多晶硅柵極刻蝕過程中邊緣刻蝕缺陷的研究及改善
2017-10-20 14:19:48任昱聶鈺節唐在峰
科技資訊 2017年25期
任昱++聶鈺節++唐在峰


DOI:10.16661/j.cnki.1672-3791.2017.25.087
摘 要:刻蝕缺陷是半導體制程中最關鍵和最基本的問題,理想的等離子體刻蝕工藝過程中,刻蝕氣體必須完全參與反應而形成氣態生成物,最后由真空泵抽離反應室。但實際上,多晶硅柵極等離子體刻蝕過程中,生成的反應聚合物(polymer)無法由真空泵抽離反應室而附著在刻蝕腔壁上,造成反應室的污染,有些甚至附著在晶圓表面而形成元器件的微粒子污染,造成產品良率下降甚至報廢。本文通過改變調整刻蝕工藝參數等方式,成功解決了多晶硅柵極刻蝕工藝制程中反應生成物轉變為微粒子污染物這一問題,使得產品良率提升了3%,刻蝕反應腔體保養時數延長了一倍,晶圓報廢率降低了0.03%。
關鍵詞:多晶硅刻蝕 干法刻蝕 等離子體 柵極 刻蝕缺陷
中圖分類號:TN305.7 文獻標識碼:A 文章編號:1672-3791(2017)09(a)-0087-05
隨著微電子技術的發展,使器件的特征尺寸(Critical Dimension,簡稱CD)不斷縮小,使得集成度不斷提高,功耗降低,器件性能提高。在微電子學中,特征尺寸通常指集成電路中半導體器件的最小尺寸,如MOSE管的柵極關鍵尺寸,特征尺寸是衡量集成電路設計和制造工藝水平的重要參數。但是特征尺寸越小,柵極的尺寸容差要求就變得越來越嚴格,尤其是大尺寸的12寸晶圓硅片的應用,使得工藝控制變得更加苛刻。例如按照刻蝕容差絕對值應控制在10%之內,對于45nm工藝節點,容差絕對值要小于5nm[1]。
在先進的多晶硅柵極工藝中,刻蝕腔之間CD偏差值匹配度已經小于1nm,而高的CD精度意味著工藝步驟的可重復性需要做到完美。與此同時,由于堆疊結構越來越復雜,刻蝕過程中反應物和生成物也相應地增加,另外刻蝕反應腔體也要承擔更多的工藝刻蝕內容,于是刻蝕反應腔體的匹配和工藝的可重復性,已經成為等離子體刻蝕中很大的挑戰。刻蝕的一致穩定性控制要求不僅是針對同一塊硅晶片上的不同區域而言,更是針對刻蝕反應腔兩次維護保養間數百小時的射頻工藝過程而言。
由于反應生成物影響著刻蝕腔體內壁,而刻蝕腔體內壁環境又與等離子體的成分相互作用,刻蝕過程中每一個工藝和硬件參數都影響著刻蝕的穩定性,為了實現非等向刻蝕,需要鈍化層保護側壁,而形成側壁鈍化層的聚合物,又可能成為腔室或晶圓表面的污染物[2,3]。本文就300mm硅柵極等離子體刻蝕過程中,刻蝕反應物轉變為微粒子污染物這一問題,從反應腔結構分析和工藝參數改變等方面入手,通過不斷嘗試和調整,既消除微粒子污染又能實現持續穩定,最終確保反應腔中出來的每一片晶圓都擁有相同的性能且具有精確的可重復生產性,實現產品良率的提升。
1 多晶硅柵刻蝕過程中的刻蝕缺陷分析
在多晶硅柵極刻蝕工藝制程中,由于容差要求非常嚴格,為達到關鍵尺寸要求、理想的圖形、好的刻蝕均勻性以及高的選擇比,在刻蝕完硬掩膜層后,如BARC,HM(SiN/SiO2)等,才進行多晶硅柵極的刻蝕,根據缺陷(defect)掃描圖像顯示,所產生的defect屬于典型的部分阻擋刻蝕,已經出現了清晰的柵極線條,如圖1所示,經過反復比較研究發現這種典型的刻蝕缺陷是在Hard Mask(硬質掩模層,簡稱HM)刻蝕過程中微粒掉落產生的。
就整個defect分布情況分析發現,defect都集中在晶圓邊緣位置,如圖2所示,對比缺陷在刻蝕腔體位置發現都是出現在ESC(靜電吸盤,簡稱ESC)單懸臂區域位置處,如圖3所示。但defect的數量具有隨機性,某一片wafer比較少,另外的wafer比較高,跟蹤晶圓良率發現defect分布區域正對應良率的損失,如圖4所示,這種多晶硅阻擋刻蝕缺陷明顯降低了產品的良率,甚至會因為defect數量的過多引起wafer報廢。
通過長期數據采集和對比,發現在刻蝕腔體維護保養后初期,沒有出現單托臂區域wafer邊緣的defect,而隨著刻蝕腔體作業RF時間的增加到一定程度,單托臂區域wafer邊緣的defect開始出現。因此設備的維護保養周期,被限制在100h內,只達到正常設備維護保養RF時數200h的一半,這種多次進行設備維護保養或全部配件更換,維護費用也急劇上升但也無法解決此issue,因此找到defect產生的真正原因,施以有效的解決方法變得極為迫切。
2 多晶硅柵刻蝕過程中的刻蝕缺陷來源的分析
2.1 特征圖形分析
從多晶硅柵極刻蝕缺陷分布分析發現,每片wafer刻蝕缺陷都是集中在刻蝕反應腔的特定位置,正好對應著ESC單托臂區域位置,根據等離子體在刻蝕腔體的分布及真空泵抽氣情況分析發現,在ESC單托臂處由于底部托臂的阻擋會產生較為強烈的氣體回流現象,如圖5所示,產生的polymer的等離子體漿也會在ESC單托臂上方處產生回流,從而在此處沉積更多的polymer。同時測試晶圓控片刻蝕速率也發現,在ESC單托臂對應區域的刻蝕速率明顯較其他區域的刻蝕速率慢,如圖6所示中心區域。
2.2 多晶硅刻蝕工藝分析
多晶硅刻蝕工藝包括了復雜的多步驟刻蝕,依次主要是BARC(底部抗反射涂層刻蝕),HM(無機硬質掩模層刻蝕)、BT(氧化硅刻蝕)和ME(多晶硅刻蝕)刻蝕,每一步刻蝕過程都會產生大量的刻蝕副產物[4,5],具體如表1種所示。這些副產物氣體在被分子泵抽離的過程中在ESC單托臂處由于ESC托臂的阻擋,部分會回流重新淀積在托臂上方的top edge ring表面,隨著RF時數增加top edge ring表面淀積的polymer也就越來越多,從而產生刻蝕缺陷的微粒子來源。
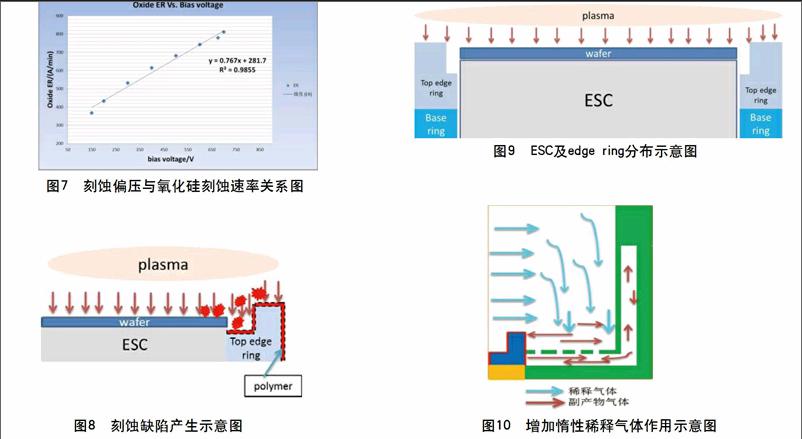
在微電子學中,多晶硅柵極大小直接影響了COMS器件的電學性能,而柵極側壁形貌又直接關系到柵極性能的優劣,因此多晶硅柵極需要一個“陡直”的側壁形貌。這種“陡直”的側壁形貌主要就是由HM刻蝕傳遞到多晶硅柵極上的,因此HM側壁形貌也就決定了最終多晶硅側壁形貌。在等離子體刻蝕中,為取得“陡直”的側壁形貌不僅需要刻蝕過程中不斷地有側壁保護層進行保護,更需要賦予高偏壓來增加異向刻蝕能力。一般方法都是在HM刻蝕步驟中采用高的偏壓來獲得強的縱向物理轟擊強,偏壓越大對應的物理轟擊能力越強,表現的刻蝕速率也越強,如7所示,偏壓越大,刻蝕速率越大,兩者呈現正向線性關系。endprint
這種強烈的物理轟擊會作用在ESC邊緣top edge ring上,使得沉積在top edge ring表面的polymer被濺射成微粒散落到附近的邊緣晶圓表面,從而阻止后續刻蝕進行,如圖8所示。
2.3 刻蝕反應腔結構分析
在刻蝕反應腔內與晶圓直接接觸的是ESC,具有靜電吸附作用。ESC也是wafer接受等離子體(plasma)的場所,具有很強的耐腐蝕性,能承受持續的離子轟擊和具有良好的介電性質,是反應腔室的主要部件之一。在ESC的外面加裝一個用于增大下電極表面積的Ring,稱為top edge ring,主要是保護wafer的edge和center部位有接近相當量的離子轟擊。因為在刻蝕系統中,plasma是在高真空中進行,上下極板之間有空隙,如果下電極和晶圓一樣大小,那么plasma在真空系統作用下,靠近外緣的plasma就會泄露,導致wafer edge部位能量減少。因此需要把下部做大點,由于電極不能比wafer大,于是就在電極的外面再安裝一個圓環,一般采用硅、石英等材質制作,是一種耗損件,如圖9所示,等離子體刻蝕過程中會同樣刻蝕在top edge ring上。
通過多次設備維護保養時的觀察,發現在托臂上方top edge ring上的polymer淀積得比較多,而polymer淀積厚的區域正對應著defect密集區域,而多晶硅柵極刻蝕制程是polymer產生很多的工藝制程,分析可能是托臂處抽速過低,阻擋了polymer被真空泵順利抽走而堆積在top edge ring上方,在多晶硅刻蝕過程中經過高偏壓的轟擊而濺射在wafer邊緣的柵極線條之間,影響后續刻蝕造成部分刻蝕缺陷。
3 多晶硅刻蝕缺陷解決實驗
3.1 惰性氣體流量對刻蝕缺陷影響
鑒于邊緣部分阻擋刻蝕缺陷的來源是由刻蝕過程中polymer過多導致的。嘗試在各個主要刻蝕步驟后添加惰性氣體來稀釋刻蝕過程中產生的刻蝕副產物氣體,弱化polymer的產生,如圖10所示為添加惰性氣體后惰性氣體會在ESC單托臂上方稀釋刻蝕副產物氣體,從而減少多晶硅刻蝕的刻蝕污染顆粒源。
本案例中使用He作為惰性氣體進行實驗分析,使用10sccm、20sccm和30sccm3個分批實驗分析,具體結果如圖11所示。從圖11可以發現,隨著在多晶硅主要刻蝕步驟后增加惰性氣體流量可以一定程度地改善ESC單托臂區域處的刻蝕缺陷,這是由于惰性氣體的加入可以有效地稀釋多晶硅主要刻蝕步驟產生的刻蝕副產物氣體,減少在單托臂區域上方top edge ring表面polymer的沉積,從而降低HM刻蝕過程中polymer被離子轟擊而濺射到晶圓表面的機率,但是僅靠在主要刻蝕步驟后增加稀釋氣體流量不能完全解決ESC單托臂區域處的刻蝕缺陷問題,這是由于在主要步驟刻蝕過程中已經有部分刻蝕副產物氣體聚集成polymer沉積在單托臂區域的top edge ring表面,在主要刻蝕步驟之后加入惰性氣體只能稀釋剩余的副產物氣體,這樣雖然有減輕polymer的沉積,但是難以起到根除的作用[6-9]。
3.2 硬質掩模層(Hard Mask)刻蝕偏壓對刻蝕缺陷的影響
鑒于邊緣部分阻擋刻蝕缺陷的產生是由于在HM刻蝕步驟中,過強的物理轟擊造成polymer濺射產生的。嘗試在HM刻蝕步驟減弱物理轟擊作用。物理轟擊是由于等離子體的大質量離子在電場作用下加速產生動能向晶圓表面移動,在晶圓表面正離子轟擊晶圓表面材料,產生刻蝕效果[10]。
本案例中使用的偏壓時67V,實驗使15V、30V、40V、50V、60V、70V做實驗分析,具體實驗結果如圖12所示。
從圖12中可以看到,隨著HM刻蝕偏壓的增大,ESC單托臂區域處的刻蝕缺陷變得越來越嚴重,在HM刻蝕偏壓小于40V時,ESC單托臂處沒有發現多晶硅的刻蝕缺陷;在HM刻蝕偏壓大于40V時,ESC單托臂處開始出現刻蝕缺陷并且隨著偏壓的增大刻蝕缺陷變得更加嚴重,這主要是由于HM刻蝕偏壓小于40V時,物理轟擊作用較弱不足以將top edge ring表面的polymer轟擊而濺射到附近晶圓表面;當HM刻蝕偏壓大于40V時,強烈的物理轟擊作用可以使得top edge ring表面的polymer被轟擊成微粒子而濺射到附近晶圓表面,從而產生后續的多晶硅刻蝕缺陷。
根據實驗研究結果綜合刻蝕速率和刻蝕側壁形貌調整,選擇HM偏壓為35V作為刻蝕HM步驟的偏壓,相應地通過HM trim步驟調節橫向刻蝕時間來控制多晶硅柵極線寬大小。通過在工程片上進行多晶硅柵極工藝刻蝕,與基礎條件多晶硅柵極刻蝕后形貌相比發現,新條件刻蝕多晶硅柵極同樣可以得到“筆直”的側壁形貌和目標線寬尺寸,整體CD大小和角度與基準條件相匹配,如圖13所示。
4 結語
本文通過分析工藝參數和設備結構以及defect特點,來探討defect產生的原因,再確定刻蝕缺陷是由HM刻蝕步驟中離子轟擊聚合物濺射到晶圓表面產生的,通過調整HM刻蝕步驟偏壓降低離子轟擊強度,成功地消除了刻蝕制程中反應生成物轉變為微粒子污染這一問題。既解決了ESC單懸臂位置處刻蝕缺陷這一問題,同時有效地將設備維護保養時間也從100h提高到200h。
參考文獻
[1] 張慶釗,謝常青,劉明,等.硅柵干法刻蝕工藝腔室表面附著物研究[J].微細加工技術,2007(2):50-52.
[2] 田業冰,硅片超精密磨削表面質量和材料去除率的研究[D].大連:大連理工大學,2005.
[3] 陳樂樂,朱亮,包大勇,等.蝕刻腔條件對刻蝕工藝的影響研究[J].半導體技術,2008,33(12):1088-1090.
[4] 溫梁,汪家友,劉道廣,等.MEMS器件制造工藝中的高深寬比硅干法刻蝕技術[J].微電子技術,2004(6):120-123.
[5] 周宏,賴建軍,趙悅,等.SF6/O2/CHF3混合氣體對硅材料的反應離子刻蝕研究[J].半導體技術,2005,30(6):28-31.
[6] 敬小成,黃美淺,姚若河.攜帶氣體對二氧化硅敢發刻蝕的影響[J].微電子學,2004,35(5):456-459.
[7] Choi CJ,Kwon OS,Seol YS,et al.Ar addition effect on mechanism of fluorocarbon ion formation in CF4/Ar inductively couple plasma[J].J Vac Sci Technol, 2000,18(2):811-819.
[8] 陳永生,汪建華.氬氣對多晶硅刻蝕的影響[J].表面技術,2003,32(2):19-21.
[9] Olthoff JK,Wang Y.Studies of ion bombardment in high density plasma containing CF4[J].J Vac Sci Technol,1999,17(4):1552-1555.
[10]張慶釗,謝長春,劉明,等.90nm硅柵過刻蝕工藝中功率對等離子體性質的影響[J].半導體學報,2007,28(10):1612-1614.endprint
