設計進行試驗,對切削力系數進行辨識,并通過偏最小二乘回歸方法(PLS)獲得切削力系數的預測模型,進而為銑削力預測模型的建立提供參考,然后,分別以切削速度Vc、進給量f和切削深度ap為自變量,每個自變量在正交試驗選取的水平范圍附近取4個水平,設計12組試驗對切削力系數進行驗證。正交試驗因素的水平如表1所示。
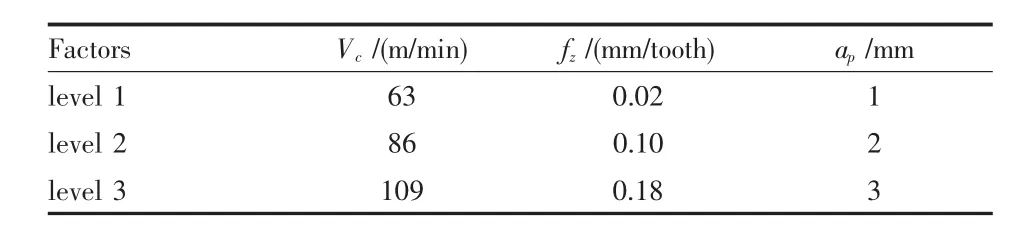
表1 試驗因素水平
2 結果與分析
2.1 切削力系數的理論模型
在CFRP材料中,碳纖維是影響切削最主要的一相材料,假設平紋編織CFRP材料經、緯向的纖維量百分比相當,則根據相關資料顯示,平紋編織CFRP材料經、緯向的力學性能基本相等[9],因此,在銑削力建模中,認為平紋編織CFRP為橫向各向同性材料。
銑削加工是多齒刀進行周期性斷續切削,每個刀齒的切削厚度隨著旋轉角φj的改變呈周期性變化。對于給定的圓柱螺旋銑刀(齒數為N、螺旋角為β、刀具半徑為R)和軸向切削深度ap,沿著銑刀軸向進行K個微元切削刃的離散處理,軸向微切削力可以近似認為螺旋角為零時的情況,此時,可以將切削力認為是切削面積和切削刃接觸長度的函數,如式(1)所示。
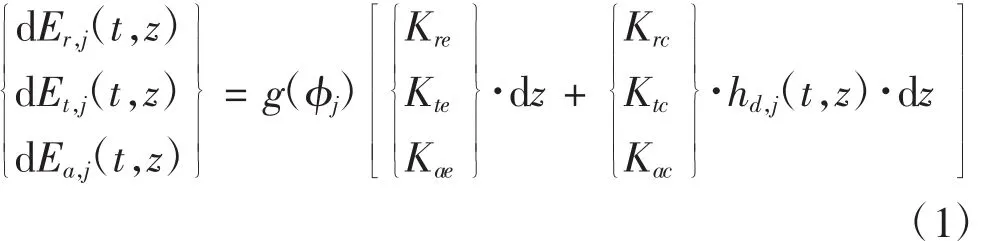
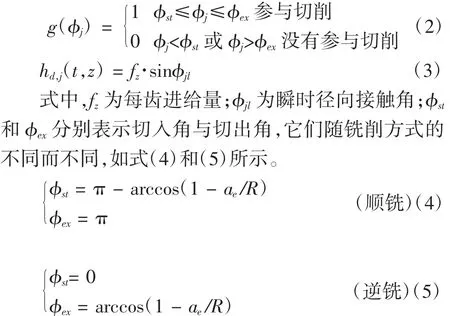
式中:dz 為軸向切深的微元;Ktc、Krc和 Kac分別為切向、徑向和軸向的切削力系數;Kte、Kre和Kae分別為切向、徑向和軸向的刃口系數;g(φj)為切削刃微元參與切削與否的單位階躍函數;hd,j(t,z)為切削厚度,hd,j(t,z)和g(φj)分別見式(2)和式(3)所示。
其中,切削力系數(Ktc、Krc和 Kac)綜合考慮了刀具和工件材料的性質、刀具幾何形狀以及工藝裝夾條件等主要因素,而刃口系數(Kte、Kre和 Kae)則主要反映刀具刃口的磨損情況,與切削力系數相比,它的影響通常很小[10]。試驗中采用耐磨性能較好的PCD立銑刀,為方便計算可以將刃口系數(Kte、Kre和Kae)忽略。此外,與徑向銑削力Fx和切向銑削力Fy相比,軸向切削力Fz相對較小,對切削影響較小,因此,只針對X和Y方向的切削力進行研究。
假設銑刀上的刀齒是均勻分布的,其齒間角φp=2π/N,第一個切削刃端點的角位移為φ10,則第j個刀齒上第l個切削刃的瞬時徑向接觸角,如式(6)所示。由此,可求得在第j個刀齒上的切向、徑向切削力分量,如式(7)所示。通過坐標變換,可求得直角坐標系中的切削力分量,如式(8)所示。由于一個周期內每個刀齒的切削總量是不變的,與螺旋角無關,考慮到刀齒在有效接觸區內(φst≤ φj≤ φex)才進行切削,由此可得單個周期內的平均切削力,如式(9)所示。
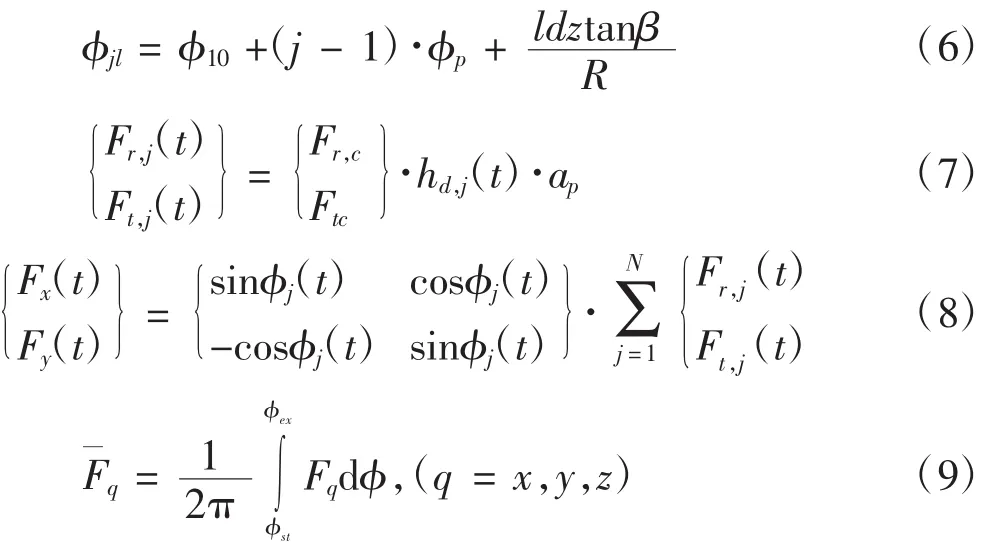
對式(8)進行積分可得各方向上的平均切削力,如式(10)所示。在實際應用中,全齒銑槽的計算最為方便,切入角φst=0,切出角φex=π,此時平均切削力如式(11)所示。由此,可得銑削力系數的表達式,如式(12)所示。

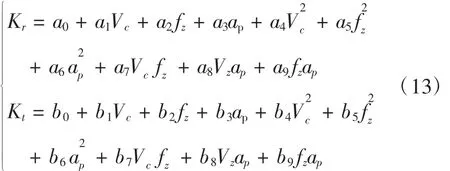
認為切削力系數是切削參數的非線性函數,通常復雜系統的函數都可以表示成為自變量高次冪的和,考慮到模型的簡潔性和工程應用的實效性,采用切削速度Vc、每齒進給量fz和切削深度ap的二項式表示徑向和切向切削力系數(分別簡寫成Kr和Kt),如式(13)所示,其中,a0,a1…a9和 b0…b9為系數。
2.2 切削力系數預測模型的構建
(1)切削力系數的預測模型
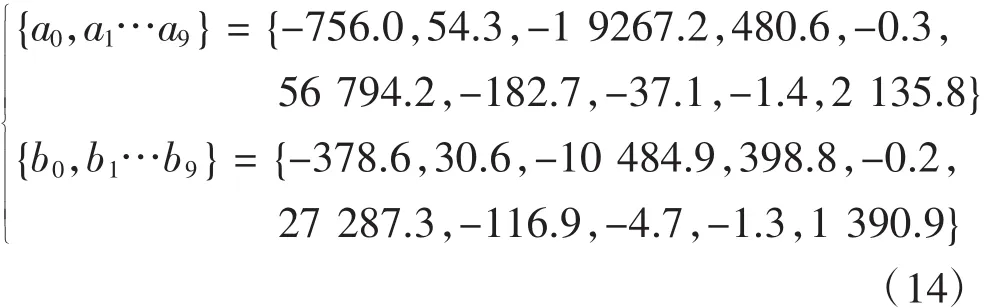
考慮到系統變量個數為9,各變量之間存在一定的多重相關性,采用普通的最小二乘法回歸(LS)難以獲得合理的參數公式,即便是通過最小二乘法獲得參數公式,其預測能力較弱,缺乏對系統主要矛盾的分析,而偏最小二乘回歸法(PLS)在傳統多元統計的基礎上融合了多元線性回歸(MLR)、主成分分析(PCA)和典型相關性分析(CA)等經典統計分析方法的優點[1 1],具有主元提取的分析功能,對系統綜合信息具有較強的解釋性,克服了變量多重相關性對系統的不良影響,特別適用于在少量樣本下高維數據之間存在多重共線性系統的建模和分析。采用PLS方法獲得切削力系數預測模型的參數如式(14)所示。
(2)切削力系數預測模型的驗證
通過PLS方法獲得切削力系數預測模型,其預測值和試驗值見表2所示。由表2可見,切削力系數的預測值與試驗辨識所獲得的切削力系數基本吻合。同時,由圖3也可見,通過切削系數預測模型所獲得的銑削力曲線與通過試驗辨識切削力系數所獲得的銑削力曲線較為吻合,可見切削力系數預測模型對切削力系數具有較好的預測能力。由圖3還可見,通過切削系數預測模型所獲得的徑向銑削力Fx曲線與試驗測試所獲得的徑向銑削力Fx曲線吻合度較好。然而,當旋轉角φj在0°~60°附近范圍內,切向銑削力Fy預測曲線與試驗曲線存在較大差異,但通過切削系數預測模型所獲得的切向銑削力Fy曲線的最大值與試驗測試所獲得的切向銑削力Fy曲線的最大均值相當,且變化趨勢基本吻合。
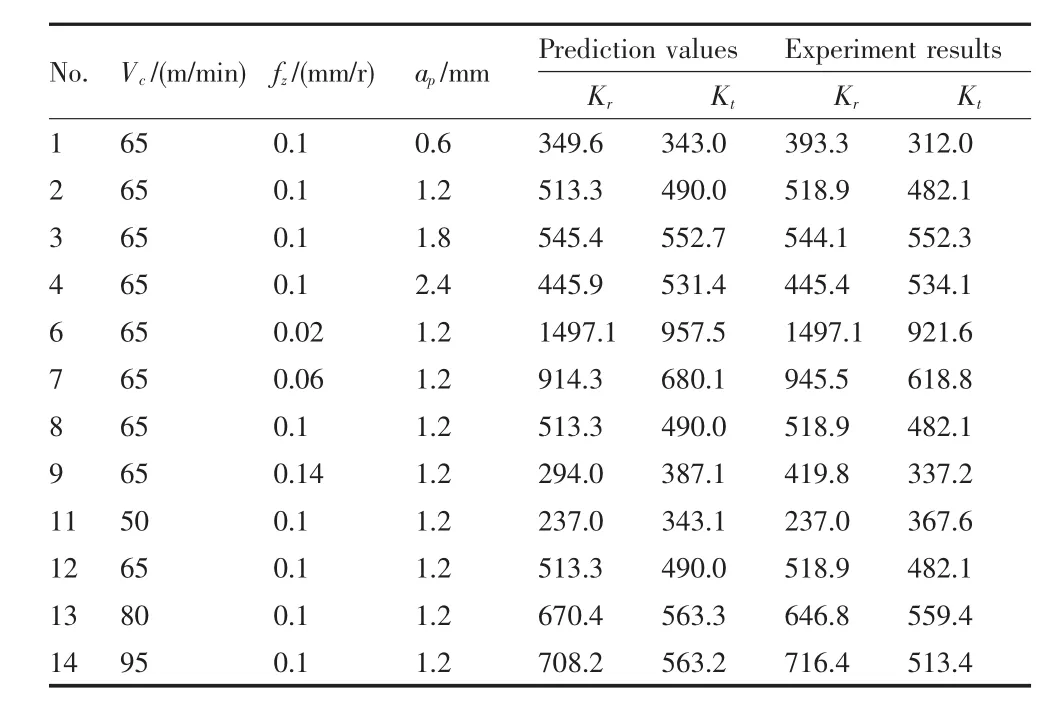
表2 Kr和Kt的預測值與試驗值
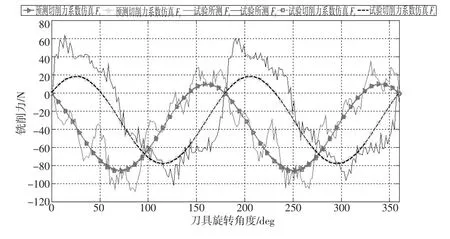
圖3 銑削力曲線(Vc=110m/min,fz=0.1mm/toth,ap=1.2mm)
綜上可見,通過偏最小二乘回歸法(PLS)建立的切削力系數預測模型與試驗所測得的切削力系數具有較好的吻合度,以及基于切削力系數預測模型所獲得的銑削力能較好的反應實際銑削過程中切削力的變化規律,能有效預測銑削力的最大值,對實際加工具有一定的指導意義。因此,在平紋編織碳纖維增強復合材料(CFRP)的銑削加工中,基于偏最小二乘回歸法(PLS)建立切削力系數,并通過半解析法建立銑削力模型的方法具有可行性。
3 結束語
在實際加工中,針對給定的刀具和工件組合,通過切削力系數的辨識建立銑削力模型的方法可以適用于不同工況條件下方便、快速的獲得銑削力預測模型。在平紋編織CFRP材料的銑削力建模中,該方法具有可行性,且較為簡便、快捷,因此,在平紋編織CFRP材料的實際加工應用中,這種方法顯得較為合適。
基于偏最小二乘回歸方法(PLS)建立切削力系數的預測模型,預測值與試驗值具有較好的吻合度。結合切削力系數預測模型建立的銑削力模型能較好的反映實際銑削過程中切削力的變化規律,能較準確、有效地預測銑削力的最大值,對實際加工具有一定的指導意義。
[1]周井文,陳 燕,傅玉燦,等.進給速度對不同纖維方向CFRP銑削表面形貌的影響[J].復合材料學報,2015,32(2):370-377.
[2]Wolfgang Hintze,Marcel Cordes,Gregor Koerkel.Influence of weave structure on delamination when milling CFRP[J].Jour nal of materials processing technology,2015,216:199-205.
[3]Haijin Wang,Jie Sun,Jianfeng Li,et al.Investigation on de lamination morphology during drilling composite laminates[J].International Journal of Advanced Manufacturing Technology,2014,74(1):257-266.
[4]Devi1 Kalla,Jamal Sheikh-Ahmad,Janet Twomey.Prediction of cutting forces in helical end milling fiber reinforced poly mers[J].International Journal of Machine Tools and Manu facture,2010,50(10):882-891.
[5]李忠群.復雜切削條件高速銑削加工動力學建模、仿真與切削參數優化研究[D].北京:北京航空航天大學,2008.
[6]Jamal Sheikh-Ahmad,Janet Twomey,Devi1 Kalla,et al.Mul tiple regression and committee Neural network force predic tion models in milling FRP[J].Machining Science and Tech nology,2007,11(3):391-412.
[7]Yi it Karpat,Onur Bahtiyar,Burak De er.Mechanistic force modeling for milling of undirectional carbon fiber reinforced polymer laminates[J].International Journal of Machine Tools and Manufacture,2012,56:79–93.
[8]韓勝超,陳 燕,徐九華,等.多齒銑刀側銑加工多層CFRP銑削力的建模與仿真[J].復合材料學報,2014,31(5):1375-1381.
[9]王耀先.復合材料力學與結構設計[M].上海:華東理工大學出版社,2012.
[10]尹 力,劉 強.基于偏最小二乘回歸(PLSR)方法的銑削力模型系數辨識研究[J].機械科學與技術,2005,24(3):269-272.
[11]尹 力,劉 強,王惠文.偏最小二乘相關算法在系統建模中的兩類典型應用[J].系統仿真學報,2003,15(1):135-137.
Modeling and Simulation of Milling Forces in Milling Plain Woven Carbon Fiber-reinforced Plastics
SU Fei,SUN Fu-jian
(School of Mechanical and Electrical Engineering Hunan Provincial Key Laboratory of High Efficiency and Precision Machining of Difficult-to-Cut Material,Hunan University of Scienceand Technology,Xiangtan Hunan 411201,China)
Based on the instantaneous rigid force model,the milling force coefficients of plain-woven carbon fiber reinforced plastics(CFRP)were studied,and the force coefficients prediction models obtained by using the partial least squares regression (PLS)method.The results showed that this way had certain feasibility.It was a fast and convenient way to obtain the millig force coefficients prediction models under varying operation conditions.The millig forces prediction models can reflect the change rule of the cutting forces in actual milling,and can accurately and effectively predict the maximum milling forces.Thus,the results can provide a reference for the prediction and the control of cutting forces in actual milling of plain-woven carbon fiber reinforced plastics.
plain woven fabric composite material;CFRP;milling forces;partial least square regression(PLS)
TB332;TQ327 文獻標碼:A
1672-545X(2017)08-0198-04
2017-05-24
蘇 飛(1984-),男,湖南彬州人,講師,博士,主要研究方向:先進制造工藝與裝備。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
Coco薇(2017年7期)2017-07-21 07:16:04
中國塑料(2016年6期)2016-06-27 06:34:16
應用化工(2014年10期)2014-08-16 13:11:29
